

5. Ремонт підшипникових щитів і станин
Найбільш часто корпусні деталі електричних машин мають такі пошкодження:
відламування лап у чавунної станини, зношення або зрив різьбових отворив, зношення посадочних місць під щити, появлення тріщин. Для підшипникових щитів характерне зношення посадочних поверхонь і тріщини.
Ремонт посадочних поверхонь у чавунних корпусах і підшипникових щитах. Задирки і вм’ятини виправляють шліфуванням, якщо загальна площа пошкоджень не перевищує 4% від посадочної поверхні під підшипник і 15% від посадочної поверхні замків. Шліфовку виконують бархатним напилком або шліфувальною шкуркою, легко змоченою в машинному маслі. При більших пошкодженнях ремонт виконують наплавленням металу, запресуванням втулки, нанесенням герметика та іншими методами.
Перед наплавленням деталі нагрівають в печі до 300...400°С. Наплавлення виконують чавунним електродом марки Б і газовим пальником, в якості флюсу використовують буру або одну з трьох сумішей, процентний зміст яких вказано нижче.
Бура, %.............................................................56 23
Вуглекислий натрій, %...................................22 27 50
Вуглекислый калій, %.....................................22 — —
Азотнокислий натрій, %............................... — 50 —
Двовуглекислий натрій, %.............................— — 50
Після наплавлення деталі відпалюють в печі при температурі 300...400°С протягом 4...6 годин і повільно охолоджують у вимкненій печі протягом 12... 16 годин.
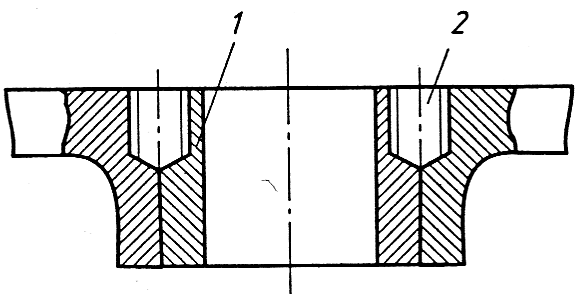
В щиті посадочну поверхню під підшипник відновлюють запресуванням втулки. Попередньо проточують гніздо під підшипник і використовують втулку товщиною 6...10 мм. При цьому товщина стінки на щиті повинна бути не менше 10 мм. Проточування щита і виготовлення втулки виконують по розмірам і допускам, які забезпечують посадку з натягом.
 Пресування втулки виконують
з підігрівом щита. Втулку 1 (рис.3.4.7)
закріплюють в щиті двома діаметрально
розташованими стопорами 2. Глибина
свердління під стопор повинна бути не
менше двох діаметрів стопора.
Пресування втулки виконують
з підігрівом щита. Втулку 1 (рис.3.4.7)
закріплюють в щиті двома діаметрально
розташованими стопорами 2. Глибина
свердління під стопор повинна бути не
менше двох діаметрів стопора.
Рис. 3.4.7. Ескіз відремонтованої посадочної поверхні підшипникового щита.
При зношенні посадочних поверхонь не більше 0,2 мм в щитах і на валах його усувають нанесенням герметика 6Ф.
Заварювання тріщин допускається тільки у тих випадках, коли вона не викликає зміни форми посадочних поверхонь. Якщо тріщина розповсюджується в напрямку посадочних місць підшипників, - щит бракується. Попередньо засвердлюють отвори на відстані 8...10 мм від кінців тріщини свердлом діаметром 6...8 мм на глибину тріщини. Потім тріщину розроблюють під заварювання під кутом не менше 70° і притупляють кромки.
Поверхні, що прилягають до місця заварювання, зачищають до металевого блиску абразивним кругом або металевою щіткою. Заварювання виконують електрозварюванням постійним струмом зворотної полярності силою 45...60 А на 1 мм діаметра електрода.
