

Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Национальный исследовательский ядерный университет «МИФИ»
Волгодонский инженерно-технический институт – филиал НИЯУ МИФИ
В.М. Козловцев, с.М. Бурдаков методические указания к выполнению индивидуального домашнего задания по дисциплине «Системы автоматизированного проектирования в сварке»
Волгодонск 2011
УДК
Козловцев В.М., Бурдаков С.М.
Методические указания к выполнению индивидуального домашнего задания по дисциплине «Системы автоматизированного проектирования в сварке».
Изложены необходимые теоретические положения расчета режимов сварки под слоем флюса сварных соединений с разделкой кромок. Содержат рекомендации по выполнению домашнего задания, варианты индивидуальных заданий и пример выполнения.
Методические указания предназначены для студентов V курса очной, очно-заочной и заочной формы обучения по специальности 15020265 «Оборудование и технология сварочного производства».
ВИТИ НИЯУ МИФИ, 2011
Козловцев В.М., Бурдаков С.М., 2011
Расчет параметров режима сварки под слоем флюса стыковых и угловых соединений с разделкой кромок
Цели работы:
Ознакомление и овладение расчетными методами определения параметров режимов сварки под слоем флюса многопроходных сварных соединений с разделкой кромок.
Изучение применения для выполнения расчета специализированных САПР.
Проведение расчета режима сварки корневого и последующих проходов сварного соединения с разделкой кромок.
Программное обеспечение: программа расчета параметров режима сварки "РежимСварки".
Задание: рассчитать параметры режима АСФ сварного соединения с разделкой кромок. Варианты исходных данных для выполнения задания представлены в прил. 1.
Пример выполнения задания приведен в прил. 2.
Теоретическая часть
Расчет распространяется на соединения С9-С12, С15, С18-С21, С23, С25, С26, С33-С41, У3, У7, Т2, Т4, Т5, Т7, Т8 по ГОСТ 8713-79, а также на негостированные с разделкой кромок, именуемые ниже соединениями группы Вф [1].
Для расчета параметров режима сварки соединений этой группы необходимо определить общую площадь шва Fно, сечение корневого F1 и последующих Fп слоев, количество последующих слоев m, найти расчетные значения ширины шва и глубины провара [2].
Выбор площади сечения корневого и последующих слоев
многопроходных швов с разделкой кромок при сварке под флюсом
В ГОСТ 8713-79 не оговаривается количество проходов при выполнении той или иной разделки, размеры минимальной или максимальной возможной глубины проплавления, допустимые сечения корневого и последующих слоев.
Анализ режимов сварки под слоем флюса по литературным источникам показывает, что для малоуглеродистых сталей, когда нет высоких требований к качеству сварного шва, площадь его сечения, выполняемого за 1 проход, может достигать 200–250 мм2. При сварке низколегированной стали средней прочности площадь наплавленного металла за один проход ограничивают величиной 100–150 мм2, а для сталей высокой прочности – 30–60 мм2. В последнем случае после сварки обычно не назначают термообработку сварного соединения с целью изменения зерна в наплавленном металле и повышения работоспособности соединения.
Кроме того, несмотря на то что за 1 проход при сварке под флюсом может быть сварено соединение из металла толщиной до 20–25 мм, при сварке на весу, на флюсовой подушке это недопустимо из-за большой опасности образования прожога в свариваемых пластинах. В этом случае следует ограничивать площадь наплавленного металла сечением 20–70 мм2.
Сформулируем основные требования к выбору площади первого F1 и последующих проходов Fп (рис.1) для сварных соединений с разделкой кромок по ГОСТ 8713-79. С этой целью разобьем эти соединения на отдельные подгруппы по общности требований к выполнению корневого шва.
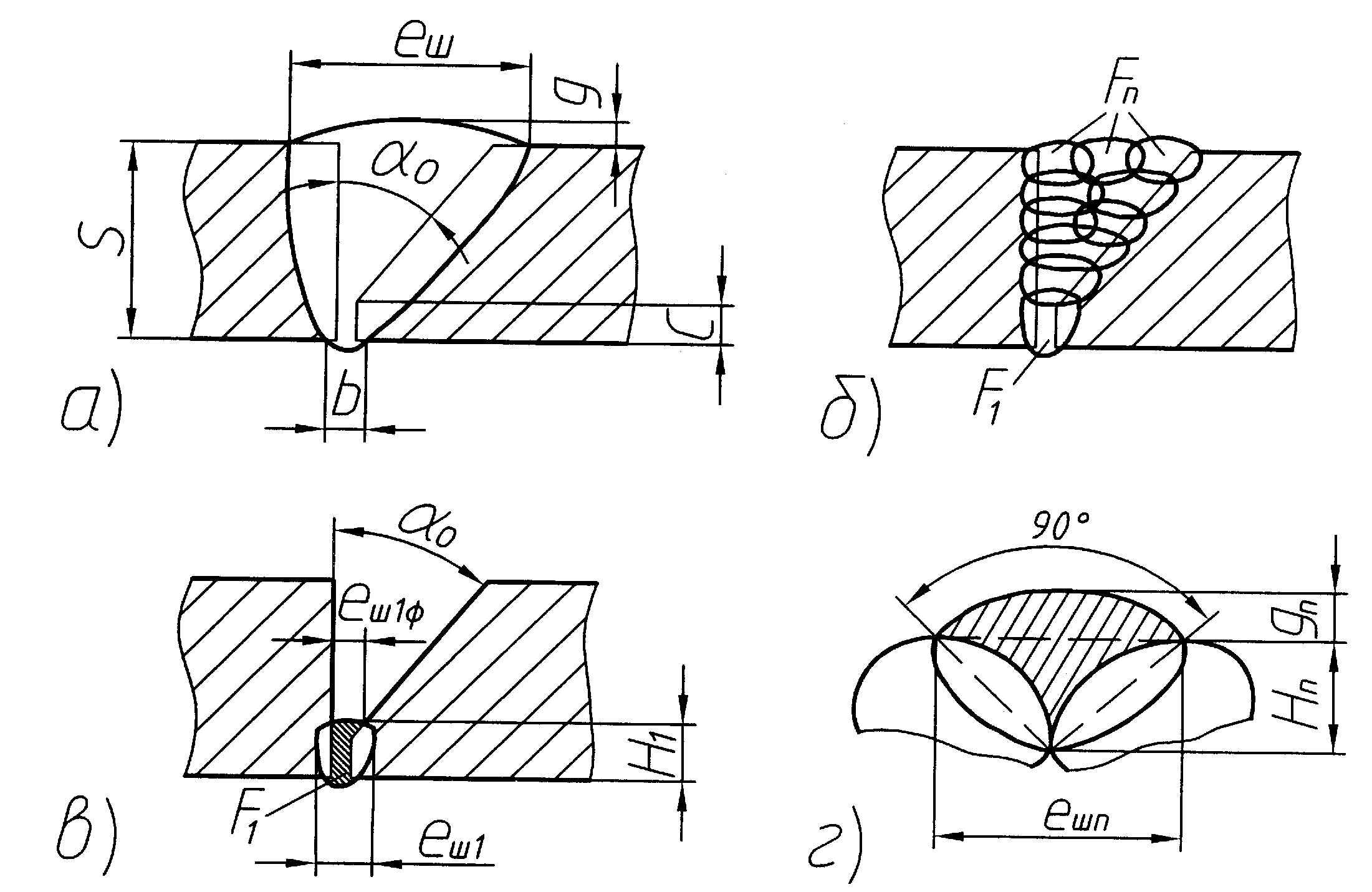
Рис. 1. Сварное соединение С9 по ГОСТ 8713-79: