

Проявление паяльной маски
Проявление паяльной маски «Ozatec» LSF60. Включить установку проявления КМ-4. Установить на регуляторе скорости конвейера установки значение 6 (0,2 м/мин).
Проявить: 1% р-р Na СОз, 3% р-р H2SO4. Сушка: шкаф сушильный ДПТМ 3623000. Проверить качество проявления визуально. На неэкспонированных участках фоторезиста должен быть полностью удален. В случае обнаружения брака резист удаляется согласно рекомендациям фирмы «Ozatec».
ДУБЛЕНИЕ ПАЯЛЬНОЙ МАСКИ
Дубление паяльной маски «Ozatec». Поместить платы в нагревательный шкаф.
Включить шкаф и нагреть до заданной температуры 145±5°С. Дубить. Выключить шкаф. Открыть шкаф и остудить до комнатной температуры. Вынуть платы.
МАРКИРОВКА
Обезжирить платы (ацетон). Сушить. Поместить плату на рабочий стол установки трафаретной печати Futura F-700. Установить трафарет на установку внешней стороной к плате. На рабочей стороне трафарета рисунок должен читаться.
Совместить трафарет с рисунком печатной платы по репер-ным знакам. Раму трафарета закрепить. Установить ракели на вал установки. Ракели должны быть закреплены без перекоса, рабочая плоскость ракелей должна быть параллельна трафарету. Установить рабочие режимы. Зазор между платой и трафаретом 12-13 мм, скорость движения ракелей 4,8 м/мин. Маркировать: краска маркиро-вочная ТНПФ84 белая. Снять плату со стола установки. Проверить качество маркировки.
Изображение должно быть четким, читаемым, равномерным, без посторонних включений. Допускается попадание краски на контактные площадки на ширину линии 250 мкм. Не допускаются не-прокрытия. В случае некачественной маркировки допускается отмыть платы от краски ацетоном и повторить маркировку.
Сушить: установка сушки G-86, 60°С. Отмыть трафарет (уайт-спирит).
ОКОНЧАТЕЛЬНЫЙ ВИЗУАЛЬНЫЙ И РАЗМЕРНЫЙ КОНТРОЛЬ ПЛАТ
Контроль плат, защищенных СПФ после горячего лужения. Покрытие СПФ должно быть гладким, без трещин, вспучиваний, сколов, не должно быть смещения рисунка схемы. В плате не должно быть пузырей и расслаивания диэлектрика.
Контроль плат после оплавления. На оплавленных платах не должно быть наплывов, перемычек сплава, дающих КЗ или уменьшающих минимально допустимый зазор между элементами рисунка схемы. МБС-2.
Окончательный контроль плат на соответствие чертежу.
Рекомендации выбора технологического процесса
Выбор метода изготовления конкретной ПП определяет изготовитель на основе конструктивно - технологических характеристик платы с учетом следующих рекомендаций.
ДПП без металлизированных отверстий по 1-3 классу точности с применением диэлектриков с толщиной фольги 35 и
50 мкм изготавливать, используя жидкие фоторезисты и трафаретные краски.
ДПП, сконструированных по 1-3 классу точности применением диэлектриков с толщиной фольги 35 и 50 мкм, изготавливать, изготавливать, используя сухие пленочные фоторезисты толщиной не менее 40 мкм.
ДПП, с переходными отверстиями, сконструированные по 4-5 классу точности с применением диэлектриков с толщиной фольги от 5 до 20 мкм, изготавливать, используя сухие пленочные фоторезисты толщиной 50 мкм.
