

2 Основные направления деятельности предприятия
ОАО «СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД им. С.М. КИРОВА» существует более 130 лет. На протяжении этого времени общество специализируется на выпуске широкой гаммы как универсального, так и специального протяжного и отрезного оборудования. При этом более 50 лет общество является единственным производителем протяжных станков на постсоветском пространстве.
Основными перспективными направлениями развития общества являются:
Изготовление, капитальный ремонт и модернизация металлообрабатывающего и деревообрабатывающего станочного оборудования:
горизонтальные и вертикальные протяжные станки;
ленточно-отрезные и круглопильные станки;
промышленные и бытовые деревообрабатывающие станки;
стыкосварочные станки;
сверлильно-отрезные станки для обработки рельс.
В поставках сверлильно-отрезных станков для обработки рельс проявляют заинтересованность железные дороги Российской Федерации, Украины, Казахстана.
На территории СНГ в производстве горизонтальных и вертикальных протяжных станков общество является монополистом. Указанное оборудование находит применение на многих машиностроительных организациях СНГ и постоянно востребовано.
Изготовление и поставка переднего и заднего навесного оборудования по кооперации на РУП «МТЗ», предназначенного для комплектации тракторов МТЗ-2522, МТЗ-2822, МТЗ-3022, МТЗ-3522.
Изготовление и поставка трудоемких деталей и узлов для большегрузных автомобилей БелАЗ: тяги рулевой трапеции и наконечники.
Изготовление торфовозных вагонов в рамках Государственной программы «Торф» на 2008 - 2010 годы и на период до 2020 года и их поставка торфоперерабатывающим организациям Республики Беларусь. Изготавливаются вагоны нескольких модификаций – самовыгружающиеся и с разгрузкой методом опрокидывания.
Изготовление опытных образцов и освоение производства сельскохозяйственной техники: подборщик-транспортировщик валунных камней ПВК-1,5, валкователь-подборщик камней МПК-4, подборщик камней из валков ПКВ-1,5, валкователь мелких камней ВМК-3.
3 Продукция выпускаемая заводом
Завод выпускает:
-протяжные станки (горизонтальные, вертикальные и специальные на их базе).
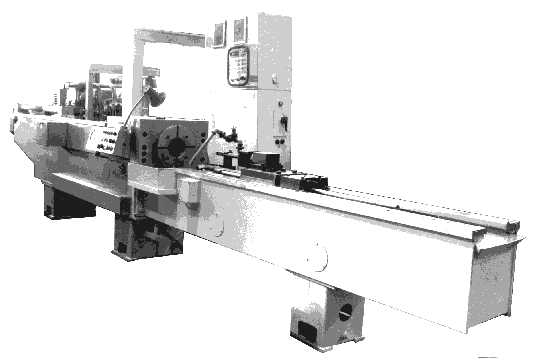
Рисунок 3.1.Протяжные горизонтальные станки для внутреннего протягивания
Станки предназначены для обработки протягиванием сквозных отверстий различной формы и размеров: круглых и шлицевых отверстий, шпоночных пазов и т.п.
Универсальность, доступность для переналадки, возможность установки крупных и тяжелых обрабатываемых деталей, возможность оснащения приспособлениями для протягивания наружных поверхностей обеспечивают этим станкам широкое применение на предприятиях с большой номенклатурой выпускаемых изделий, а легкость оснащения автоматическими устройствами для загрузки и выгрузки обрабатываемых деталей делает их эффективными при использовании на предприятиях с крупносерийным и массовым характером производства.
По заказам станки оснащаются наладками для обработки одной или нескольких определенных деталей, а также поставляются без приставной станины и для обработки двух деталей одновременно.
