

Розрахунок бетонозмішувального цеху товарного бетону
Для приготування бетонної суміші за нормами технологічного проектування приймаємо гравітаційний бетонозмішувач, число замісів в годину для суміші рухливістю 5-9 см, n=25, коефіцієнт виходу суміші = 0,67.
Об’єм готового замісу бетонної суміші :

Вміст змішувального барабану по завантаженню:
 (л)
(л)
Приймаємо гравітаційний змішувач циклічної дії СБ-16 з об’ємом готового замісу 330 л та вмістом по завантаженню 500 л, технічні характеристики якого наведені в табл. 6.3.
Таблиця 6.3
Технічна характеристика циклічного гравітаційного змішувача СБ-16
-
Характеристики
Значення
Об’єм готового замісу, л
330
Місткість по завантаженню, л
500
Число циклів при виготовленні суміші, цикл/год
30
Найбільша крупність заповнювача, мм
70
Потужність двигуна обертання барабана, кВт
3
Габаритні розміри, мм :
довжина
ширина
висота
2500
2700
2700
Маса, кг
1250
Річна потужність бетонозмішувального цеху буде складати :
 (м3),
(м3),
що задовольняє вимогам вихідних даних.
Для визначення об’єму видаткових бункерів згідно норм технологічного проектування приймаємо по 2 відсіки для щебеню, піску та цементу при їх запасі в бункерах на 2 години.
Витрати матеріалів на заміс бетонозмішувача складають:

