

7.2. Горячая пластическая деформация
При
нагреве холоднодеформированного металла
до некоторых температур (для чистых
металлов – выше 0,4 абсолютной температуры
плавления) начинается процесс
рекристаллизации. При этом в деформированной
структуре возникают центры перекристаллизации
и растут новые равновесные и равноосные
зерна, а эффект упрочнения снимается.
Такая термическая обработка называется
рекристаллизационным отжигом. Чем выше
температура нагрева, тем выше скорость
рекристаллизации (Vрекр). При деформации
нагретого металла процессы упрочнения
и разупрочнения (рекристаллизации)
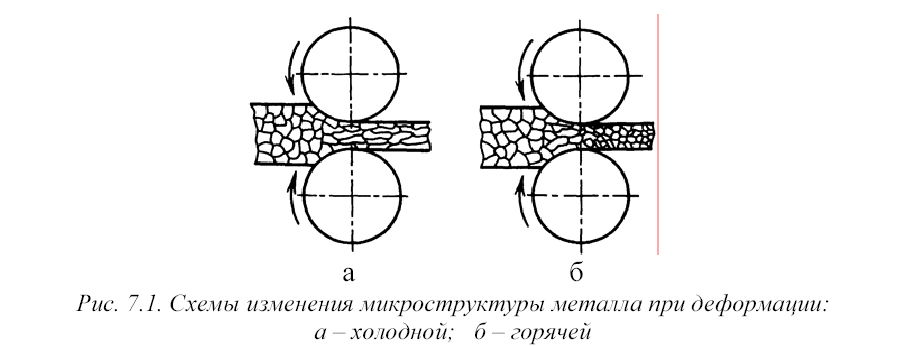
совмещаются. При t ≥
0,7
Т плавления рекристаллизация успевает
произойти во всем объеме тела, подверженного
процессу деформации на прессе или между
ударами молота, упрочнение при этом
полностью снимается (рис. 7.1, б). Такая
деформация называется горячей. Однако
и при горячей деформации создаётся
волокнистая микроструктура, т. к. шлаковые
включения и газовые пузыри приобретают
вытянутую форму в направлении деформации.
Если волокнистость правильно использовать,
то усталостную прочность металла,
подвергнутого горячей обработке
давлением, можно повысить на 20 ... 30 %, по
сравнению с исходным состоянием. Этот
эффект используется при накатке в
горячем состоянии зубьев зубчатых
колёс. Слитки, получаемые при выплавке
стали, имеют крайне неоднородную
структуру металла (рис. 1.5). В процессе
горячей пластической деформации
структура стали значительно улучшается:
внутренние пустоты и рыхлоты завариваются,
металл уплотняется, дендриты измельчаются,
повышается пластичность. Приблизительно
80 % выплавляемой стали подвергается
различным видам обработок давлением.
При горячей деформации точность и
качество поверхности ниже из-за
температурной усадки, окалины и
обезуглероживания. Но при высоких
температурах сохраняется высокая
пластичность и низкое сопротивление
деформации. Поэтому для проведения
обработки требуются машины меньшей
мощности. Горячая обработка давлением
применяется для крупных деталей, а также
малопластичных и труднодеформируемых
сплавов. Изменения микроструктуры стали
при пластическом деформировании см. на
рис. 7.1. При нагреве стали до ∼
1200
°С
ее сопротивление деформации снижается
в ∼10
раз, а пластичность повышается в 3 ... 4
раза. Однако максимальная температура
нагрева ограничена возможностью резкого
ухудшения свойств стали вследствие
перегрева и пережога.Перегрев – это
чрезмерный рост зерен при нагреве, что
приводит к ухудшению механических
свойств металла. Заметим, что вредное
влияние перегрева можно устранить
термообработкой (нормализацией).
Пережог
возникает в результате внутреннего
окисления по границам зерен,что приводит
к нарушениям связи между ними. Пережог
является неисправимым браком. Минимально
допускаемая температура деформации
ограничена пластичностью металла.
