

Продолжение табл. П1
Номер варианта |
Вид сварного соединения по ГОСТ 8713-79 |
Толщина листов, мм |
Сварочный ток |
Марка стали |
|
род |
полярность |
||||
23 |
С39 |
60 |
постоян. |
прямая |
22К |
24 |
С40 |
100 |
постоян. |
обратная |
10Г2 |
25 |
С41 |
60 |
перемен. |
– |
ВСт3сп |
26 |
У3 |
40 |
постоян. |
обратная |
20К |
27 |
У7 |
20 |
постоян. |
обратная |
08Х18Н10Т |
28 |
Т2 |
30 |
постоян. |
прямая |
14Г2АФ |
29 |
Т4 |
40 |
постоян. |
обратная |
10ХСНД |
30 |
Т5 |
60 |
постоян. |
обратная |
09Г2СЮЧ |
31 |
Т7 |
30 |
перемен. |
– |
В20 |
32 |
Т8 |
40 |
постоян. |
обратная |
08Х18Н10 |
Приложение 2
Пример выполнения индивидуального задания
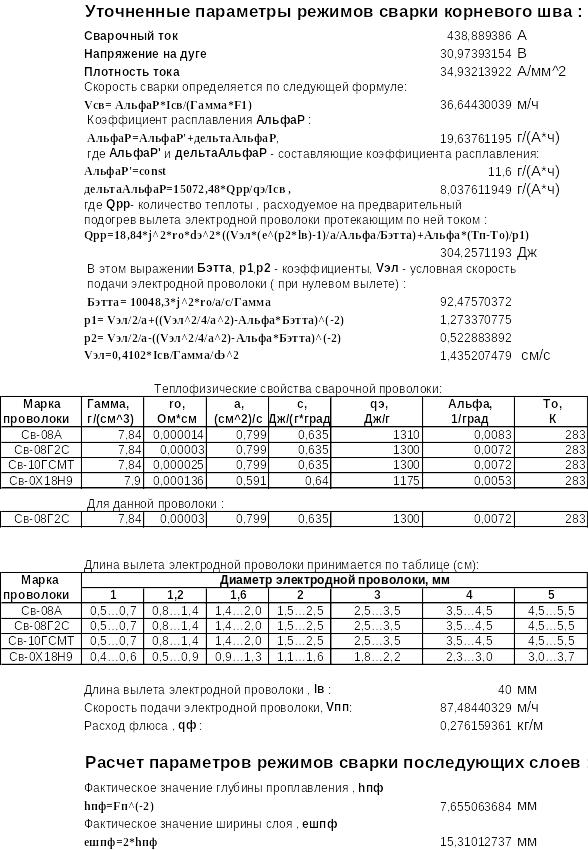
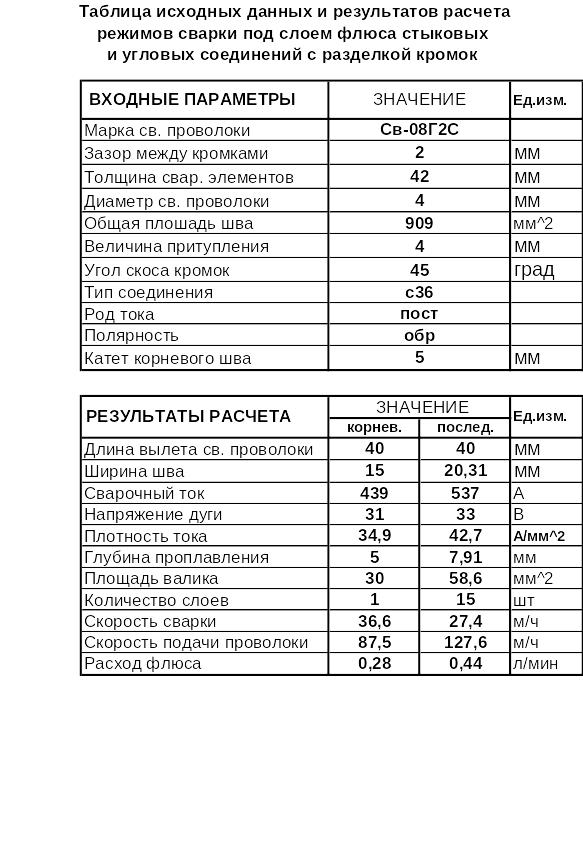
Выполним расчет режима автоматической сварки на флюсовой подушке соединения типа С36 по ГОСТ 8713-79 [6] из стали 09Г2С толщиной 42 мм, сварка на постоянном токе обратной полярности.
