

Повреждения в элементах технологической системы
1. Классификация процессов, действующих в элементах технологической системы, по скорости их протекания
По скорости протекания процессы, сопровождающие обработку резанием и вызывающие повреждения, можно разделить на три скоростные группы: быстропротекающие процессы, процессы средней скорости и медленные процессы.

В таблице отмечены временные характеристики каждой скоростной группы процессов и вызванных ими повреждений. Быстропротекающие процессы, возникающие при обработке деталей, имеют периодичность изменения, измеряемую долями секунды и секундами. Средней скорости процессы имеют периоды нарастания до отказа, измеряемые минутами, часами, медленные – месяцами и годами.
Отмечены обратимые и необратимые процессы и повреждения, зависящие и не зависящие от времени.
Все процессы трех скоростных групп, изменяют положение режущей кромки резца относительно обрабатываемой детали, изменяют траекторию относительного движения. Это нарушает размерную точность, повышает шероховатость и волнистость обработанной детали, что приводит к параметрическим отказам. Функциональные отказы в таблице не рассматриваются.
Пусть значение
![]() является результатом суммарного
воздействия повреждений всех скоростных
групп. При отказе X
достигает предельно допустимого значения
является результатом суммарного
воздействия повреждений всех скоростных
групп. При отказе X
достигает предельно допустимого значения
![]() .
Допустим
.
Допустим
![]()
где
![]() – приращения
от воздействия повреждений (например,
износа) соответственно быстропротекающих
– приращения
от воздействия повреждений (например,
износа) соответственно быстропротекающих
![]() ,
средне -
,
средне -
![]() и медленнопротекающих
и медленнопротекающих
![]() процессов. Величина
достигнет
значения
в
среднем через отрезок времени
процессов. Величина
достигнет
значения
в
среднем через отрезок времени
![]() .
.
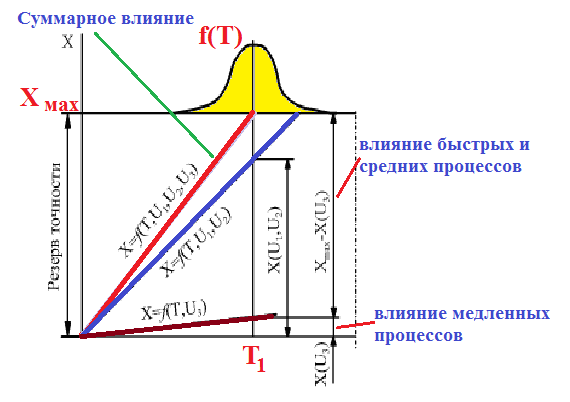
Влияние повреждений U1, U2, U3 на уменьшение резерва точности Х и на среднее время наработки на отказ Т1.
1. В течение одной наработки до отказа доля приращения за счет и значительно больше, чем за счет повреждений . В связи с этим для повышения показателей надежности необходимо, прежде всего, сокращать повреждения и .
2. После каждой
наработки до отказа резерв
(резерв точности) сокращается
на величину
![]() за счет медленных необратимых процессов
повреждений.
за счет медленных необратимых процессов
повреждений.
3. Если принять,
что в течение каждой наработки скорость
изменения
одинакова, то в связи с сокращением
резерва
,
уменьшается
продолжительность наработки до отказа
![]() .
.
4. Восстановление резерва и показателей надежности технологической системы достигается за счет ремонта металлорежущего станка, устраняющего повреждения от медленных процессов.
Таким образом, надежность при данном резерве зависит прежде всего от процессов быстропротекающих и средней скорости (тепловых деформаций станка и инструмента; силовых повреждений; динамических повреждений; изнашивания и выкрашиваний режущего инструмента).
2. Повреждения в станках
2.1. Тепловые повреждения
Тепловые деформации имеют место во всех основных элементах технологической системы – в станке, инструменте, приспособлении, детали. Они снижают показатели качества обрабатываемых деталей, значительно сокращают резерв точности технологической системы.
Основными источниками теплоты, от которых нагреваются элементы технологической системы, являются:
- источник в зоне резания, образующийся в результате превращения механической энергии в тепловую (от него нагреваются инструмент, деталь, СОТС и детали станка);
- источники трения в подшипниках, в муфтах, в направляющих, в гидросистеме (от них нагреваются детали станка);
- источник в электроприводе.
В различных зонах
станка и инструмента рост температуры
![]() во времени –
во времени –
![]() будет подчиняться одному из трех
вариантов кривых, показанных на рис.
3.2.
будет подчиняться одному из трех
вариантов кривых, показанных на рис.
3.2.
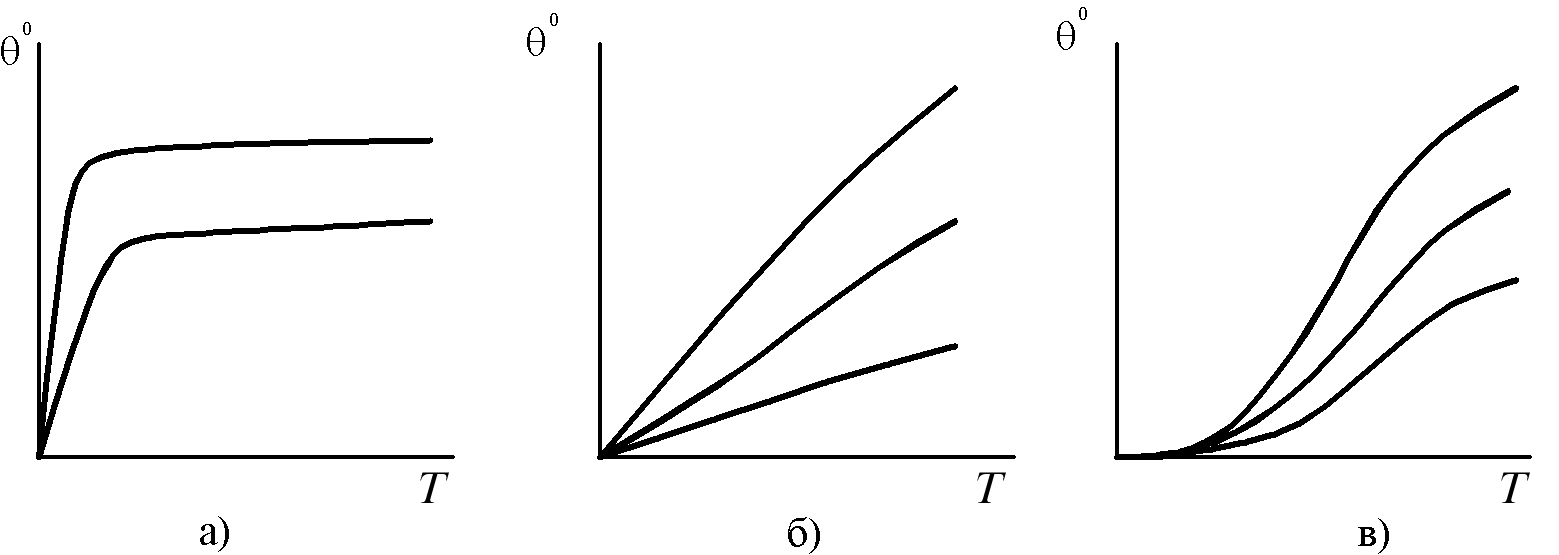
Рис.3.2.
Зависимости изменения температуры –
![]() с течением времени T
с течением времени T