

6.7.2. Ремонт валов.
Основными неисправностями валов двигателей являются: 1) естественный износ шеек и кулачков, вследствие длительной эксплуатации; 2) задиры шеек и кулачков, вследствие масляного голодания или попадания в пару трения опора – шейка посторонних частиц, а также 3) деформация валов, вследствие воздействия на них предельных нагрузок. Валы должны быть тщательно вымыты, осмотрены и измерены. При естественном износе шеек вала, рабочие поверхности часто остаются гладкими без видимых повреждений, а величины износов относительно невелики и обычно не превышают 0,08 мм, при овальности шеек 0,02 – 0,03 мм. Повреждение шеек в результате разрушения подшипников опор более значительные. Износ шеек, в подобных случаях может достигать десятых долей мм. Любой износ шеек валов и их опор (подшипников), приводит к увеличению зазора между ними, как следствие, ухудшению смазки (падает давление масла, исчезает «масляный клин» между деталями), что, в свою очередь, провоцирует прогрессирующий износ, приводящий к разрушению деталей, проворачиванию вкладышей или заклиниванию вала в опорах. Изношенные валы подвергаются шлифовке шеек под ремонтные размеры, наплавке шеек и кулачков с их последующей обработкой под номинальные размеры и правкой имеющихся деформаций с последующей балансировкой вала. Целью проводимого ремонта является:
Восстановление зазоров в сопряжении деталей до номинальных значений;
Восстановление геометрии шеек;
Восстановление поверхности деталей;
Восстановление взаимного расположения поверхностей вала и его опор (соосности, перпендикулярности и т.п.).
«Ремонтный шаг» шеек коленчатого вала, как правило, равен 0,25мм. Вал может иметь два, три, четыре и более ремонтов. Число ремонтов вала, как правило, регламентируется изготовителем и во многом зависит от размерности, выпускаемых заводами ремонтных деталей (в частности, вкладышей коленчатого вала) и их наличия. При отсутствии «заводских» вкладышей и наличия соответствующего оборудования, вкладыши можно изготовить самостоятельно. В этом случае глубина шлифовки соответствующей шейки (т.е. номер ремонта), будет определяться глубиной её закалки. Глубина закалки коленчатых валов двигателей легковых автомобилей, как правило, немногим более 1мм. Одноимённые шейки коленчатого (распределительного) вала шлифуются под одинаковый ремонтный размер. Как мы уже знаем, целью шлифовки является восстановление геометрии и поверхности шеек вала. Так как при шлифовке шеек вала их диаметр уменьшается, для сохранения величины установочного зазора между валом и его опорами в опоры должны устанавливаться вкладыши, соответствующей ремонтной группы (т.е. имеющие толщину большую толщины вкладыша номинального размера на величину выполненного ремонта). Ремонтный размер вкладышей, как правило, выбивается в виде цифры (+0,25; +0,50; +0,75 и т.п.) на его тыльной (не рабочей) поверхности.
6.7.3. Проверка качества выполненного ремонта.
Надеюсь, не стоит объяснять к чему может привести неквалифицированный или некачественно выполненный ремонт двигателя. Контроль над качеством ремонта таких деталей двигателя как блок цилиндров, головка блока цилиндров, коленчатого вала, а также других деталей, ремонт которых производился сторонними организациями (например, мастерскими, специализирующимися на расточке блоков цилиндров) целесообразно проводить непосредственно у исполнителя (т.е. «не отходя от кассы»). Для проверки необходим измерительный инструмент и некоторый навык. Наиболее распространённые ошибки, имеющие место при ремонте блоков цилиндров двигателя следующие:
Низкое качество зеркала цилиндров.
Является следствием нарушения технологии обработки поверхности цилиндра (хонингования), несоответствия технической оснащённости мастерской современным требованиям, низкой квалификации или халатности исполнителя;
Отклонение геометрии цилиндра (конусность, овальность, корсетность, бочкообразность) выше допустимых пределов (рис. 6.11).