Таблица 3.1Техническая характеристика
|
7А523 |
МП7А524 |
7А534 |
7А545 |
7555 |
Наибольшее тяговое усилие, кН |
100 |
100 |
250 |
630 |
1000 |
Наибольшая длина хода рабочих салазок, мм |
1250 |
1600 |
1600 |
2000 |
2000 |
Наибольший наружный диаметр обрабатываемой детали, мм |
600 |
600 |
670 |
800 |
1500 |
Наибольшая длина применяемой протяжки, мм |
1365 |
1715 |
1715 |
2170 |
2190 |
Привод станка |
гидравлический |
||||
Скорость рабочего хода, м/мин |
1,5…12 |
1,5…12 |
1,5…13 |
1…7 |
0,5…3,7 |
Мощность электродвигателя главного привода, кВт |
11 |
11 |
37 |
45 |
55 |
Суммарная мощность электродвигателей, кВт |
11,38 |
11,38 |
37,49 |
45,49 |
55,97 |
Габарит станка, мм: длина ширина высота |
6000 1940 2300 |
7115 1940 2300 |
7275 2205 2300 |
9135 2450 2300 |
10250 2650 2000 |
Масса, кг |
3600 |
4500 |
5950 |
10850 |
17000 |
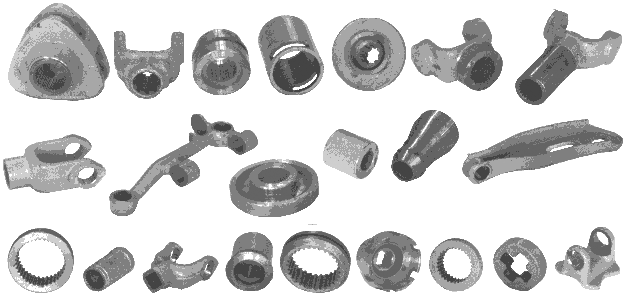
Рисунок 3.2 Примеры деталей обрабатываемых на станках
- ленточно-отрезные станки для разрезки черных и цветных металлов различного профиля, обеспечивающие внедрение ресурсосберегающих технологий; - торфовозные вагоны; - рельсорезные станки нескольких модификаций для одновременной разрезки и сверления отверстий объемно-закаленных рельс на металлургических заводах и рельсосборочных поездах;
- отрезные круглопильные станки, предназначенные для разрезки дисковыми пилами черных и цветных металлов с автоматическим и ручным режимом работы;
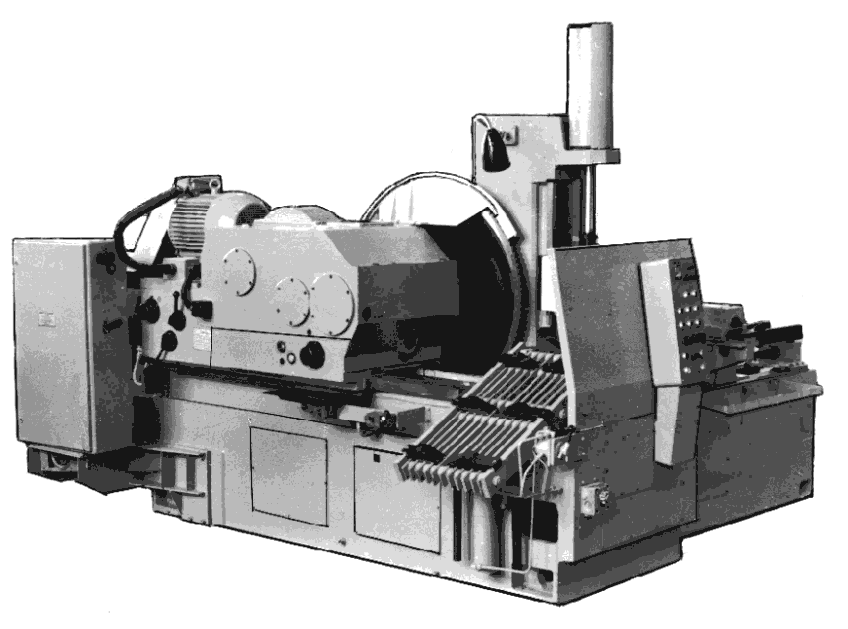
Рисунок 3.3. Отрезные круглопильные автоматы
Автоматы предназначены для разрезания дисковыми пилами черных металлов различного профиля на мерные заготовки. Разрезка производится под углом 90° к оси разрезаемой заготовки.