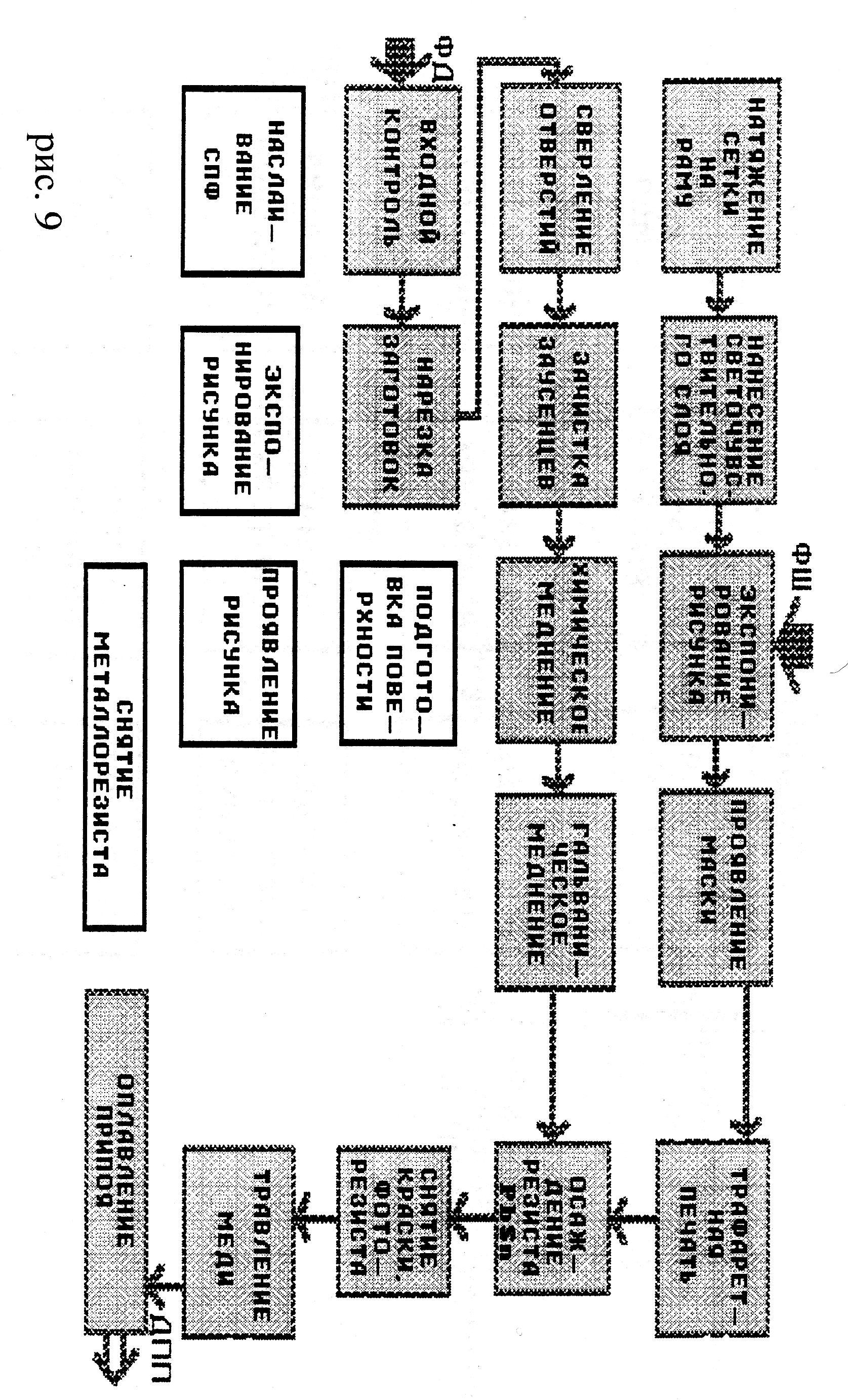
Блок- схемы наиболее применяемых технологических процессов изготовления ДПП приведены на рис. 6-13.