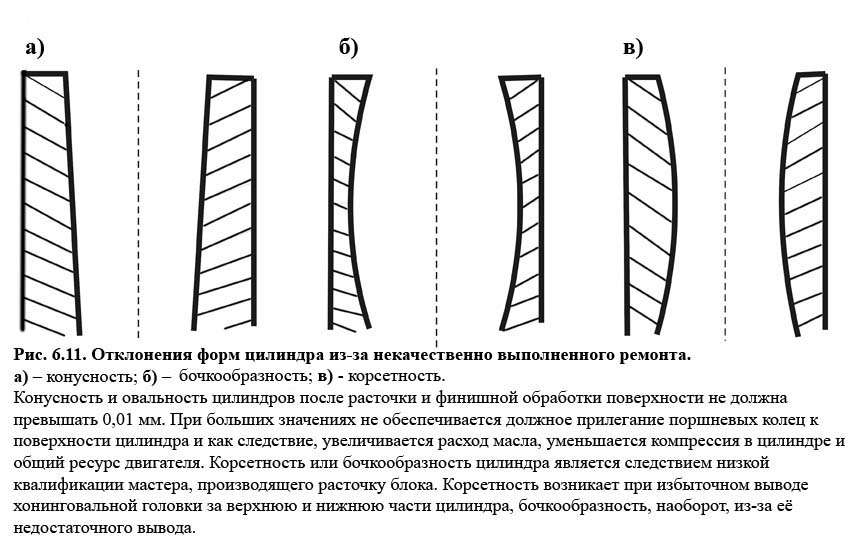
Конусность и овальность цилиндров после расточки и финишной обработки поверхности не должна превышать 0,01 мм. При больших значениях не обеспечивается должное прилегание поршневых колец к поверхности цилиндра и как следствие, увеличивается расход масла, уменьшается компрессия в цилиндре и общий ресурс двигателя. Корсетность или бочкообразность цилиндра является следствием низкой квалификации мастера, производящего расточку блока. Корсетность возникает при избыточном выводе хонинговальной головки за верхнюю и нижнюю части цилиндра, бочкообразность, наоборот, из-за её недостаточного вывода. Проверяется путём измерения диаметра цилиндра нутромером. Измерения проводятся по двум, взаимно перпендикулярным, осям в трёх плоскостях (в верхней, средней и нижней частях цилиндра);
Несоответствие междуосевых расстояний цилиндров.
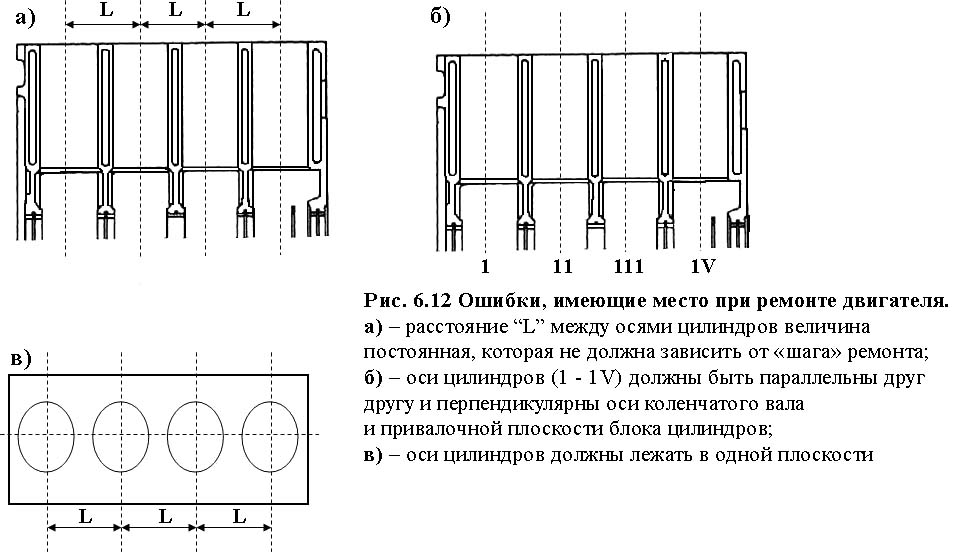
Расстояние между осями цилиндров (рис. 6.12а) задаётся конструкцией двигателя (например, для двигателей автомобилей ВАЗ это расстояние равно 95, 0 мм.) и независимо от номера выполняемого ремонта, должно оставаться постоянной величиной. Несоответствие межосевых расстояний, как правило, является следствием неправильной установки блока цилиндров на расточку. Проверяется путём измерения расстояния между осями пар цилиндров с помощью штангельциркуля или другого измерительного инструмента;
Не параллельность осей цилиндров (оси цилиндров не перпендикулярны привалочной плоскости блока цилиндров и оси коленчатого вала) или оси цилиндров не лежат на одной плоскости (рис. 6.12б,в).
Является следствием неверной установки блока цилиндров на расточку;
Несоответствие установочного зазора между цилиндром и поршнем заданной величине.
Является следствием низкой квалификации мастера или его халатности. Зазор между цилиндром и поршнем регламентируется техническими условиями. В ряде случаев и только осознано, его величина может быть изменена в сторону увеличения. Решение об увеличении установочного зазора принимает мастер, производящий ремонт двигателя. Мастер – станочник производит расточку цилиндров двигателя под заданный ремонтный размер, оставляя припуск на хонингование примерно 0,05-0,06 мм. с каждой стороны цилиндра. При хонинговании расточенного цилиндра, мастер учитывает диаметр поршня, который будет установлен в данный цилиндр. Проверка установочного зазора осуществляется путём измерения диаметра цилиндра и диаметра поршня. Величина зазора определяется как разница измеренных диаметров.
Неплоскостность привалочной плоскости блока цилиндров.
Проверка неплоскостности осуществляется с помощью набора щупов и лекальной (слесарной) линейки, прикладываемой к плоскости. Аналогичным способом контролируется привалочная плоскость головки блока.
Ошибки, возникающие при ремонте коленчатого вала следующие:
Низкое качество рабочей поверхности шеек (кулачков) вала;
Эллипсность шатунных и опорных шеек вала;
Несоответствие размеров шатунных и опорных шеек вала заданным величинам.