В якості присадного матеріалу використовують мідні стержні діаметром 3... 6 мм з оболонкою з листової жерсті товщиною 0,3 мм з тонкою крейдовою обмазкою. При зварюванні використовують флюс (бура – 50%, залізні ошурки – 25%, залізна окалина – 25 %). Зварювання ведуть короткими ділянками не більше 40 мм, не допускаючи перегріву основного матеріалу. Також використовується зварювання з нагрівом деталі до температури 700…800°С.
Пошкоджена різьба відновлюється шляхом заварювання старих отворив, свердління нових і нарізання нової різьби. Допускається також встановлення футорки або розсверд - лювання отвору до ближчого розмірного ряду різьби.
Підшипники. В сучасних електричних машинах використовують головним чином кулькові або роликові підшипники кочення. Вони прості в експлуатації і легко замінюються при зношенні.
Визначення ступеню зношення підшипників кочення здійснюється шляхом вимірю - вання осьового і радіального (через кожні 120°) зазорів. Величина радіального зазору (середнє арифметичне трьох вимірювань) не більше 15…20 мкм. Осьовий зазор для машин потужністю до 100 кВт, - не більше 0,5 мм.
Неусувні дефекти підшипників:
тріщини і сколення на кільцях, сепараторах або тілах кочення;
вм’ятини або забоїни на поверхнях доріжок кочення;
відзнаки лущення або викришування поверхні доріжок кочення;
подряпини або глибокі риски впоперек доріжок кочення;
пошкодження посадочних поверхонь, що перешкоджають посадці підшипника;
стук і підвищений шум в підшипнику;
вм’ятини або забоїни на поверхнях сепаратора;
читки відбитки тіл кочення на доріжках кочення.
Посадка підшипників на вал виконується пресом або методом гарячої посадки при нагріванні до 80…90 °С в масляній ванні або спеціальним індуктором (рис.3.4.8).
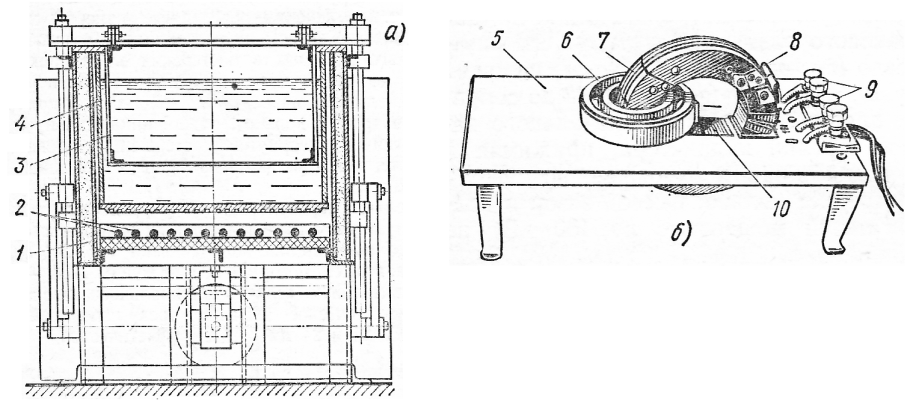
Рис.3.4.8. Пристосування для
нагріву підшипників кочення
при посадці на вал:
а – масляна ванна, б – апарат
індукційного нагріву; 1 – ізоляційна набивка, 2 – нагрівальний
елемент, 3 – підйомний кошик, 4 – резервуар, 5 – плита, 6 – підшипник,
7 – сердечник, 8 – шарнір 9 – затискачі, 10 – первинна обмотка.
Нагрітий підшипник насаджують на вал за допомогою надставки, яка складається зі сферичної заглушки 4 (рис.3.4.9), надітої на відрізок труби 3, діаметр якої дорівнює діаметру середньої частини кільця підшипника 2. Ділянку вала, на яку повинен бути насаджений підшипник і поверхню розточки щита, попередньо оброблюють, ретельно очищують від задирок, а потім промивають керосином і протирають насухо. Посадку підшипника на вал і в розточку підшипникового щита виконують за допомогою надставки і металевої шайби 5.
