

3. Гидротермическая обработка древесины
Сушильная установка — это рентабельное вложение капитала.
Благодаря ей, резко сокращаются складские запасы из-за сокращения времени,
затрачиваемого на сушку.
Возможность изменять «климат» по желанию в пределах сушильных камер позволяет получить готовый продукт высокого качества, при наименьшем времени сушки.
Наконец, конечный продукт окажется не только высушенным до нужной оператору конечной влажности, но и сохранит значение этой конечной влажности.
Эти понятия сегодня уже хорошо освоены деревообработчиками, так что сушильная установка уже предусматривается на стадии проектирования нового комплекса. Она оказывается практически в самом начале процесса деревообработки. Древесина после лесопиления сразу же поступает на сушку, т.к. наконец стала очевидной неэкономичность и опасность сушки на площадке.
3.1. Организация камерной сушки пиломатериалов
На сушку поступают пиломатериалы в виде необрезной доски толщиной 50 мм и 25 мм.
Необрезная доска толщиной 50 мм используется для изготовления дверных блоков, а толщиной 25 мм - для погонажных изделий.
Весь необрезной пиломатериал укладывается в пакеты и складируется в штабеля для дальнейшей сушки.
За месяц в импортных сушильных камерах высушивается 1700-1900 куб. м. обрезного и необрезного пиломатериала, что обеспечивает сбалансированный выпуск дверных блоков.
Необрезной пиломатериал толщиной 25 мм раскраивают в раскройно-погонажном отделении на обрезную заготовку для наличника (10025), а также более мелких сечений (5025 и 2525 мм) для изготовления профильных погонажных изделий (обшивки, плинтусы, раскладки).Таким образом максимально используется вся деловая древесина.
Высушенный до влажности 8-12 % необрезной пиломатериал поступает на участок раскроя, после чего - для сращивания заготовок в цех №1.
Для перемещения древесины, подаваемой в сушильную камеру, её нужно разделить на соответствующим образом уложенные штабели, имеющие определённые размеры. Это необходимо, во-первых, для того, чтобы штабели соответствовали пропускной способности подъёмных средств (электрокары), но, прежде
всего, обусловлено потребностями сушки (воздух омывать каждую доску или каждую деталь, находящуюся в камере).
Штабель должен иметь чётко определённую геометрическую конфигурацию при тщательном соблюдении размеров.
Однако нужно проводить различие между пиломатериалами и заготовками, т.к.
последние имеют меньшие размеры.
При укладке в штабель досок они должны иметь определённую толщину, желательно также, чтобы уложенные в штабель элементы были одинаковой длины или, по крайней мере, не очень отличались по длине. Длина штабеля будет определяться длиной уложенных досок.
Ширина штабеля, как правило, равняется 1,2 м, что соответствует пропускной
способности транспортных средств, которые могут загружать два спаренных штабеля.
Однако это не исключает использование и других размеров (от 0,9м до 2,2м.), что обуславливается особыми требованиями операторов, а также грузоподъёмностью и длиной вилочных захватов электрокаров.
Высота штабеля тоже должна быть ограничена достаточно узкими пределами. В самом деле, желательно, чтобы сушильная камера имела точно определённые размеры, которые позволяют разместить в ней определённое количество штабелей, как по высоте, так и по глубине, а по ширине стремятся уложить как можно больше «длин», чтобы максимально загрузить камеру.
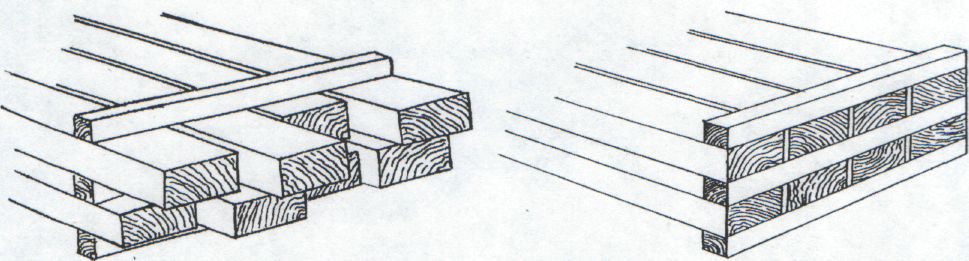
Под штабели укладываются соответствующие поперечные балки такой толщины,
которая позволяет захватить их вилками электрокаров (минимум 80 мм.).