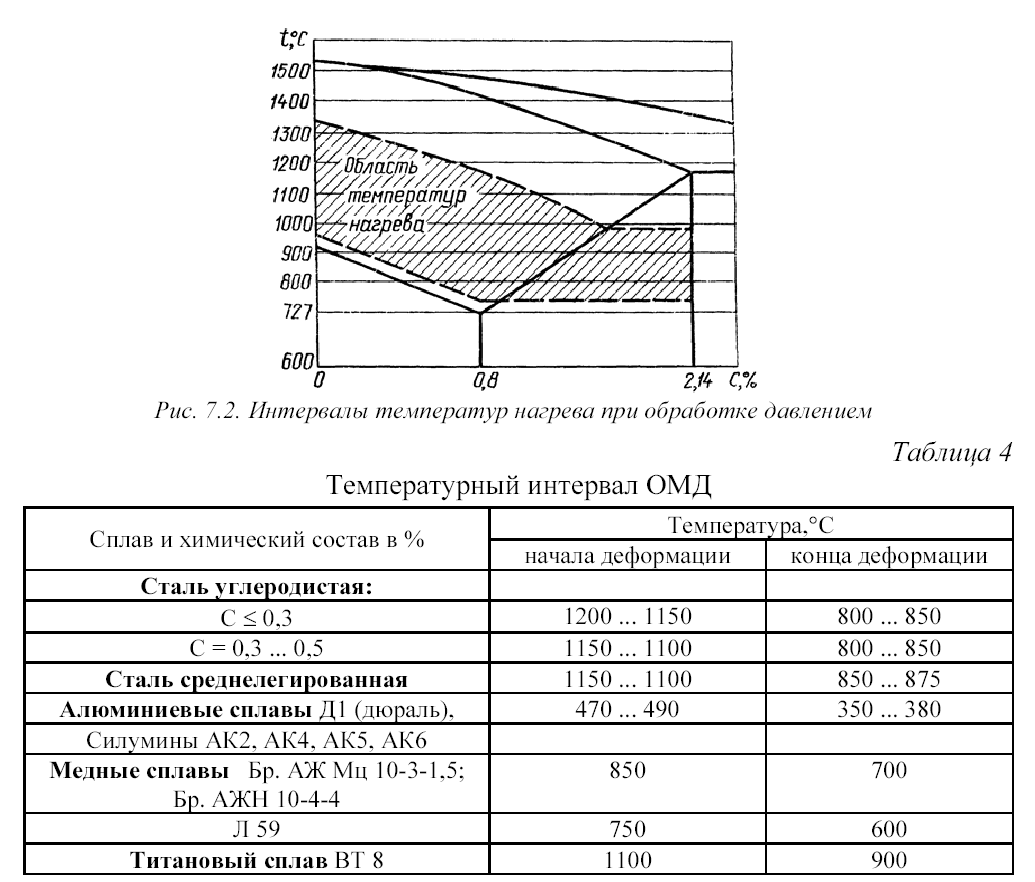
Температурный интервал ОМД для
углеродистых сталей на диаграмме
железо-углерод см. на рис. 7.2, а также в
табл. 4.
При неравномерном нагреве возникают термические напряжения, которые могут привести к появлению в металле термических трещин. Поэтому допускаемая скорость нагрева (и охлаждения) определяется пластичностью и температуропроводностью сплава, а также величиной сечения изделия. Перепад температур по сечению не должен быть более 100 °С, поэтому крупные слитки нагревают довольно долго, например, слиток 40 т греют порядка 24 часов. Чем выше содержание углерода и процентное содержание легирующих добавок,
тем, как правило, ниже пластичность и температуропроводность. При одинаковом химическом составе пластичность материалов, полученных литьём, существенно меньше, чем подвергнутых горячей обработке давлением. Начальный период нагрева до ≈ 750 °С наиболее ответственен, т. к. именно он определяет целостность металла. Вероятность разрушения в этом периоде наиболее высока, т. к. пластичность металла низка. Поэтому продолжительность нагревания в этом периоде занимает около 2/3 времени нагрева. При более высоких температурах нагрев можно вести с большей скоростью. Нагрев производят в камерных термических печах. Нагрев в атмосферном воздухе сопровождается обезуглероживанием и окислением поверхностного слоя металла. Для снижения степени обезуглероживания и окалинообразования желательно вести нагрев с максимально допустимой скоростью либо в защитной атмосфере или в вакууме. Максимальная скорость нагрева, обеспечиваемая печью, зависит от тепловой мощности и температуры печи, коэффициента теплопередачи излучением и расположения заготовок на поду печи. При электронагреве время нагрева уменьшается в 8 ... 10 раз по сравнению с нагревом газовым пламенем, угар также уменьшается в 4 ... 5 раз (до 0,5 %). Расход электроэнергии ∼ 500 квт.час/кг.