

Тема 13 Производственный процесс и его структура. Анализ структуры производственных процессов
Труд, средства и предметы труда являются составными элементами процесса создания материальных благ.
Производственный процесс – это совокупность трудовых и естественных процессов, в результате которых сырье и материалы превращаются в конечный продукт или услугу.
Основной и важнейшей частью производственного процесса является технологический процесс – совокупность процессов, связанных с измерением размеров, геометрической формы, физико-химических свойств предметов труда. Технологический процесс включает отдельные стадии.
Производственный процесс состоит из:
1) основных процессов – процессы, непосредственно связанные с преобразованием предметов труда в готовую продукцию.
Примерами основных процессов могут служить замес теста, разделка его, выпечка хлеба и т.д.
К основным процессам относятся и естественные процессы, роль которых в пищевой промышленности велика. Естественные процессы осуществляются под воздействием сил природы на сырье и материалы без непосредственного участия человека. Примерами естественных процессов являются созревание муки, брожение теста, расстойка тестовых заготовок и др.
2) вспомогательных процессов - процессы, результаты которых используются либо непосредственно в основных процессах, либо для обеспечения их бесперебойного и эффективного осуществления.
3) обслуживающих процессов – это процессы труда, направленные на создание условий, необходимых для осуществления основных и вспомогательных производственных процессов. Они чаще всего связаны с приемом, хранением и перемещением сырья, материалов, тары и топлива при осуществлении основных и вспомогательных процессов.
Различают непрерывные и периодические производственные процессы. К непрерывным процессам относятся такие, основные операции по которым прекращаются только на период ремонта средств труда (машин и агрегатов). Периодические процессы – это процессы, при которых операции последовательно чередуются во времени.
Производственная операция – составная часть процесса производства, выполняемая на одном рабочем месте, с использованием одних и тех же средств труда. При этом, обработке подвергается один и тот же предмет труда. Постоянство этих трех компонентов определяет производственную операцию. При изменении хотя бы одного из компонентов, происходит смена производственной операции.
В ходе выполнения производственной операции происходит изменение формы, внешнего вида или свойств предмета труда. Одна или несколько производственных операций, выполнение которых приводит к изменению качественных характеристик предмета труда называется производственной стадией.
Производственные процессы состоят из большого количества разнообразных операций, которые могут быть классифицированы по двум основным признакам: по назначению в процессе производства и по способу выполнения.
По назначению в производственном процессе операции делятся на:
1) основные, вносящие изменения в состав, форму или внешний вид предмета труда и образующие в совокупности технологический процесс.
2) вспомогательные – операции, предназначенные для контроля количественных и качественных параметров производственного процесса, перемещения, сортировки и обслуживания процесса. Они не вносят никаких изменений в предмет труда, а лишь создают условия для нормального хода процесса.
Среди вспомогательных операций выделяют перемещающие, контрольные и обслуживающие.
С помощью перемещающих операций происходит изменение положения предмета труда в пространстве. Контрольные операции обеспечивают контроль за производственным процессом. Обслуживающие операции предназначены для обеспечения нормальных условий протекания производственного процесса.
По способу выполнения различают операции:
ручные – осуществляются без использования машин;
2) машинные (аппаратные) – выполняются машинами под наблюдением рабочих (рабочий контролирует процесс);
3) машинно-ручные – операции выполняются машиной при непосредственном участии рабочего.
Соотношение различных видов операций в производственном процессе определяет его структуру. Анализ структуры производственного процесса необходим для оценки уровня его организации, характеризуемого показателем уровня механизации производственного процесса.
Уровень механизации определяют по формуле:
![]() (38)
(38)
где Кмаш. – количество машинных операций; Кобщ. – общее количество операций в производственном процессе.
Организация производственного процесса во времени представляет собой способ сочетания во времени основных, вспомогательных и обслуживающих процессов по переработке предметов труда в готовую продукцию. Важнейшим параметром организации производственного процесса во времени является производственный цикл изготовления конечного продукта, оказания услуги или выполнения работы от подготовительных операций до заключительных.