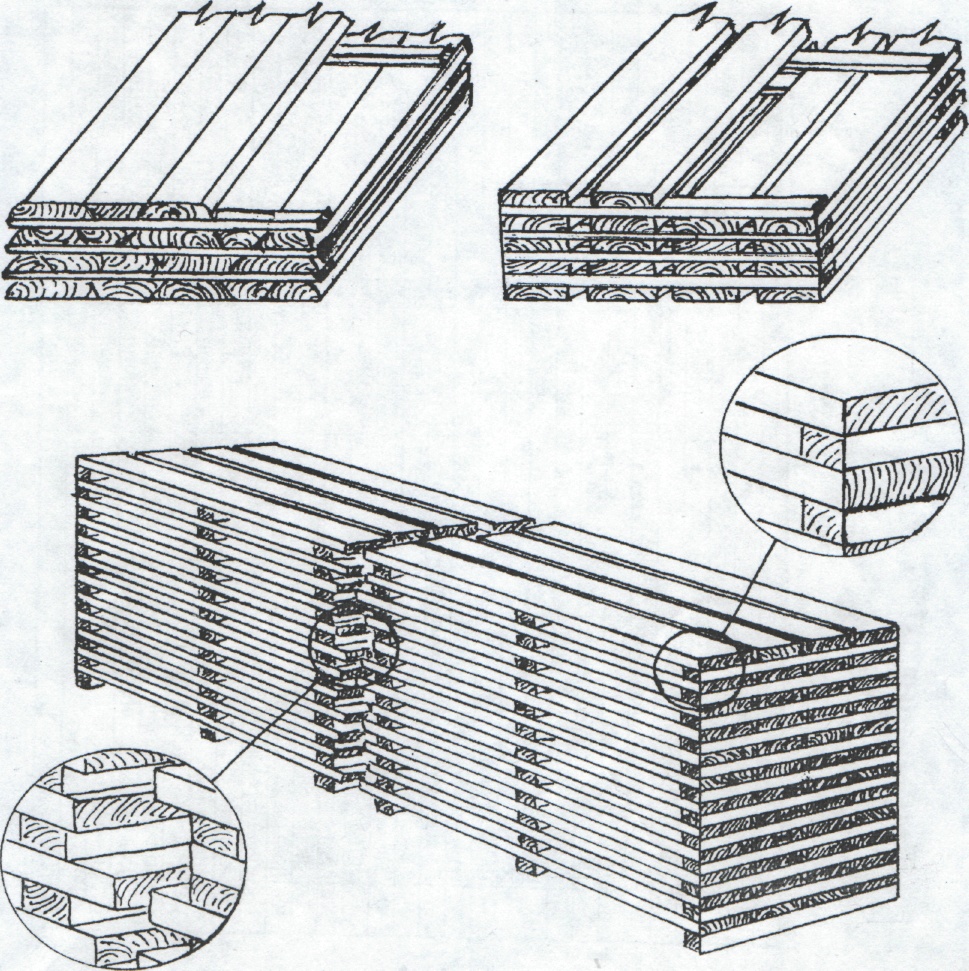
Каждый слой досок отделяется от последующего рядом реек (дощечек), расположенных поперечно к доскам (длина реек должна быть равной ширине штабеля)
Толщина рейки должна быть, как правило, равна половине толщины доски; на
практике допускается другая толщина, обусловленная также требованиями вентиляции
Ниже приводится толщина реек для правильной сушки.
Толщина доски Толщина рейки
до 25мм 18мм
от 26 до 45 20 мм
от 46 до 65 25 мм
от 66 до 80 30 мм
Расстояние между одной рейкой и другой зависит от толщины досок в штабеле; разумеется, чем меньше доски, тем меньше между ними расстояние. Ориентировочно Можно принять следующие размеры:
Толщина доски Расстояние между рейками.