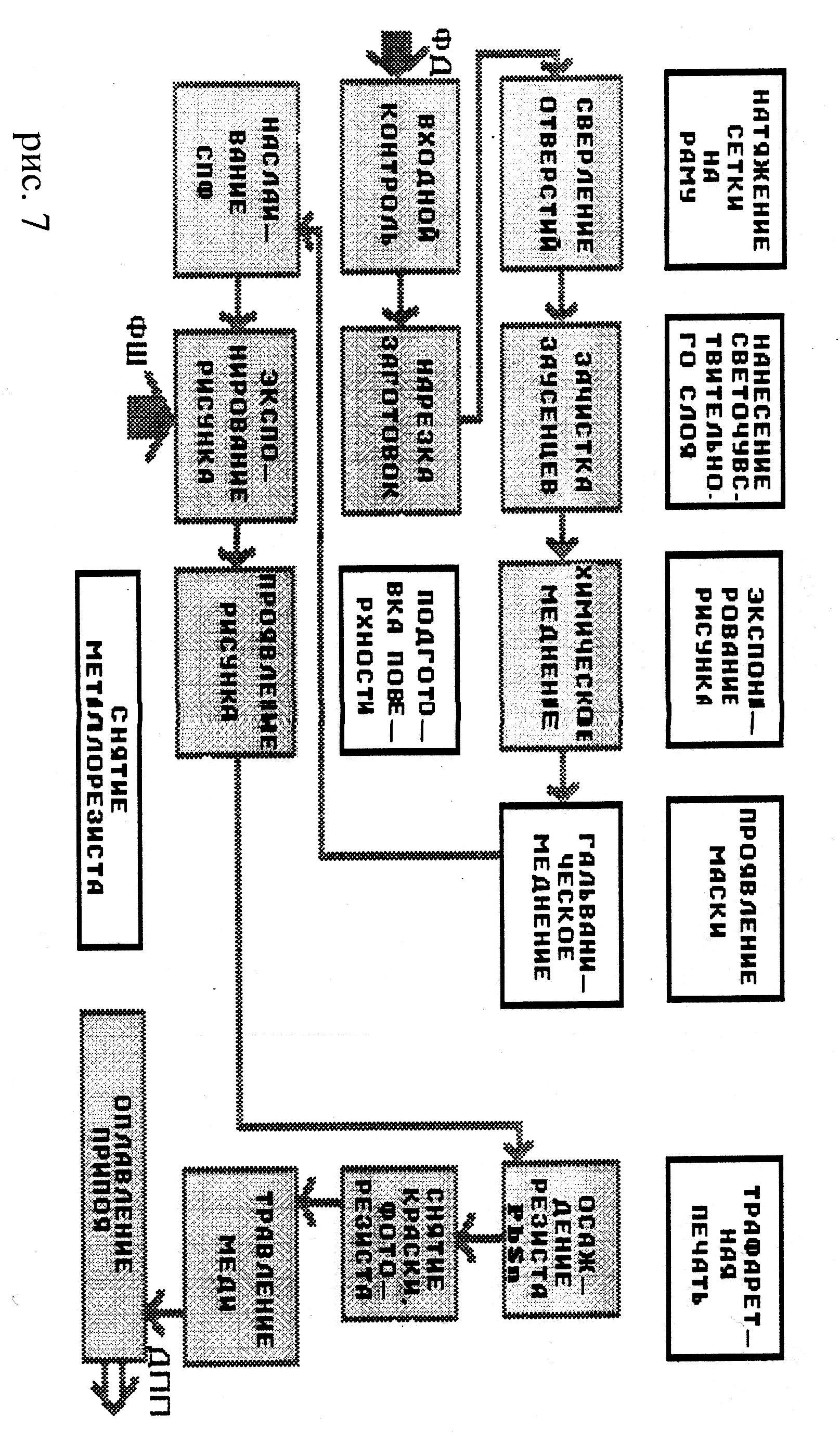





ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ ИЗГОТОВЛЕНИЯ ДПП ПО ЗИТИВНЫМ МЕТОДОМ С МЕТАЛЛОРЕЗИСТОМ ОЛОВО-СВИНЕЦ. (ПРОЦЕСС 1)
|
|
Операция 1 |
НАРЕЗКА ЗАГОТОВОК ФОЛЬГИРОВАННОГО ДИЭЛЕКТРИКА | |
|---|---|---|---|
|
|
Операция 14 |
СВЕРЛЕНИЕ БАЗОВЫХ ОТВЕРСТИЙ | |
|
|
Операция 14 |
СВЕРЛЕНИЕ МЕТАЛЛИЗИРУЕМЫХ ОТВЕРСТИЙ | |
|
|
Операция 15 |
КОНТРОЛЬ КАЧЕСТВА И ПОЗИЦИОННОЙ ТОЧНОСТИ ОТВЕРСТИЙ | |
|
|
Операция 16 |
ПОДГОТОВКА К МЕТАЛЛИЗАЦИИ | |
|
|
Операция 17 |
ХИМИЧЕСКАЯ И ПРЕДВАРИТЕЛЬНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ ВСЕЙ ПОВЕРХНОСТИ И ОТВЕРСТИЙ | |
|
|
Операция 18 |
ВЫРАВНИВАНИЕ МИКРОНЕРОВНОСТЕЙ ПОВЕРХНОСТИ ПОСЛЕ МЕТАЛЛИЗАЦИИ | |
|
|
Операция 2 |
ПОДГОТОВКА ПОВЕРХНОСТИ ПОД СПФ | |
|
|
Операция 19 |
КОНТРОЛЬ МЕТАЛЛИЗАЦИИ | |
|
Фотошаблон позитив |
|
Операция 3 |
ПОЛУЧЕНИЕ РИСУНКА СХЕМЫ НАРУЖНЫХ СЛОЕВ ИЗ СПФ |
|
| |||
|
|
Операция 4 |
КОНТРОЛЬ И РЕТУШЬ | |
|
|
Операция 20 |
ЭЛЕКТРОХИМИЧЕСКОЕ МЕДНЕНИЕ ОКОН В СПФ | |
|
|
Операция 2 1 |
ЭЛЕКТРОХИМИЧЕСКОЕ ОСАЖДЕНИЕ СПЛАВА ОЛОВО-СВИНЕЦ | |
|
|
Операция 6 |
УДАЛЕНИЕ СПФ | |
|
|
Операция 22 |
КОНТРОЛЬ, РЕТУШЬ И ПОДЧИСТКА ПО СПЛАВУ ОЛОВО-СВИНЕЦ | |
|
|
Операция 23 |
ТРАВЛЕНИЕ МЕДИ НЕЗАЩИЩЕННОЙ ОЛОВО-СВИНЦОМ | |
|
|
Операция 24 |
ХИМИЧЕСКОЕ УДАЛЕНИЕ СПЛАВА ОЛОВО-СВИНЕЦ | |
|
|
Операция 9 |
ОТМЫВКА ДПП | |||
|---|---|---|---|---|---|
|
|
Операция 25 |
КОНТРОЛЬ ДПП ВИЗУАЛЬНЫЙ И РАЗМЕРНЫЙ | |||
|
|
Операция 26 |
КОНТРОЛЬ ДПП ЭЛЕКТРИЧЕСКИЙ | |||
|
|
Операция 14 |
СВЕРЛЕНИЕ НЕМЕТАЛЛИЗИРУЕМЫХ ОТВЕРСТИЙ | |||
|
|
Операция 27 |