Время производства – время с момента поступления сырья и материалов на предприятие до момента реализации готовой продукции.
Производственный цикл является составной частью времени производства. Это время от начала производственного процесса до получения готовой продукции или продуктов.
Продолжительность производственного цикла изготовления продукции – это календарный период времени, в течение которого сырье, основные материалы, полуфабрикаты превращаются в готовую продукцию.
Знание продолжительности производственного цикла изготовления всех видов продукции необходимо:
1) для составления производственной программы предприятия и его подразделений;
2) для определения сроков начала производственного процесса (запуска) по данным сроков его окончания (выпуска);
3) для расчетов нормальной величины незавершенного производства.
Продолжительность производственного цикла зависит от времени трудовых и естественных процессов, а также от времени перерывов в производственном процессе.
Производственный цикл измеряется в единицах времени (часах, днях, годах и т.д.). Длительность производственного цикла состоит из:
- рабочего периода – время, в течение которого исполнитель прямо или косвенно воздействует на предмет труда, в него включают и машинные (аппаратные) процессы, осуществляемые под наблюдением работника или контрольных приборов. Сюда относятся также естественные процессы – время, в течение которого предметы труда видоизменяются под воздействием естественных условий;
- времени перерывов, подразделяемые в зависимости от причин которые их вызывают.
Продолжительность производственного цикла может быть рассчитана также аналитически по формуле:
![]() (39)
(39)
где tтех. – время технологических операций; tест. – время естественных операций; tтр. – время транспортных операций; tконт. – время контрольных операций; tпер. – время перерывов; tпр. – время межоперационного пролеживания.
Длительность производственного цикла зависит от ряда факторов, среди которых ключевыми являются: вид изготавливаемой продукции, трудоемкость ее изготовления, размер и тип производства, техническая оснащенность и уровень организации производства.
Одной из важнейших задач организации производства является задача сокращения длительности производственного цикла, которая может быть решена путем: сокращения длительности технологических операций в результате внедрения прогрессивных технологий, сокращения времени вспомогательных процессов при их механизации и автоматизации, а также длительности перерывов, вызываемых различными причинами производственного и непроизводственного характера.
Виды движения предметов труда в пространстве
Различают 3 вида движения предметов труда в пространстве:
последовательный;
параллельный;
параллельно-последовательный (смешанный).
Каждый из перечисленных видов движения предметов труда предусматривает свой отличительный способ передачи обрабатываемых предметов труда с одной операции на другую.
Последовательным видом движения называют такой способ передачи деталей (изделий), при котором обработка производится партиями, передача партии с операции на операцию происходит только после того, как все детали партии прошли обработку на предыдущей операции.
Пример. Определить графически и математически продолжительность обработки партии изделий из трех штук при продолжительности операций 5; 3; 15; 1 мин. для различных видов движения предметов труда.
При последовательном виде движения предметов труда продолжительность производственного цикла определяется по формуле:
![]() (40)
(40)
где ti – время каждой операции; i – длительность i-той операции; n – число предметов в партии; m – количество операций в процессе.
График последовательного движения предметов труда представлен на рисунке 5.
t1
= 5 мин.
t2
= 3 мин.
t3
= 15 мин.
t4
= 1 мин.