 (кг)
(кг)
 (м3)
(м3)
 (м3)
(м3)
Тоді об’єм кожного відсіку для матеріалів складає:
 (м3)
(м3)
 (м3)
(м3)
 (м3)
(м3)
Приймаємо для зберігання бункер у вигляді прямокутної призми.
Конструкційно приймаємо для цементу D=2 м, h1=1,5 м, d=0,5 м.
Тоді висота h2 за формулою буде дорівнювати:
 (м)
(м)
Конструкційно приймаємо для піску D=2 м, h1=2 м, d=1 м.
 (м)
(м)
Конструкційно приймаємо для щебеню D=3 м, h1=2 м, d=1 м.
 (м)
(м)
Для дозування матеріалів приймаємо дозатори ДЦ-500, ДЖ-200, АВДИ-2400М технічні характеристики яких наведені в таблиці 6.2.
Проектування арматурного цеху
Армування залізобетонних конструкцій – це відповідна стадія технологічного процесу виготовлення збірних залізобетонних конструкцій, від якості виконання якої залежить їхні несуча здатність і довговічність.
Бухти і прокатний профіль зберігаються на складі цеху, який розрахований на 20 – 25 діб запасу. Тут вони складуються і зберігаються. Склад атматурної сталі обладнаний мостовим краном для переміщення прутків та бухт дроту на пости армування. Між штабелями влаштовані проходи шириною 1,2 м для проходу робітників та стропальщиків мостового крана.
При виготовленні напірних труб дріт змотують з бухт і механізмом подавання протягується крізь гальмівний пристрій, а потім проходить через систему блоків з вантажем, де здійснюється механічне натягання. Електроконтактами для нагрівання дроту є гальмівний пристрій та намотувальна каретка, яка пересувається вздовж виробу.
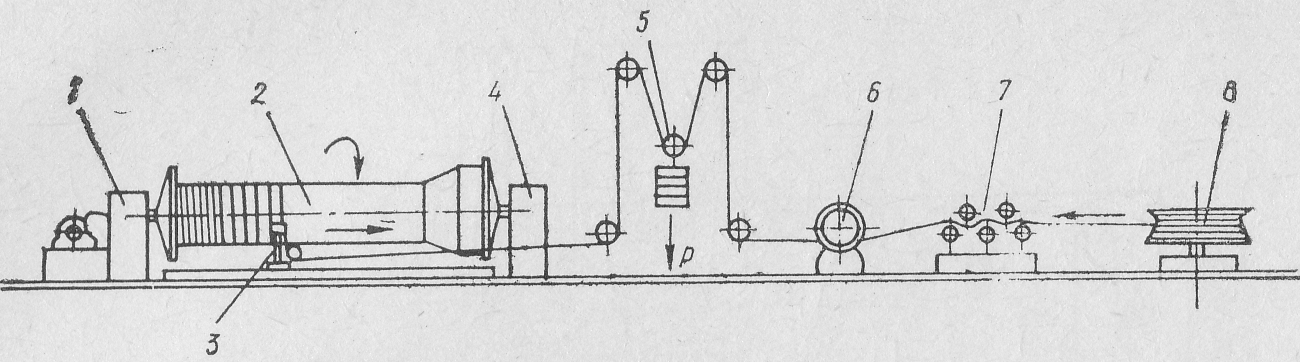
Рис.7.1. Схема намотування спіральної арматури на осердя труби
1 – передня бабка; 2 – осердя труби; 3 – пересувна каретка; 4 – задня бабка; 5 – натягувальний пристрій; 6 – гальмівний ролик; 7 – правильний пристрій; 8 – бухта з роликом
Річна продуктивність по залізобетонним виробам – 10000 м3 бетону/рік. Звідси кількість виробів на рік складає:
 шт/рік
шт/рік
Необхідно зазначити, з економічних міркувань варто відмовитись від арматурного цеху, оскільки всі операції по армуванню виробу виконуються на посту формування. Тому доцільно передбачити місце складування необхідної кількості арматури у формувальному цеху при транспортуванні її з арматурного складу. Дані про необхідну кількість арматурних елементів наведені в табл. 7.1.
Таблиця 7.1
Розрахунок площі складу
Вид арматури |
Потреба з урах. втрат, т |
норма зберіг ст. на 1м2, т |
Показники складу |
||||
річна |
добова |
без урахуван-ня проходів |
з урахуван-ням проходів |
Площа складу на 1 добу, м2 |
Площа складу на 10 діб, м2. |
Площа складу, м2 |
|
бухти |
597,854 |
2,363 |
1,2 |
0,4 |
5,908 |
59,08 |
104 |
прокат |
1113,957 |
4,403 |
3,2 |
1 |
4,403 |
44,03 |
|
всього |
|
|
|
|
Σ=10,311 |
Σ=103,11 |
|
Таким чином, для складування арматурної сталі приймаємо складський майданчик розміром в плані 912 м, розміщений у формувальному цеху.
Обладнання, що використовується для підготовки арматурних елементів: установка СМЖ – 588А та МТМК 3х100-4.
Установка СМЖ-588 А призначена для правки і різання арматурної сталі гладкого і періодичного профілю з границею текучості до 40 кгс/мм2 і тимчасовим опором до 60 кгс/мм2, що надходить в бухтах, на прутки довжиною від 1,5 до 6 м, діаметром від 4 до 8 мм гладкого і від 4 до 6 – періодичного профілю. Установка складається із снака, прийомного пристрою, електрообладнання з пристосуванням для заправки.
Технічні характеристики СМЖ-588А на ведені в табл.7.2
Таблиця 7.2
Характеристики |
Значення |
Діаметр арматурної сталі, що перероблюється, мм
|
4-8 4-6 |
Довжина заготівельних прутків, м |
1500-6000 |
Точність різання прутків (при номінальній довжині 6000 мм), мм |
± 2 |
Швидкість правки арматури, м/хв. |
63;90 |
Потужність електродвигуна, кВт |
13 |
Габаритні розміри, мм |
12100х1500х1210 |
Маса, кг |
1900 |
Станок СМЖ-88 призначений для виготовлення спіральних каркасів із напружуваної арматури для технологічної лінії по виготовленню залізобетонних напірних труб методом віброгідропресування.
На направляючі ротора вкладаються розділові смуги з виштампованими на спеціальному станку (СМЖ-94) язичками і закріпляються зажимами. Смуги вкладаються так, щоб язички були розміщені по гвинтовій лінії, що має крок, рівний кроку намотування спіралі. Після укладки і закріплення всіх смуг намотують спіраль.
Технічні характеристики СМЖ-88 на ведені в табл. 7.3
Таблиця 7.3
Характеристики |
Значення |
Продуктивність станка, каркасів/зміну |
7-10 |
Діаметр труб, мм арматури, що навивається |
500,700,900,1000,1200 3;4;5;6 |
Довжина каркасу,мм |
515-5165 |
Крок спіралі, мм |
14,02-19,02 |
Швидкість подачі арматури, м/хв. |
11-150 |
Встановлена потужність, к Вт |
10,5 |
Габаритна розміри, мм Довжина Ширина Висота |
9490 3045 1080 |
Маса, кг |
10436 |
Установка СМЖ-94-призначена для виготовлення розділових смуг для спіральних каркасів напірних залізобетонних труб. Сталева розділова смуга являється монтажною деталлю і слугує для незмінності кроку навивки спіральної арматури і просторової жорсткості спірального каркасу.
Технічні характеристики СМЖ-94 на ведені в табл. 7.4
Таблиця 7.4
Характеристики |
Значення |
Прес: Тип Номінальне зусилля, тс Хід повзуна, мм Частота обертання, об./хв. |
К-2320 10 18 170 |
Встановлена потужність, кВт |
1,7 |
Швидкість подачі, м/хв. найбільша найменша |
7,20 5,45 |
Тиск повітря, кгс/см2 |
5-6 |
Габаритна розміри, мм Довжина Ширина Висота |
2000 1275 1915 |
Маса, кг |
1217 |
Машина 6873/1М призначена для холодної висадки кінців високоміцного дроту. Технічні характеристики машини 6873/1М наведені в табл. 7.5
Таблиця 7.5
Характеристики |
Значення |
Діаметр арматурного дроту, мм |
4-6 |
Границя міцності арматурного дроту, кгс/мм2 |
180 |
Число ходів пуансона на хв. |
20 |
Робочий хід пуансона, мм |
6 |
Встановлена потужність, к Вт |
2,8 |
Габаритна розміри, мм Довжина Ширина Висота |
1220 700 1254 |
Маса, кг |
520 |