

Дефекты отливок и способы их устранения
Брак отливок составляет от 5 до 20 % массы выпускаемой продукции. Наиболее часто встречаются внешние дефекты отливок, обнаруживаемые при поверхностном осмотре (несоответствие размеров, спаи, недоливы, заливы, пригар и др.); объемные дефекты, расположенные внутри отливки (трещины, раковины и пр.); несоответствие требованиям химического состава и структуры металла; неудовлетворительные механические и другие свойства.
Несоответствие размеров отливки чертежу является следствием дефекта модели, неточности сборки формы или вздутия слабо набитой формы при заливке.
Спаи и недоливы образуются при снижении жидкотекучести металла и его затвердевании до заполнения формы, что происходит при низкой температуре металла или малом сечении питателей тонкостенных отливок.
Заливы (заусенцы) и перекосы образуются по разъему форм вследствие небрежного спаривания полуформ, износа опок и моделей, контрольных штырей и втулок.
Пригар является следствием недостаточной огнеупорности формовочных материалов и красок.
Ужимины могут быть следствием теплового воздействия металла, когда поверхностные слои формы разогреваются и деформируются или отслаиваются, образуя в отливке вмятину. Ужимины также возникают из-за переуплотнения формы, ее повышенной влажности или неоправданно высокой температуры заливки металла.
Горячие трещины возникают в отливках при высокой температуре заливаемого металла, слабой податливости форм и стержней, при неправильной конструкции литников и прибылей. Холодные трещины являются следствием неравномерной усадки отливки в тонких и толстых ее частях.
Газовые раковины наблюдаются при чрезмерной влажности формовочной смеси, недостаточной вентиляции форм и стержней, сыром стержне, газонасыщенном металле, низкой температуре литья. Земляные раковины возникают при низкой прочности форм и стержней, смываемых струей заливаемого металла.
Шлаковые включения образуются при неправильной конструкции литниковой системы и заливке неочищенным от шлака металлом.
Усадочные раковины появляются при неправильной установке литников и прибылей, при высокой температуре заливки металла.
Основные способы исправления дефектов отливок — электро- и газовая сварка, заливка эпоксидной смолой, металлизация, механическая заделка. Дефектные места разделывают зубилами, высверливают и заваривают стальными, медными и медно-никелевыми электродами. Для снятия напряжений после заварки применяют отжиг отливок при 450—500 °С.
52 Обработка металов давлением.Классийикация металлов.
Обработка металов давлением – группа технологических процессов , в результате которых под влиянием приложенных внешних вил происходит изменение формы зоготовок без нарушения их сплошности.
Обработку металлов классафицируют по
Прокатка
Пресование
Волочение
Ковка
Штамповка
53. Обработка металов давлением.Прокат и его производство.
Обработка металов давлением – группа технологических процессов , в результате которых под влиянием приложенных внешних вил происходит изменение формы зоготовок без нарушения их сплошности.
Прокатка и его производство :
Прокатка - Обработка металов давлением – группа технологических процессов , в результате которых под влиянием приложенных внешних вил происходит изменение формы зоготовок без нарушения их сплошности.
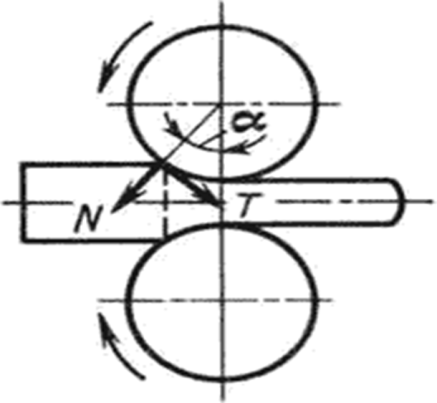
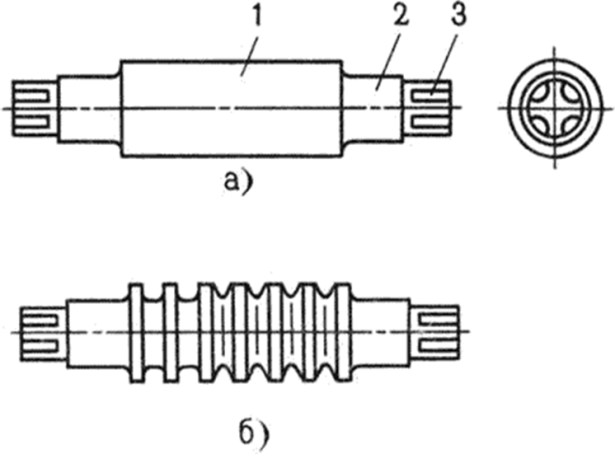
Прокатка бывае: продольная , поперечная , поперечно –винтовая (косая)