n =
3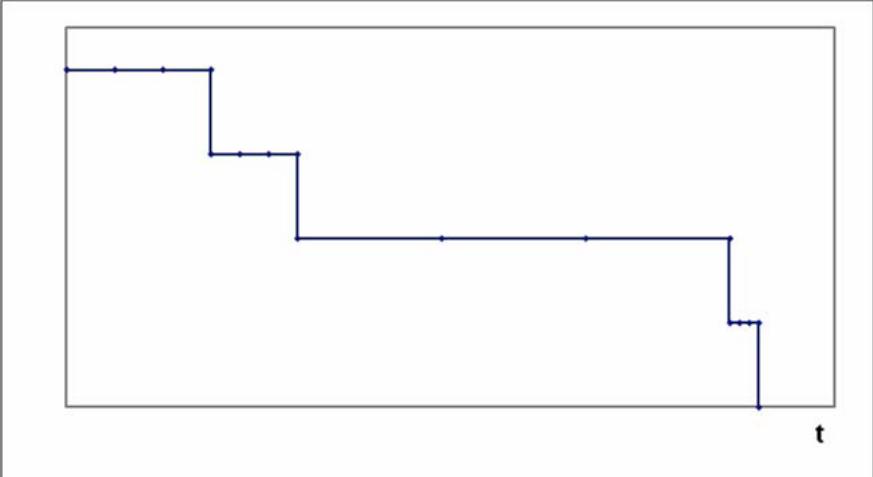

Рис. 5. Графическое представление последовательного вида
движения предметов труда
Тогда продолжительность производственного цикла для данного примера будет равна:
![]()
Последовательный вид движения предметов труда обычно применяется в единичном и мелкосерийном производстве.
Параллельным видом движения называется такой способ передачи деталей (изделий), при котором с операции на операцию детали (изделия) передаются поштучно или небольшими транспортными партиями. При таком способе передачи каждая деталь (или транспортная партия) после обработки передается сразу на следующую операцию до окончания обработки остальных деталей в партии. При этом длительность обработки партии является самой короткой.
Время, необходимое для обработки партии изделий при параллельном виде движения предметов труда определяется по формуле:
![]() (41)
(41)
где ti – продолжительность i-ой операции; m – количество операций; n – количество предметов труда; tгл. – время наиболее длительной операции, условно принятой за главную.
![]()
где τ – величина перерывов, повторяющихся в работе с каждой единицы предметов труда на всех операциях кроме главной операции; t – длительность операции.
Для нашего примера график параллельного вида движения предметов труда будет выглядеть следующим образом (рисунок 6):
1
2
3
4
n =
3
t1
= 5 мин.
t2
= 3 мин.
t3
= 15 мин.
t4
= 1 мин.
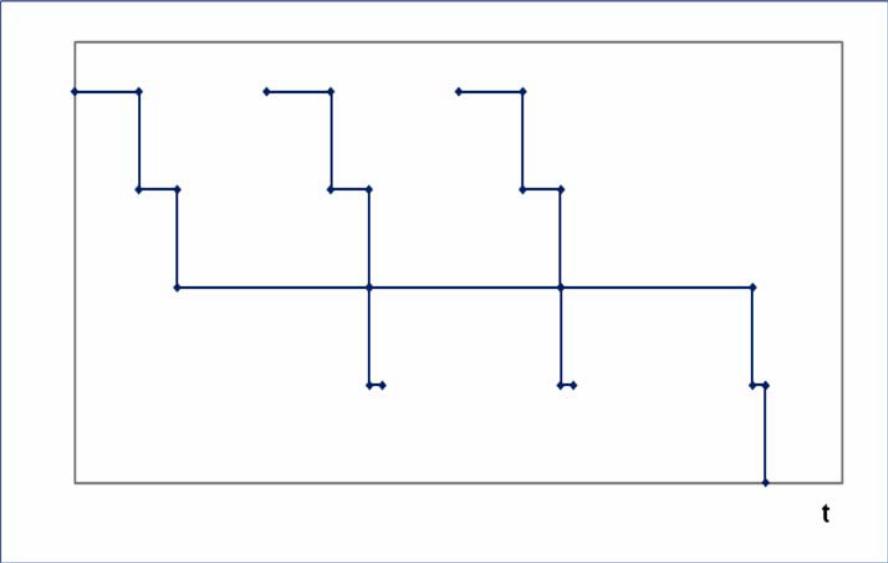
Рис. 6. Графическое представление последовательного вида
движения предметов труда
Для нашего случая tгл. > t1, поэтому
τ (время перерыва) = tгл. – t1 = 15 – 5 = 10 мин.