Широкий диапазон скоростей шпинделя и бесступенчатое регулирование рабочей подачи пильного диска позволяют подбирать оптимальные режимы резания.
Адаптивный гидравлический привод рабочей подачи способствует получению наибольшей производительности разрезания материала и экономии инструмента.
Таблица 3.2 Техническая характеристика:
|
МП6-1250 |
МП6-1150-001 |
МП8Г663* |
МП6-1600 |
Диаметр пилы устанавливаемой на станке, мм. |
315 |
500 |
800 |
1010 |
Наибольшие размеры поперечного сечения раз-резаемого материала, мм.: круга квадрата швеллера двутавра уголка |
Ø90 60х60 - - - |
Ø150 120х120 120 120 125 |
Ø285 250х250** 330* 330* 160* |
Ø350 315х315** 280420** 400** 250** |
Длина отрезаемой заготовки, мм. |
20…1500 |
20…1500 |
20…1500 |
20…1500 |
Частота вращения шпинделя, мин-1 |
10,7…29,3 |
5,9…23,5 |
2,9…16,88 |
1,83…10,27 |
Наибольшая величина подачи бабки пильного диска, мм/мин |
500 |
1500 |
800 |
800 |
Мощностьэлектродвигателя главного привода, кВт. |
3,4 |
3,2/5,3 |
7,5 |
7,5 |
Суммарная мощность электродвигателей, кВт |
5,84 |
6,81 / 8,91 |
10,19 |
11,11 |
Габарит станка, мм.: длина ширина высота |
1500 2080 1510 |
2540 1720 1720 |
3500 2400 1585 |
3035 2765 2061 |
Масса, кг. |
2415 |
2985 |
5040 |
6465 |
Изготавливаются также модификации:
МП8Г663-700 — автомат с автоматическим столом выгрузки (без стеллажа-накопителя);
МП8Г663-800 — автомат без стеллажа-накопителя и без автоматического стола выгрузки;
МП8Г663-400 — полуавтомат.
- ножовочные отрезные станки для холодной резки металла;
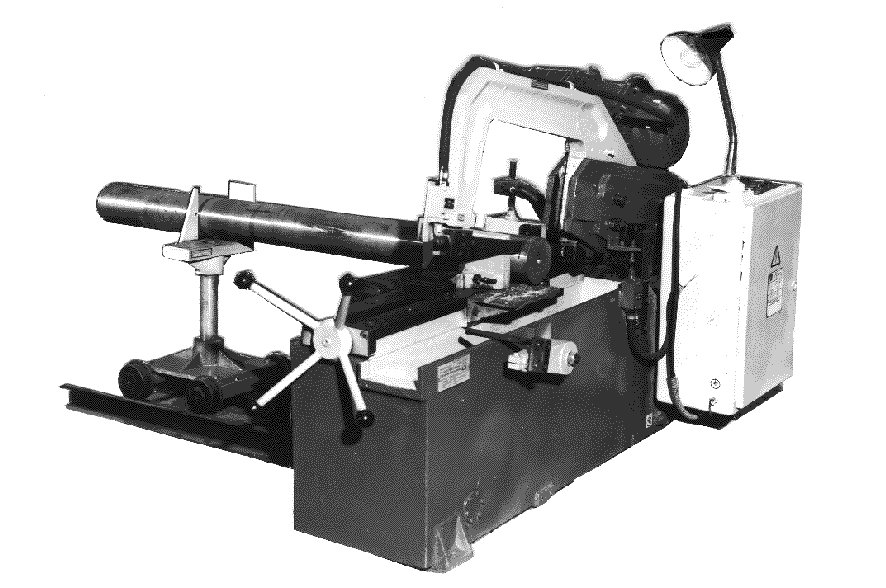
Рисунок 3.4. Отрезной ножовочный станок МП6-1697
Станок предназначен для разрезки черных и цветных металлов различного профиля на мерные заготовки.
