

Конструкція власного виробу

( мал. 7)
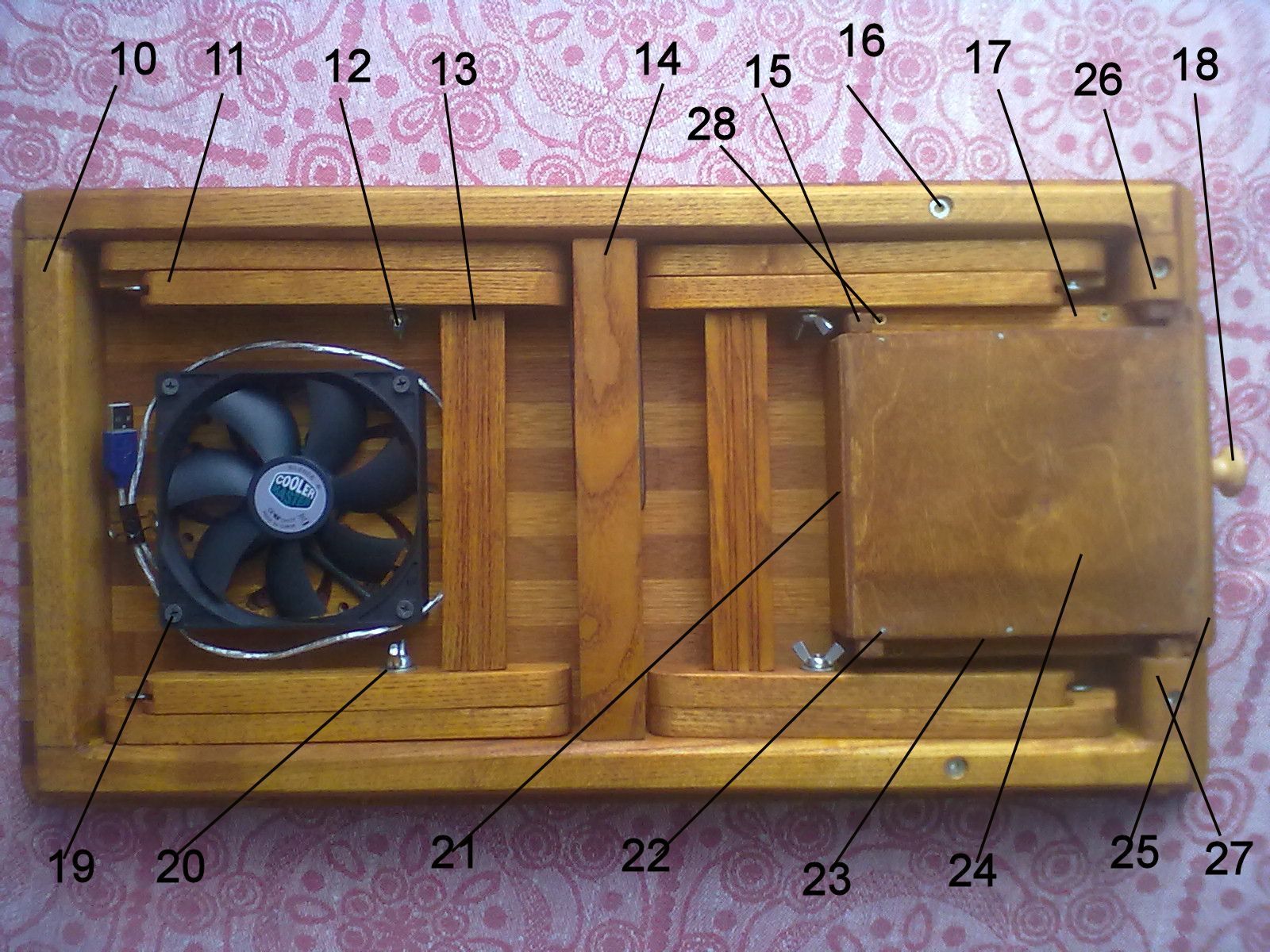
( мал. 8)
Таблиця 5
Поз.
Назва
Кількість
Матеріал
Розміри,
мм
1.
Стільниця
під ноутбук
1
Деревина
395x300x16
2.
Стільниця
для мишки
1
Деревина
300x180x16
3.
Завіс
2
Сталь
40x40
4.
Механізм
типу скоби
1
Сталь
150x35x3
5.
Болт
8
Сталь
М5х1,5х30
6.
Вентилятор
охолодження
1
Пластмаса
120
х 120 х 25
7.
Довга
ніжка
4
Деревина
215
х 30 х 20
8.
Велика
стінка
2
Деревина
525
х 40 х 25
9.
Гайка
4
Сталь
М5
10.
Мала
стінка
1
Деревина
275
х 40 х 25
11.