Выбираем из табл.30 ГОСТ 8713-79 соответствующие заданной толщине размеры разделки кромок и выполненного сварного шва, изображенных на рис. П2.1.
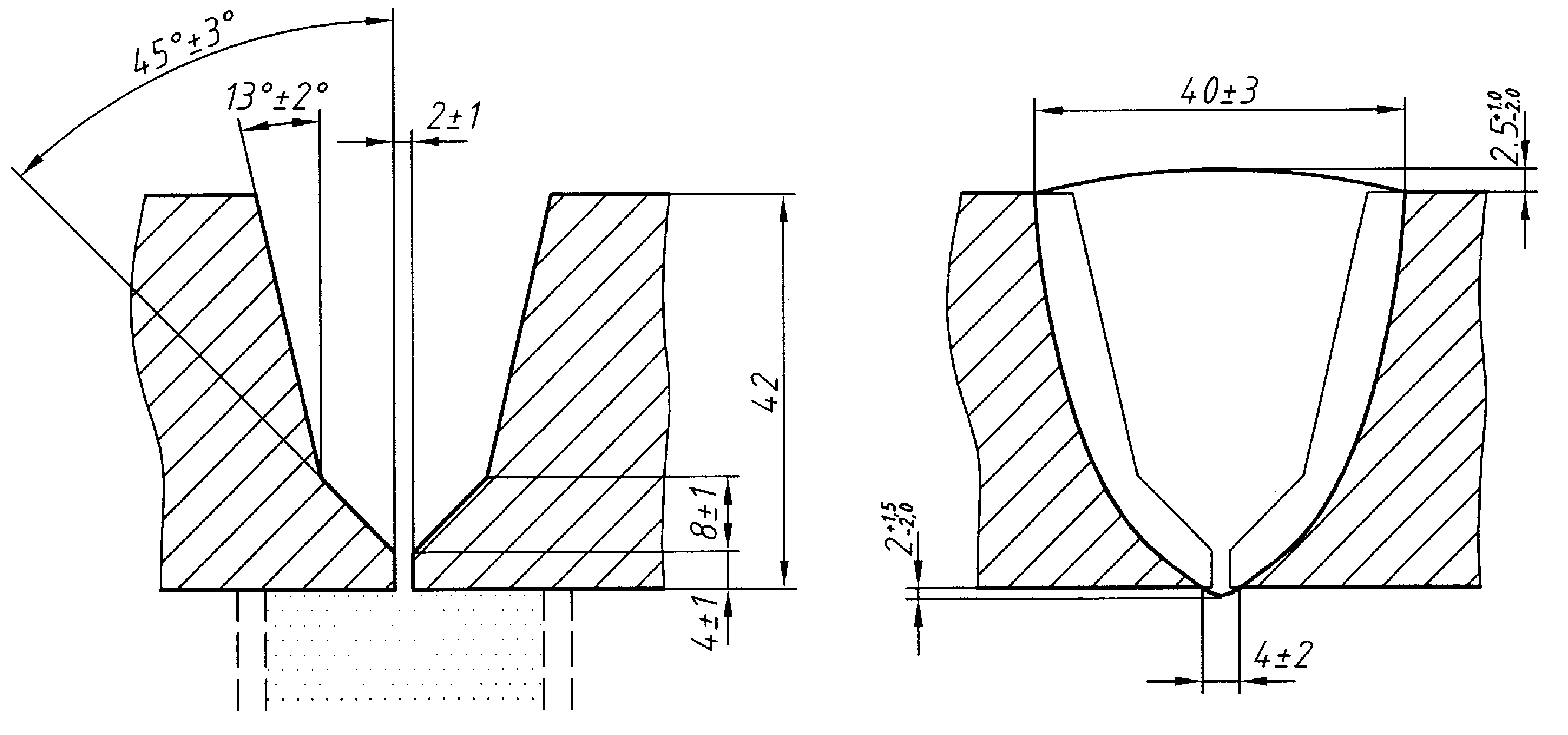

Рис. П2.1. Сварное соединение С36 по ГОСТ 8713-79:
А форма и размеры разделки кромок; б размеры выполненного шва
В начале расчета необходимо определить общую площадь наплавленного металла. Разобьем ее на элементарные фигуры, как показано на рис.П2.2:
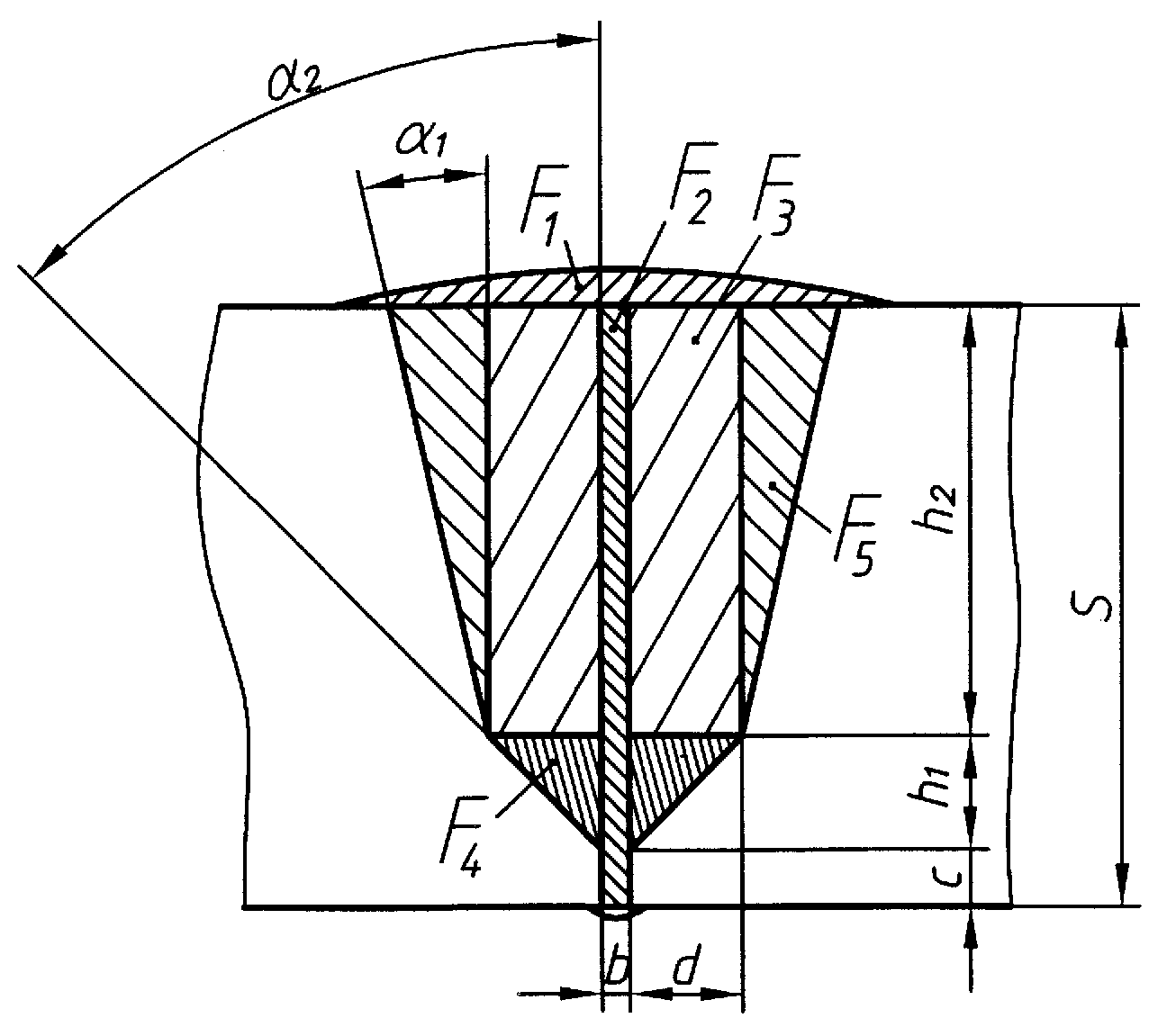
