

З'єднання й оконцевання проводів
Монтаж електропроводки, підключення вимикачів, штепсельних розеток, патронів і т, буд. не може вироблятися без з'єднання й оконцевання проводів. Правильні і якісні з'єднання й підключення більшою мірою визначають надійність електропостачання.
Вимоги до з'єднань проводів. З'єднання жил поміж собою й приєднання їх до електричних пристроїв повинні мати необхідну механічну міцність, малий електричний опір і зберігати ці властивості на увесь час експлуатації. Контактні з'єднання піддаються дії струму навантаження, циклічно нагріваються й прохолоджуються. Зміни температури й вологості, вібрація, наявність у повітрі хімічно активних часток також впливають на контактні з'єднання.
Фізичні й хімічні властивості алюмінію, з якого в основному виготовляють жили проводів, ускладнюють виконання надійного з'єднання. Алюміній має (у порівнянні з міддю) підвищену плинність й високу здатність до реакції з киснем, при цьому утвориться ізолююча плівка окису, що створює на контактних поверхнях великий перехідний опір. Цю плівку перед виконанням з'єднання потрібно ретельно видалити з контактних поверхонь і вжити заходів проти повторного її виникнення. Все це створює деякі труднощі при з'єднанні алюмінієвих проводів.
У мідних провідників також утвориться окісна плівка, але на відміну від алюмінію вона легко віддаляється й незначно впливає на якість електричного з'єднання.
Значна різниця коефіцієнтів теплового лінійного розширення алюмінію в порівнянні з іншими металами також приводить до порушення контакту. Враховуючи це, алюмінієві проводи не можна упресовувати в мідні наконечники.
При тривалій експлуатації під тиском алюміній має властивість плинності, порушуючи тим самим електричний контакт, тому механічні контактні з'єднання проводів з алюмінію не можна віджимати, а в процесі експлуатації потрібно періодично підтягувати різьбове сполучення контакту. Контакти алюмінієвих жил з іншими металами на відкритому повітрі піддаються атмосферним впливам.
Під впливом вологи на контактних поверхнях утвориться водяна плівка із властивостями електроліту, у результаті електролізу на металі утворяться раковини. Інтенсивність утворення раковин збільшується при проходженні через місце контакту електричного струму.
Особливо несприятливі щодо цього з'єднання алюмінію з міддю й сплавами на основі міді. Тому такі контакти необхідно захищати від влучення вологи або покривати третім металом - оловом або припоєм.
З'єднання й оконцевання мідних проводів
З'єднання, відгалуження мідних проводів перетином до 10 мм2 рекомендується виконувати скруткою з наступної пропаюванням, причому мідні однодротові проводи площею перетину до 6 мм2, а також багатодротові з невеликими площами перетинів паяють по скрутці (мал. 1). Жили із площею перетину 6-10 мм2 з'єднують бандажною пайкою (мал. 2 а), а багатодротові проводи - скруткою з попередним розплетенням дротів (мал. 2 б). Довжина місць з'єднань скруткою або бандажною пайкою повинна становити не менш 10-15 зовнішніх діаметрів жил, що з'єднуються. Паяють свинцево-олов'яним припоєм з використанням флюсу на основі каніфолі. Застосовувати при паянні мідних проводів кислоту й нашатир не дозволяється, тому що ці речовини поступово руйнують місця пайки.

Рис. 1. З'єднання скруткою з наступною пайкою;
а - з'єднання проводів ПР і АПР; б - відгалуження проводів ПР в АПР; в - з'єднання проводів ПРВД; ПК - місце пайки.
З'єднання опресовуванням. Широко використовують метод з'єднання мідних проводів опресовуванням (мал. 2 г). Кінці проводів зачищають на 25-30 мм, потім обертають мідною фольгою й спресовують спеціальними кліщами типу ПК.
З'єднання й оконцевання алюмінієвих проводів
Алюмінієві жили проводів з'єднують зварюванням, пайкою й механічним шляхом (мал. 3).

Рис. 2. З'єднання й відгалуження проводів:
а — з'єднання однодротових бандажів пайкою; б — з'єднання багатодротовіх проводів скруткою; в - відгалуження багатодротовіх проводів; г — з'єднання багатодротовіх проводів опресовуванням
Зварюють алюмінієві проводи в спеціальної ванні за допомогою вугільних електродів, що отримують живлення від зварювального трансформатора.
Для пайки алюмінієві проводи скручують (мал. 3 в), а потім місце скрутки нагрівають у полум'ї паяльної лампи й пропаюють припоями, состави яких наведені в табл. 1.
Таблиця 1
Состав і температура плавлення припоїв
Назва або позначення припою |
|
Состав припоїв, % |
|||
Температура плавлення, °З |
цинк |
олово |
мідь |
алюміній |
|
Припій А |
400-425 |
58-58,5 |
40 |
1, 5-2 |
- |
ЦО-12 Мосэнерго |
500-550 |
73 |
12 |
- |
15 |
Технологія пайки алюмінієвих проводів наступна:
• с кінців проводів, що з'єднуються, зняти ізоляцію, після чого оголені жили зачистити до металевого блиску й з'єднати внахлестку подвійною скруткою з утворенням жолобка в місці торкання жив. Довжина жолобка для з'єднання й відгалуження при різних перетинах жив зазначений на мал. 4;
• з'єднані скруткою проводи нагріти полум'ям газового пальника й паяльною лампою до температури, близької до температури плавлення припою.
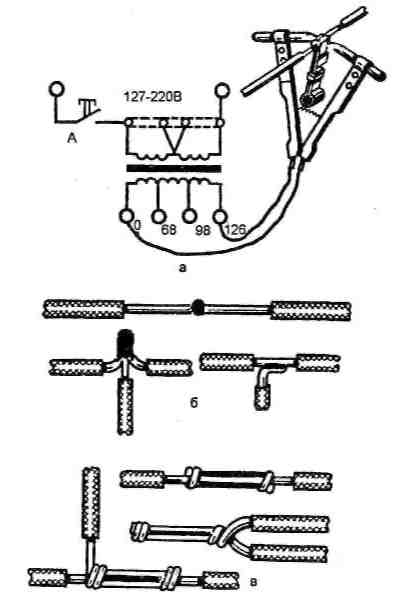
Рис. 3. З'єднання проводів зварюванням і пайкою:
а - з'єднання однодротових алюмінієвих проводів зварюванням у гільзі; б - зразки зварювань; в - з'єднання пайкою

Рис. 4. Пайка однодротових жил
Після цього жолобок протерти (з натиском) з однієї сторони з'єднання паличкою припою, уведеної попередньо в полум'я лампи. У результаті тертя оксидна плівка здирається, жолобок починає облужуватися й заповнюватися припоєм у міру прогріву місця з'єднання. Флюсу при цьому не потрібно. Потім облужують іобпоюють жолобок з іншої сторони з'єднання. Одночасно протерти й облудити припоєм зовнішні поверхні й місця скрутки жил ділянки, що з'єднується
• місця пайки проводів, що з'єднуються, підчистити, протерти тканиною, змоченої бензином, покрити вологонепроникним лаком і заізолювати ізоляційною стрічкою.