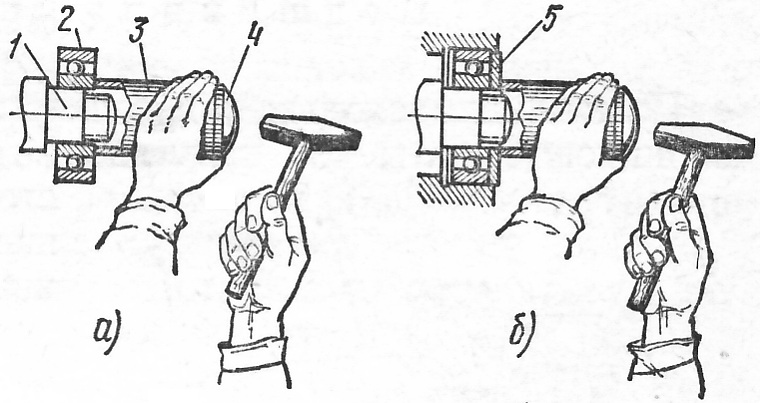
Рис.3.4.9. Посадка підшипників кочення:
а – на вал, б – на вал і в росточку щита:
1 – вал, 2 – підшипник, 3 – відрізок труби, 4 – заглушка, 5 – металева шайба
Для змащування підшипників кочення використовують консистентні змазки УТВ або ЦИАТИМ – 201. Заповнення підшипників змазкою на 2/3 об’єму камери.
Підшипники ковзання. Конструктивно підшипники ковзання виконують у вигляді цільної або складеної втулки, яка складається з двох половинок (вкладишів). Внутрішня поверхня втулки покрита шаром антифрикційного сплаву – бабіту. В підшипниках ковзання використовують переважно кільцеву систему змазки.
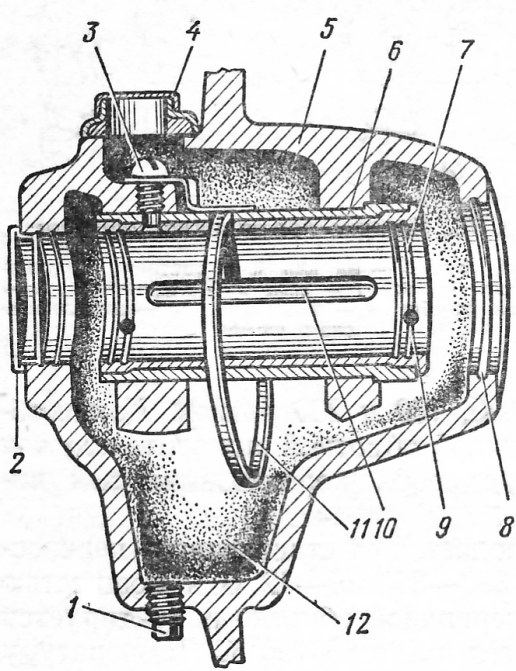 Підшипник ковзання з кільцевим
змащуванням, вбудованим в підшипниковий
щит електродвигуна (рис.3.4.10), має чавунну
втулку 6, що складається з двох вкладишів,
встановлених в корпусі 5 і закріплену
в ньому гвинтом 3. У втулці є проріз, в
яку вкладають змащувальне кільце 11,
виготовлене для машин змінного струму
з сталі, а для машин постійного струму
– з латуні або бронзи, щоб уникнути
«прилипання» кільця внаслідок
намагнічування.
Підшипник ковзання з кільцевим
змащуванням, вбудованим в підшипниковий
щит електродвигуна (рис.3.4.10), має чавунну
втулку 6, що складається з двох вкладишів,
встановлених в корпусі 5 і закріплену
в ньому гвинтом 3. У втулці є проріз, в
яку вкладають змащувальне кільце 11,
виготовлене для машин змінного струму
з сталі, а для машин постійного струму
– з латуні або бронзи, щоб уникнути
«прилипання» кільця внаслідок
намагнічування.