ПОДГОТОВКА ПОВЕРХНОСТИ ДПП ПОД ПАЯЛЬНУЮ МАСКУ | |||
|
|
Операция 28 |
НАНЕСЕНИЕ ПАЯЛЬНОЙ МАСКИ | |||
|
|
ФШ |
|
Операция 29 |
ЭКСПОНИРОВАНИЕ ПАЯЛЬНОЙ МАСКИ | |
|
|
| ||||
|
|
Операция 30 |
ПРОЯВЛЕНИЕ ПАЯЛЬНОЙ МАСКИ | |||
|
|
Операция 31 |
ДУБЛЕНИЕ ПАЯЛЬНОЙ МАСКИ, ВИЗУАЛЬНЫЙ КОНТРОЛЬ | |||
|
|
Операция 32 |
ТЕРМО-ВАКУУМНАЯ ОБРАБОТКА ДПП | |||
|
|
Операция 33 |
ФЛЮСОВАНИЕ | |||
|
|
Операция 34 |
ГОРЯЧЕЕ ЛУЖЕНИЕ МОНТАЖНЫХ ПЛОЩАДОК, НЕЗАЩИЩЕННЫХ ПАЯЛЬНОЙ МАСКОЙ | |||
|
|
Операция 10 |
ОТМЫВКА ДПП | |||
|
трафарет |
|
Операция 35 |
МАРКИРОВКА | ||
|
| |||||
|
|
Операция 36 |
СУШКА | |||
|
|
Операция 37 |
ВЫХОДНОЙ ВИЗУАЛЬНЫЙ КОНТРОЛЬ | |||
|
|
Операция 38 |
МЕХОБРАБОТКА ПО КОНТУРУ | |||
|
|
Операция 39 |
ВЫХОДНОЙ ЭЛЕКТРИЧЕСКИЙ КОНТРОЛЬ | |||
|
|
Операция 40 |
ОФОРМЛЕНИЕ И УПАКОВКА ДПП | |||
|
|
|
|
| ||
|
|
ГОТОВЫЕ ДПП | ||||
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ ИЗГОТОВЛЕНИЯ ДПП МЕТОДОМ «ТЕНТИНГ». (ПРОЦЕСС 2)
|
|
Операция 1 |
НАРЕЗКА ЗАГОТОВОК ФОЛЬГИ-РОВАННОГО ДИЭЛЕКТРИКА | |
|---|---|---|---|
|
|
Операция 14 |
СВЕРЛЕНИЕ БАЗОВЫХ ОТВЕРСТИЙ | |
|
|
Операция 14 |
СВЕРЛЕНИЕ МЕТАЛЛИЗИРУЕМЫХ ОТВЕРСТИЙ | |
|
|
Операция 15 |
КОНТРОЛЬ КАЧЕСТВА И ПОЗИЦИОННОЙ ТОЧНОСТИ ОТВЕРСТИЙ | |
|
|
Операция 16 |
ПОДГОТОВКА К МЕТАЛЛИЗАЦИИ | |
|
|
Операция 17 |
ХИМИЧЕСКАЯ И ПРЕДВАРИТЕЛЬНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ ВСЕЙ ПОВЕРХНОСТИ И ОТВЕРСТИЙ | |
|
|
Операция 19 |
КОНТРОЛЬ МЕТАЛЛИЗАЦИИ | |
|
|
Операция 20 |
ЭЛЕКТРОХИМИЧЕСКОЕ МЕДНЕНИЕ ВСЕЙ ПОВЕРХНОСТИ И ОТВЕРСТИЙ ДО УСТАНОВЛЕННОЙ ТОЛЩИНЫ | |
|
|
Операция 18 |