До 25мм 400-800мм
От 25 до 50мм 500-900мм
От 50 до 65мм 600-ЮООмм
От 65 до 80мм 800-И 500мм
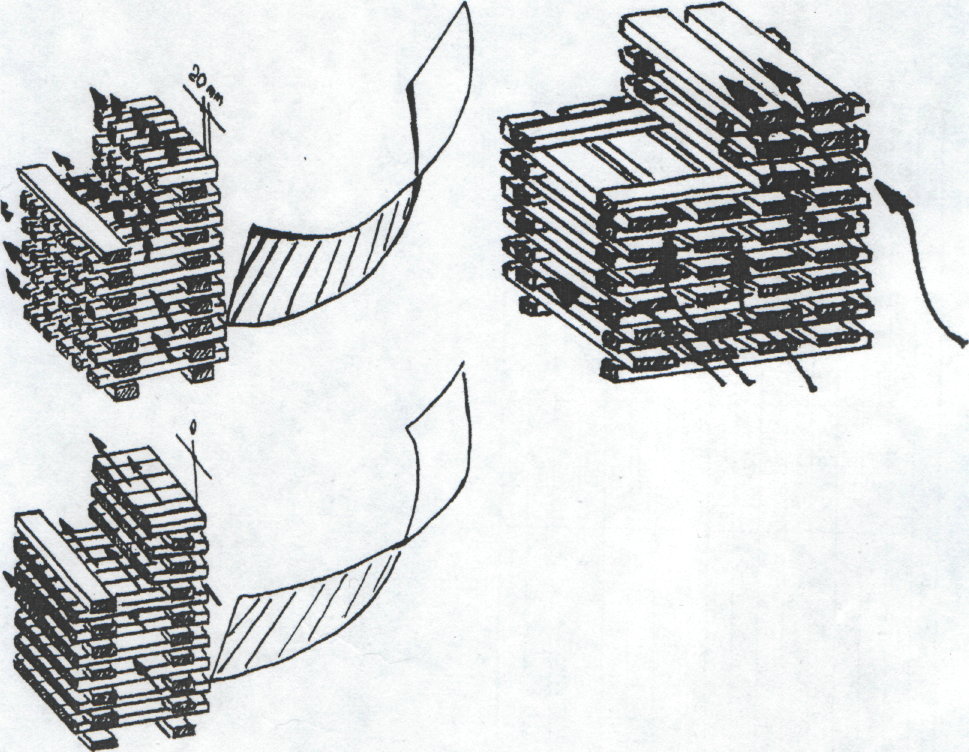
Следует иметь в виду, что укладка реек препятствует возможным деформациям штабеля в процессе сушки.
Рейки аккуратно укладываются по вертикали, поверх нижней траверсы, без пропусков. Торцы штабелей должны быть тщательно выровнены с помощью торцовочных реек.
При укладке заготовок (деталей) размеры штабеля определяются в зависимости от размеров деталей с учётом огромной разницы в конфигурации. Самые маленькие детали укладываются в штабель на основе поддона, зачастую в качестве прокладки используется сама деталь.
Следует также сказать, что при укладке досок очень малой толщины (до 40мм) ширина доски значительно превосходит её толщину. В этом случае доски можно размещать примыкающими друг к другу (соприкасающимися), при укладке же досок большей толщины или деталей, из следует помещать на определённом расстоянии друг от друга (равном 30-40 % толщины).
Перед размещением штабелей в камере необходимо очистить камеру от мусора.
Штабели необходимо ввозить и устанавливать очень осторожно, чтобы не повредить стены камеры и фальшпотолок.
Критерий, которым должен руководствоваться оператор, занятый на этом участке, заключается в том, чтобы избежать образования коридоров или открытых пространств по ходу движения воздуха. Последний должен обязательно омывать штабели, проникая в зазоры между прокладками.
Загрузку камеры начинают с укладки штабелей последнего ряда в глубине
камеры. Первый слой на пол. Штабели, уложенные у боковых стен камеры, образуют торцевую часть, подвинутую к стене и расположенную как можно ближе
к ней (на расстояние не более 10 см).
После укладки первого слоя приступают, руководствуясь тем же принципом к
укладке штабелей второго и третьего слоев.
Штабели загружаются в камеру вилочным погрузчиком марки АМКОДОР 451А либо KAMACU FD-15, который позволяет перемещать вилы влево-вправо.
Посторонним лицам "запрещается находиться на расстоянии менее 5 метров от поднятого или перевозимого штабеля с пиломатериалами. Загрузкой должен руководить оператор.
Редко удается поставить штабели, не оставляя «дыр» между ними. Важно, чтобы в следующем ряду перед дырой находился целый штабель.
После укладки всех рядов не должно быть ни одного свободного коридора, куда может проникнуть воздух.