Рис.3.4.10. Підшипник ковзання:
1 – маслоспускальна пробка, 2 – торцева кришка корпусу, 3 – гвинт, 4 – кришка масляної камери, 5 – корпус підшипника, 6 – втулка, 7 – маслоуловлювальні канавки, 8 – канавка в корпусі, 9 – маслостічний отвір, 10 – розподільча змащувальна канавка, 11 – змащувальне кільце, 12 – масляна камера.
Підшипники ковзання ремонтують внаслідок зношення, відшарування або вилущування шару бабіту, виплавляння бабіту при нагрівах більше допустимої температури. Дефекти вкладишів виявляють зовнішнім оглядом, по звуку при простукуванні і вимірюванням повітряного зазору машини. У підшипників з нормаль - ним шаром бабіту звук при простукуванні молоточком буде чистим і дзвінким, а при відшаруванні бабіту – брязкітливим і глухим. Щоб виявити тріщини в бабіті вкладишу, занурюють його на 10 – 15 хвилин в керосин, потім витирають насухо і покривають тонким шаром розведеної у воді крейди тоді тріщини чітко вирисовуються на поверхні вкладишу.
Виявлені дефекти усувають перезаливкою бабіту. Процес ремонту підшипників перезаливкою включає підготовчі роботи, заливку, механічну обробку і пригоночні роботи.
В процесі підготовки вкладишів до заливки їх очищують від бруду і масла, промивають в 10% розчині каустичної соди, звільнюють від старого бабіту, знежирюють і лудять. Старий бабіт виконують шляхом підігріву вкладишів паяльною лампою, нагріванням в спеціальних електричних печах або зануренням в ванну з розплавленим бабітом, нагрітим до 380 – 400°С. Потім вкладиші знежирюють, зануренням на 1 – 2 хв. в 10% розчин каустичної соди, нагрітий до 70 – 80°С, промивають в гарячій воді і насухо витирають.
Очищену таким чином внутрішню поверхню вкладишу покривають флюсом і лудять припоєм ПОС-40.
Заливка вкладишів бабітом виконується ручним (статичним) або відцентровим (динамічним) способом.
При ручний заливці (рис.3.4.11) вкладиші 3 встановлюють на затиснутий в лещатах піддон 5 і вставляють в них (строго в центрі) стержень 1 з сухого дуба або куска стальної труби відповідного діаметра. Діаметр стержня вибирають враховуючи усадку бабіту (0,5 –0,7%) і припуск на механічну обробку (3 – 6 мм). Далі встановлюють в стики вкладишів дистанційні прокладки 2 з не луженої сталі і стягують вкладиші хомутом 4. Заливка здійснюється рівномірним безперервним струменем.
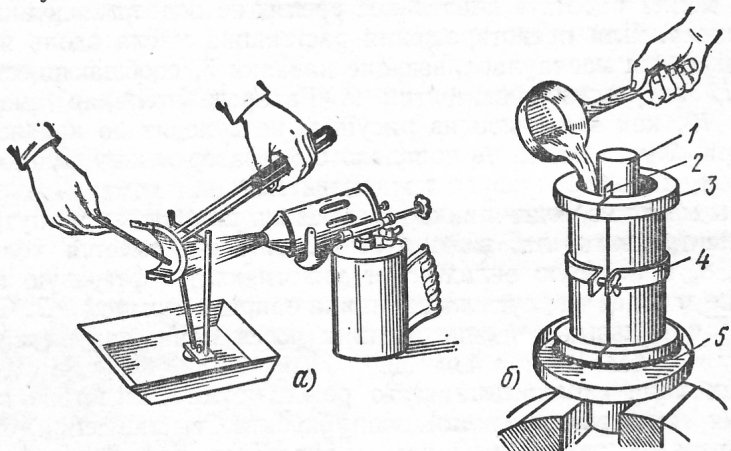
Рис.3.4.11. Операція ручної перезаливки
підшипника ковзання:
а – виплавка старого бабіту, б – заливка бабітом; 1 – стержень, 2 – дистанційна прокладка, 3 – вкладиші підшипника, підготовленого до заливки бабітом, 4 – хомут, 5 – піддон.
При серійному ремонті для заливки використовують відцентровий спосіб на спеціальних
установках.