

2.2 Анализ служебного назначения детали.
Назначение:
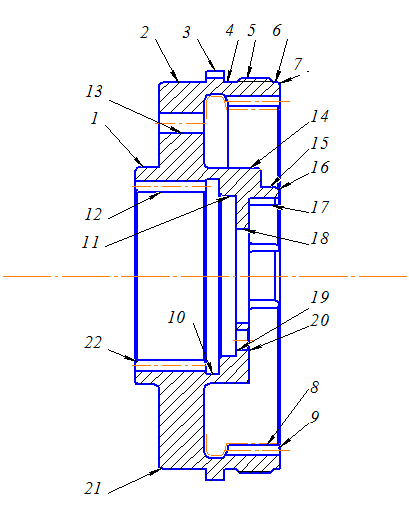
Деталь «Втулка шлицевая» является деталью конического замыкающего редуктора. Деталь крепится на вал-шестерню и служит для передачи движения. Втулка шлицевая изготавливается из стали 40ХН2МА ГОСТ 4543-71 которая обладает хорошими технологическими свойствами, достаточной прочностью и износостойкостью.
Втулка шлицевая предназначена для передачи больших крутящих моментов, она имеет большую усталостную прочность, высокую точность центрирования и направления. Достигается это высокой точностью размеров, формы и расположения зубьев по окружности.
Анализ размеров, конфигурации и формообразующих поверхностей позволяет считать, что деталь с нормальной точностью и относительно простой конструкцией, в которой присоединительные места с резьбовыми поверхностями к тому же обеспечивают герметичность соединения.
Конструкция детали обеспечивает удобный доступ к любой поверхности с целью формообразования. Характер поверхностей типовые – плоскости, отверстия цилиндрической.
2.3 Функциональный анализ детали.
№ |
Поверхности, элементы детали |
Рабочая функция поверхности |
Внешнее воздействие |
Требования к осуществ-лению рабочей функции |
Технические требования |
Методы достижения |
1. |
Резьбовая поверхность |
Закрепление гайки к втулке |
Трение при завинчивании |
Средняя чистота поверхности, Биение
|
Ra 3,2 |
Нарезание резьбы |
2. |
Поверхность зубьев |
Соединение зубьев |
Трение при зацеплении
|
Средняя чистота поверхности, Биение 0,056 |
Ra 3,2 |
Долбление |
3. |
Цилиндрическая поверхность ø65Н7 |
Установка на вал-шестерню |
|
|
|
|
11. |
Цилиндрическая поверхность |
Установка вал – шестерни, |
|
Повышенная чистота поверхности |
Ra 1,6 |
Растачивание |
12. |
Поверхность зубьев |
Соединение зубьев. Передача крутящего момента. |
|
Требования к цилиндричности |
Ra 3,2 Биение 0,04 |
Зубодолбление |
13. |
Отверстие |
Для выхода жидкости |
|
- |
Ra 12,5 |
Сверление |
14. |
Поверхность ø87 |
Свободная поверхность |
|
- |
Ra 12,5 |
Растачивание |
15. |
Уступ |
Для установки втулки шлицевой |
|
Требования к чистоте поверхности |
Ra 3,2 |
Точение |
17. |
Паз |
- |
|
- |
Ra 12,5 |
Фрезерование |
18. |
Поверхность под вал |
- |
|
- |
Ra 12,5 |
Растачивание |
19. |
Отверстие |
Соединение болтом |
|
- |
Ra 12,5 |
Сверление |
 0,05
0,05