Рис. П2.2. Разбивка площади наплавленного металла на элементарные фигуры
Площади этих фигур определяются по формулам:
![]() , (47)
, (47)
![]() , (48)
, (48)
![]() , (49)
, (49)
где
![]() ,
, ![]() ,
(50)
,
(50)
![]() , (51)
, (51)
![]() . (52)
. (52)
Площадью металла обратного усиления шва пренебрежем за малостью. Тогда общая площадь наплавленного металла определяется по формуле
![]() . (53)
. (53)
Подставив в формулы известные значения, получаем:
![]() мм,
мм,
![]() мм,
мм,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2,
мм2,
![]() мм2.
мм2.
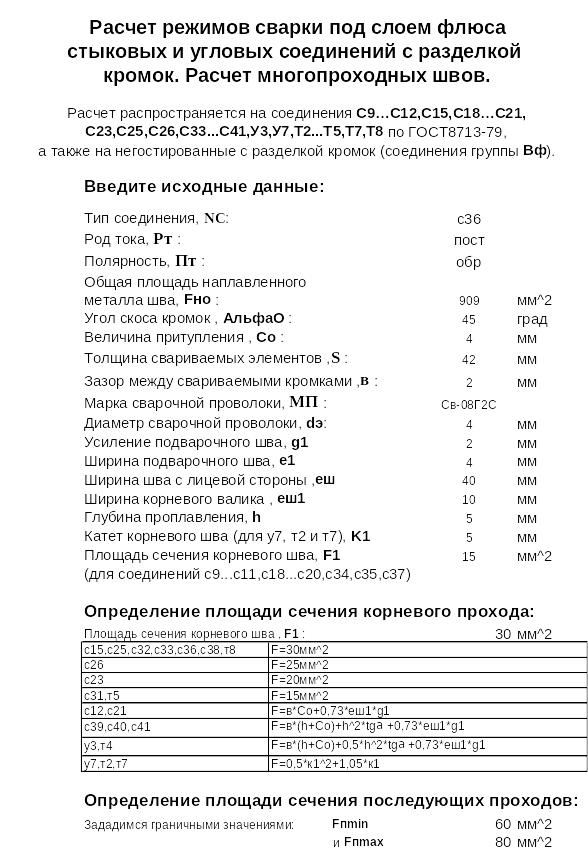
Далее это значение площади наплавленного металла, а также размеры разделки кромок и выполненного шва вводятся в соответствующие ячейки таблицы исходных данных в программе "РежимСварки", помеченные голубым фоновым цветом.
В соответствии с заданным материалом – низколегированной сталью 09Г2С – принимаем материал сварочной проволоки Св-08Г2С. Дополнительно необходимо указать диаметр сварочной проволоки, выбираем 4 мм.
