

Министерство образования и науки Российской Федерации
Санкт-Петербургский государственный политехнический университет
Институт машиностроения (Завод – ВТУЗ)
КРАТОВИЧ Л.Ф.
МЕТОДЫ ПОЛУЧЕНИЯ ЗАГОТОВОК
Конспект лекций
Санкт-Петербург 2011
Обрабатываемые металлические материалы
Базовая концепция для выбора материалов заготовок
Работоспособность материалов заготовок обусловливается внешними и внутренними факторами.
Внешние факторы (эксплуатационные факторы) – вид нагружения и время (ресурс работы изделия).
Сроки эксплуатации делятся на кратковременные (до 100ч.), ограниченные (100÷10`000ч.), длительные (10`000÷100`000ч. и выше). Виды нагружения при эксплуатации:
Стационарное нагружение – при котором нагружение или внешние силы не зависят от времени (σ =f(ε)). Различают:
- длительное нагружение;
- кратковременное нагружение.
Кратковременное нагружение имитирует «аварийную ситуацию» при эксплуатации. Поэтому и является тестовым испытанием при приемке и сдаче продукции, служит для определения кратковременных механических свойств и расчета допускаемых напряжений.
 Переменное
нагружение – при котором нагружение
является функцией времени. Если
периодическая функция времени –
нагружение называется циклическим (
Переменное
нагружение – при котором нагружение
является функцией времени. Если
периодическая функция времени –
нагружение называется циклическим (
 ).
).
Рис. 1. Циклическое нагружение
Разновидности переменного нагружения :
а) нагружение повторными статическими нагрузками за пределом текучести;
б) нагружение повторно переменными нагрузками;
в) нагружение циклическими нагрузками, вызывающими местные контактные напряжения.
Статическое нагружение – это нагружение со скоростью, при которой не возникают существенные инерционные силы.
Динамическое нагружение – возникают существенные инерционные силы. Различают:
- нагружение многократными ударами;
-нагружение однократными ударными напряжениями (перегрузка при эксплуатации).
Пуск-останов – это циклическое нагружение с периодическим сбросом нагрузки.
Каждому виду нагружения соответствует предельное состояние детали и материала (состояние, при котором деталь выводится из эксплуатации). Каждому предельному состоянию соответствует свой критерий или какое-то значение механического свойства (предел текучести, предел выносливости, температура хладноломкости).
При выборе материалов обязательно необходимо учитывать влияние рабочей среды (температура, пары газов, электролиты(растворы кислот и щелочей)).
С учетом эксплуатационных факторов и конструктивных форм деталей происходит изображение обобщенной диаграммы растяжения при определенных кратковременных свойств.
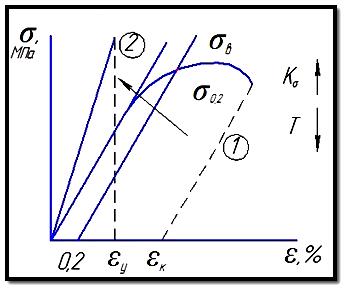
Рис. 2. Обобщенные диаграммы растяжения сплавов:
εу – относительная упругая деформация .
εк – относительная деформация в момент разрушения;
Кσ – коэффициент концентрации напряжений (отверстия, галтели, шлицы);
Т – температура эксплуатации.
Случай работы конструкционного материала, предельное состояние которого либо износ, либо вязкое разрушение.
Диаграмма для инструментального материала. Предельное состояние хрупкое разрушение.

Рис. 3. Схема решения вопросов прочности и надежности изделия

Рис. 4. Влияние внутренних факторов на работоспособность
Свойства материалов как структурно-чувствительный фактор
Объясняются внутренними факторами (см. выше). Одновременно внешние факторы оказывают воздействия, способствуя движению дислокаций (влияние внешнего фактора) и диффузии атомов (влияние температуры эксплуатации).
Зависимость свойств от химического состава и структуры носит сложный характер (стремление повысить прочность сплава сдерживается нижением вязкопластических свойств). Это подтверждают диаграммы конструктивной прочности (рис. 5.).
Конструктивная прочность – сумма критериев, отвечающая за работоспособность материала.
Для условий кратковременного нагружения такими критериями выступают характеристики прочности и трещиностойкости.

Трещиностойкость – это характеристики оценивающие сопротивлению хрупкому разрушению (Тv50 , КСU).
Пути оптимизации свойств сплава технологическими методами:
изменение химического состава с целью образования при кристаллизации той или иной фазы, достижение определенного соотношения и морфологии фаз (это размер, форма и ориентация);
Рис. 5. Диаграмма
Конструктивной прочности
сплава
изменение способа выплавки и разливки с целью удаления или «нейтрализации» элементов вредных примесей;
выбор способов и режимов горячего и холодного деформирования, влияющих на зеренную структуру, плотность дислокаций и распределение упрочняющих фаз;
выбор способов и режимов термической и химико-термической обработки (влияние смотри выше);
выбор способов и режимов отделочной обработки, обусловливающих так называемую технологическую наследственность на поверхности детали. Влияющую на такие эксплуатационные свойства как износостойкость, термомеханическая усталость, коррозия.
Примерами удачного сочетания структуры состава и свойств: низколегированные высокопрочные, средне- и высокоуглеродистые, феррито-перлитные и аустенитные нержавеющие стали.