Коротка
ніжка
4
Деревина
195
х 30 х 15
12.
Гайка-барашка
4
Сталь
М5
13.
Поперечка
2
Деревина
170
х 30 х 15
14.
Упора
1
Деревина
230
х 30 х 13
15.
Фіксатор
4
Деревина
10
х 10 х 10
16.
Комфірмат
4
Сталь
6,4
х 50
17.
Тримач
для шухляди
2
Деревина
135
х 25 х 10
18.
Ручка
1
Пластмаса
Ø25
х 20
19.
Самонаріз
4
Сталь
Ø3,5
х 30
20.
Шайба
4
Сталь
05.01.08кп.016
21.
Задня
стінка шухляди
1
Фанера
140
х 45 х 4
22.
Цвях
20
Сталь
Ø1
х 5
23.
Бокова
стінка шухляди
2
Фанера
160
х 42 х 4
24.
Нижня
стінка шухляди
1
Фанера
155
х 140 х 4
25.
Передня
стінка шухляди
1
Деревина
160
х 40 х 20
26.
Мала
частина стінки
1
Деревина
60
х 40 х 25
27.
Велика
частина стінки
1
Деревина
55
х 40 х 25
28.
Самонаріз
28
Сталь
Ø1,5
х 30
ІІ.4.Вибір технології
Перед виготовленням виробу заготовки розмічають, відкладаючи розміри тільки в натуральну величину. Виконувати цю операцію потрібно уважно, щоб точно нанести на заготовку контури майбутнього виробу, економно використовувати матеріал. Підбираючи матеріал для заготовок необхідно пам'ятати, що до основних розмірів, які показані на кресленні, потрібно добавляти відповідні припуски на обробку. Виконуючи невеликі деталі з деревини, залишають такі припуски: на обробку торця – 10мм, на розпилювання вздовж волокон – 4-5мм, на стругання однієї площини заготовки– 3-5 мм. Виконують розмітку деревини лінійкою та простим олівцем. Нанесення паралельних ліній здійснюють за допомогою рейсмуса і кутника. Після розмітки виконують такі технологічні операції, як пиляння, фугування, стругання в розмір, свердління.
Наступна технологічна операція - пиляння деревини, а саме: вертикальне пиляння деревини вздовж волокон. При цьому виставляємо на верстаті лінійку на потрібну нам відстань і виконуємо пиляння. Поперечне пиляння будемо виконувати столярною ножівкою. Пилку ставлять на лінію розмітки і короткими, повільними рухами до себе роблять неглибокий запил. Пилку тримають так, щоб її зубці були нахилені від себе. Щоб дошка під час пиляння не дрижала, її підтримують лівою рукою. Не слід сильно натискувати на пилку, бо від цього пиляти стає важче. При розпилюванні деревини пилка може відхилитися від лінії розмітки. Щоб виправити цей недолік, пилку повертають у протилежний бік. Під час горизонтального пиляння впоперек волокон заготовку закріплюють затискачами і приймають відповідну робочу позу. Закінчуючи пиляння, підпилювану частину підтримують рукою, щоб вона не відкололась.
Операція фугування виконується наступним чином, спочатку прифуговуємо широку сторону, потім прикладаючи цю сторону до лінійки (лінійка під кутом 90°) фугуємо бічну кромку.
Стругання в розмір виконується спочатку поданням заготовки широкою фугованою стороною до низу у рейсмусовий верстат а потім будь-якою стороною до потрібної товщини.
Перед свердлінням розмічену заготовку потрібно наколоти шилом, а потім надійно закріпити в лещатах. Підбирають товщину свердла відповідного діаметру. Ключем з конусною шестернею розводять кулачки патрона, вставляють свердло і затискають його. За допомогою маховика опускають свердло і розміщують заготовку так, щоб вершина свердла співпадала з центром наколеного отвору. Після цього свердлять невеликий пробний отвір. Переконавшись,що заглиблення розміщене в центрі розміченого отвору. Продовжують свердління. Натискати на рукоятку маховика потрібно з такою силою, щоб стружка сходила рівномірно. В кінці наскрізного свердління отворів силу натиску зменшують, зберігаючи постійну швидкість подачі. Оздоблення виробу проводять так. Шліфувальною шкуркою старанно зачищаємо усі нерівності. Після цього пензлями наносимо на поверхню виробу тонкими шарами морилку, а потім лак. Морилка висихає швидко. Сам лак висихає повільно, тому виріб треба поставити в сухе, тепле місце. Після повного висихання лаку, ще раз прошліфовуєм і повторно наносим шар лаку. Виконуючи будь-які технологічні операції потрібно дотримуватись правил безпеки праці. Технологічна карта на виготовлення виробу подана у додатку Б.