ВЫРАВНИВАНИЕ МИКРОНЕРОВНОСТЕЙ ПОВЕРХНОСТИ ПОСЛЕ МЕТАЛЛИЗАЦИИ | |
|
|
Операция 2 |
ПОДГОТОВКА ПОВЕРХНОСТИ ПОД СПФ | |
|
Фотошаблон (позитив) |
|
Операция 3 |
ПОЛУЧЕНИЕ РИСУНКА СХЕМЫ НАРУЖНИХ СЛОЕВ ИЗ СПФ |
|
| |||
|
|
Операция 4 |
КОНТРОЛЬ И РЕТУШЬ РИСУНКА СХЕМЫ ИЗ СПФ | |
|
|
Операция 5 |
ТРАВЛЕНИЕ МЕДИ ОСВОБОЖДЕНИЙ В РИСУНКЕ ИЗ СПФ | |
|
|
Операция 6 |
УДАЛЕНИЕ СПФ | |
|
|
Операция 7 |
КОНТРОЛЬ И ПОДЧИСТКА ДПП | |
|
|
Операция 9 |
ОТМЫВКА ДПП | |
|
|
Операция 25 |
КОНТРОЛЬ ДПП ВИЗУАЛЬНЫЙ И РАЗМЕРНЫЙ | |
|
|
Операция 26 |
КОНТРОЛЬ ДПП ЭЛЕКТРИЧЕСКИЙ | |
|
|
Операция 14 |
СВЕРЛЕНИЕ НЕМЕТАЛЛИЗИРУЕМЫХ ОТВЕРСТИЙ | |
|
|
Операция 277 |
ПОДГОТОВКА ПОВЕРХНОСТИ ДПП ПОД ПАЯЛЬНУЮ МАСКУ | |||
|---|---|---|---|---|---|
|
|
Операция 28 |
НАНЕСЕНИЕ ПАЯЛЬНОЙ МАСКИ | |||
|
|
ФШ |
|
Операция 29 |
ЭКСПОНИРОВАНИЕ ПАЯЛЬНОЙ МАСКИ | |
|
|
| ||||
|
|
Операция 30 |
ПРОЯВЛЕНИЕ ПАЯЛЬНОЙ МАСКИ | |||
|
|
Операция 31 |
ДУБЛЕНИЕ ПАЯЛЬНОЙ МАСКИ | |||
|
|
Операция 32 |
ТЕРМО ВАКУУМНАЯ ОБРАБОТКА ДПП | |||
|
|
Операция 33 |
ФЛЮСОВАНИЕ | |||
|
|
Операция 34 |
ГОРЯЧЕЕ ЛУЖЕНИЕ МОНТАЖНЫХ ПЛОЩАДОК, НЕЗА ЩИЩЕННЫХ ПАЯЛЬНОЙ МАСКОЙ | |||
|
|
Операция 10 |
ОТМЫВКА ДПП | |||
|
Трафарет |
|
Операция 35 |
МАРКИРОВКА | ||
|
| |||||
|
|
Операция 36 |
СУШКА | |||
|
|
Операция 37 |
ВЫХОДНОЙ ВИЗУАЛЬНЫЙ КОНТРОЛЬ | |||
|
|
Операция 38 |
МЕХОБРАБОТКА ПО КОНТУРУ | |||
|
|
Операция 39 |
ВЫХОДНОЙ ЭЛЕКТРИЧЕСКИЙ КОНТРОЛЬ | |||
|
|
Операция 40 |
ОФОРМЛЕНИЕ И УПАКОВКА ДПП | |||
ТЕХНОЛОГИЧЕСКИЙ МАРШРУТ ИЗГОТОВЛЕНИЯ ДПП БЕЗ МЕТАЛЛИЗИРОВАННЫХ ПЕРЕХОДОВ СУБТРАКТИВНЫМ НЕГАТИВНЫМ МЕТОДОМ. (ПРОЦЕСС 3)