Тогда продолжительность производственного цикла для данного примера будет равна:
![]()
Параллельный вид движения предметов труда позволяет значительно сократить длительность обработки партий изделий. Однако неравенство времени обработки по операциям приводит к перерывам в работе машин на операциях менее продолжительных, чем главная, а на самой продолжительной операции вся партия предметов обрабатывается без перерывов.
Непрерывность процесса при параллельном виде движения может быть достигнута путем синхронизации процесса, т.е. обеспечения равенства длительности всех операций во времени.
Параллельный способ передачи деталей (изделий) применяется в массовом и крупносерийном производстве, и лежит в основе организации поточного производства.
Параллельно-последовательным (смешанным) видом движения называется такой способ передачи деталей (изделий), при котором отдельные детали в партии частично одновременно обрабатываются на двух или нескольких операциях технологического процесса и работа на всех операциях идет без перерыва. Одновременная (параллельная) обработка отдельных деталей на операциях приводит к сокращению длительности технологического процесса.
Параллельно-последовательный вид движения предметов труда используется с целью обеспечения минимально возможной длительности цикла обработки партии предметов при непрерывном цикле обработки каждого из них.
Различают длинные и короткие операции. Длинной операцией считается та, время которой больше времени предыдущей операции. В противном случае операция является короткой.
Предметы труда, обработанные на длинной операции, передаются для обработки на короткую операцию передаточными партиями, а с короткой операции на длинную – поштучно.
Для определения времени начала короткой операции после длинной операции используется формула:
![]() (42)
(42)
где n – количество предметов труда в партии.
![]() (43)
(43)
где tсовмещения – время параллельно-выполняемых смежных операций.
![]() (44)
(44)
где tк.оп. – время коротких операций.
График параллельно-последовательного вида движения предметов труда для нашего примера представлен на рисунке 7.
n =
3
1
2
3
4
t1
= 5 мин.
t2
= 3 мин.
t3
= 15 мин.
t4
= 1 мин.
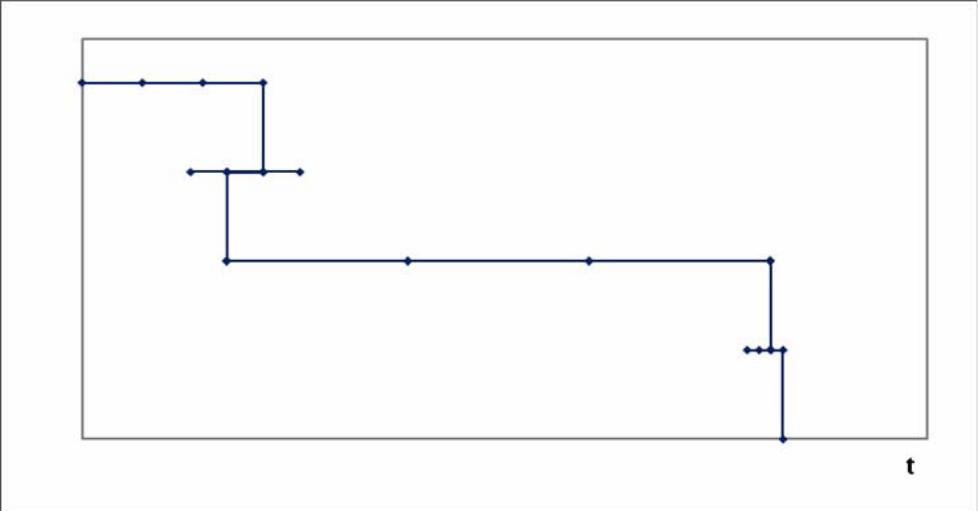
Рис. 7. Графическое представление параллельно-последовательного
вида движения предметов труда
В нашем примере время начала короткой операции равно:
![]()
![]()
![]()
Тогда продолжительность производственного цикла будет равна:
![]()
При параллельно-последовательном виде движения предметов труда наблюдается сокращение времени производственного процесса по сравнению с последовательным видом движения.
Таким образом, все виды движения предметов труда в пространстве имеют как достоинства, так и недостатки.