В качестве режущего инструмента на станке используется ножовочное полотно для металла. Разрезка производится в плоскости, перпендикулярной к оси заготовки, а также под углом до 45°.
Со станком поставляются приспособление для пакетной разрезки и тележка для разрезки длинномерных заготовок.
Станок применяется в условиях индивидуального и серийного производства.
Таблица 3.3.Техническая характеристика:
|
МП6-1697 |
Наибольшие размеры поперечного сечение разрезаемого материала, мм под углом 900: круглого прямоугольного под углом 450: круглого прямоугольного |
Ø250 220х220
Ø140 140х140 |
Наибольшая длина отрезаемой заготовки по упору, мм |
350 |
Размеры применяемого ножовочного полотна, мм: длина ширина толщина |
450 40 2 |
Число двойных ходов пильной рамы в минуту |
46; 57; 72; 92; 114 |
Мощность электродвигателя главного движения, кВт |
3,0/3,75 |
Суммарная мощность электродвигателей, кВт |
3,12/3,87 |
Габариты станка, мм: длина высота ширина |
1560 720 1090 |
Масса станка, кг |
735 |
- абразивно-отрезные станки для высокопроизводительной разрезки труб;
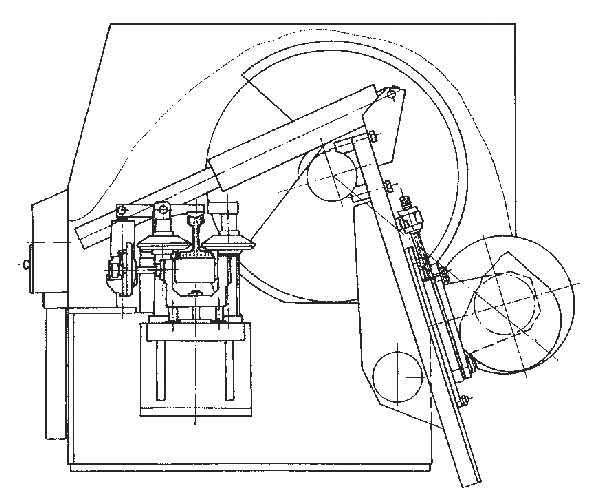
Рисунок 3.5 Абразивно-отрезной станок-автомат для разрезки рельсов МП6-1648
Станок предназначен для разрезки объёмнозакалённых рельсов Р65 и Р75.
Разрезка производится отрезными кругами без охлаждения с принудительной вытяжкой продуктов сгорания в цеховую систему вентиляции.
Вращение отрезного круга осуществляется от электродвигателя, закреплённого на шпиндельной бабке. Подачу шпиндельной бабки, зажим и разжим разрезаемого рельса, а также его подъём и опускание, выполняет гидропривод станка.
Станки применяются на рельсосварочных поездах и в металлургической промышленности.
Таблица 3.4Техническая характеристика:
-
МП6-1648
Тип разрезаемых рельсов
Р65, Р75
Диаметр отрезного круга, устанавливаемого на станке, мм (входит в комплект поставки)
900
1200
Толщина отрезного круга, мм
8; 9
10; 12
Посадочный диаметр фланца шпинделя под отрезной круг, мм
100h6
Начальная скорость резания, м/сек
60
79
Диапазон подач отрезного круга (бесступенчатое регулирование), мм/мин.
100…1500
Минимальная длина отрезаемой заготовки, мм
160
Мощность электродвигателя главного
движения, кВт
132
Суммарная мощность электродвигателей, кВт
136,12
Габарит станка, мм:
длина
ширина
высота
4290
3270
2400
Масса станка, кг
7990
- вертикально-сверлильные настольные для сверления, зенкерования и развертывания отверстий; - деревообрабатывающие станки промышленного и бытового назначения.