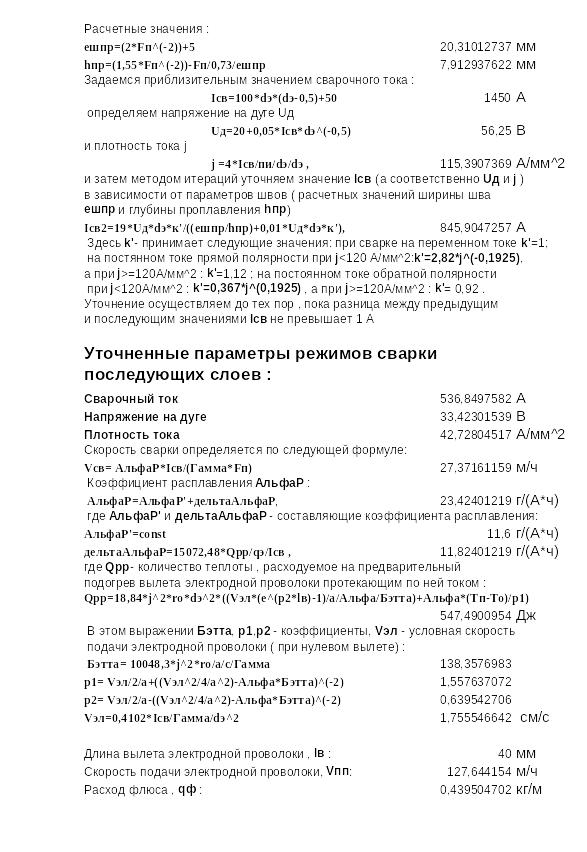
Принимаем глубину проплавления корневого шва 5 мм (4 мм – толщина притупления кромок и 1 мм – усиление корневого шва). Ширину корневого валика назначаем 10 мм, при этом коэффициент формы шва равен 2. Площадь сечения последующих проходов ограничиваем значениями 60 и 80 мм2.
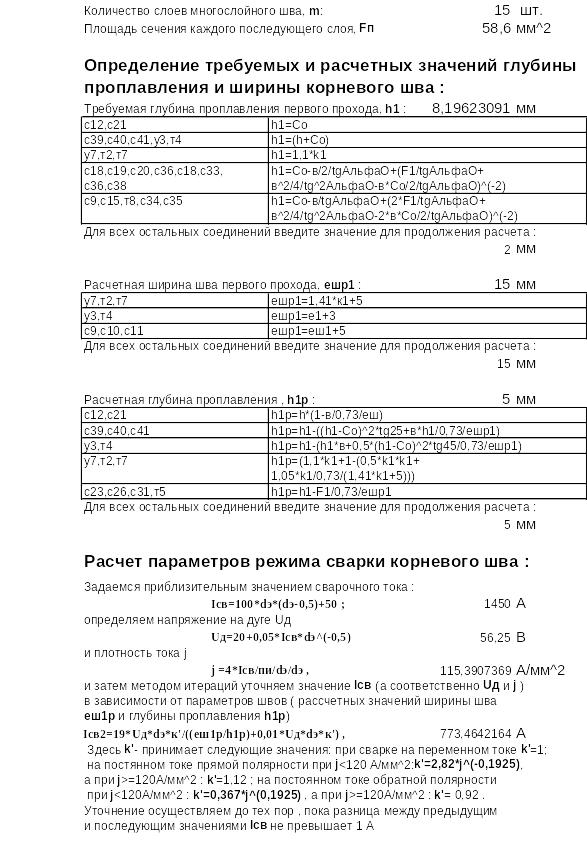
По введенным данным программа выполняет расчет и формирует итоговую таблицу режима сварки. Листинг выполненного расчета приведен ниже.
Учебно-методическое издание
Козловцев Валерий Михайлович,
Бурдаков Сергей Михайлович