ФОЛЬГИРОВАННЫЙ ДИЭЛЕКТРИК
|
|
Операция 1 |
ИЗГОТОВЛЕНИЕ ЗАГОТОВОК С БАЗАМИ | ||
|
Операция 2 |
ПОДГОТОВКА ПОВЕРХНОСТИ ЗАГОТОВОК ПОД СПФ | |||
|
Операция 3 |
ПОЛУЧЕНИЕ РИСУНКА СХЕМЫ СЛОЕВ ИЗ СПФ (НАСЛАИВАНИЕ, ЭКСПОНИРОВАНИЕ, ПРОЯВЛЕНИЕ) | |||
|
| ||||
|
Операция 4 |
КОНТРОЛЬ И РЕТУШЬ РИСУНКА СХЕМЫ ИЗ СПФ | |||
|
Операция 5 |
ТРАВЛЕНИЕ МЕДИВ ОСВОБОЖДЕНИЯХ РИСУНКА ИЗ СПФ | |||
|
Операция 6 |
УДАЛЕНИЕ СПФ С ЗАГОТОВОК | |||
|
Операция 7 |
КОНТРОЛЬ И ПОДЧИСТКА ПРОВОДНИКОВ | |||
|
|
| |||
|
|
ГОТОВЫЕ СЛОИ | |||
|
Фотошаблон (негатив) |
| |||
|
| ||||
ЛИТЕРАТУРА
1. Ф.П.Галецкий Печатные платы быстродействующих устройств.
Москва, Санкт-Петербург, 1993 г.
2. Конструкция и технология изготовления многослойных печатных плат быстродействующих ЭВМ. Сборник докладов. Москва, 1991г.
ПРИЛОЖЕНИЕ
Форма таблицы 1
ТАБЛИЦА ДЛЯ ЗАПИСИ РЕЗУЛЬТАТОВ НАБЛЮДЕНИЙ
Процесс ____________________ Вариант _____________
(наименование)
|
Номер образца |
Номер операции в тех-маршруте |
Наименование операции |
Характерные признаки операции |
Оборудование и материалы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ
Форма таблицы 2
ТАБЛИЦА ДЛЯ ЗАПИСИ РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
Образец _____________________ Процесс __________________
(код)
|
Измеряемый размер |
Ед. изм. |
минимальная величина |
максимальная величина |
|
Ширина проводника |
мкм |
|
|
|
Ширина зазора между проводниками |
мкм |
|
|
|
Толщина слоя металла: |
| ||
|
на поверхности |
мкм |
|
|
|
на входе отверстия |
мкм |
|
|
|
в середине отверстия |
мкм |
|
|
|
на выходе отверстия |
мкм |
|
|