

Московский госудорственный технический университет
«МАМИ»
ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ
Методические указания по выполнению курсовых и дипломных проектов
Тема: Разработка технологического процесса изготовления деталей методом холодной листовой штамповки с применением операций резки, вырубки, пробивки.
Автор: Тараканова Н.Ф. доцент кафедры «Инновационные технологии в приборостроении» (МГАПИ).
Г. Серпухов
2005
1.ЗАДАНИЕ И ОБЪЕМ КУРСОВОГО ПРОЕКТА
Задание на курсовой проект ( рабочий чертеж детали) выдается каждому студенту в начале семестра согласно учебному графику специальности.
Курсовой проект должен состоять из 2-х листов формата А1 графического материала и 20-25 страниц текста расчетно-пояснительной записки (формат А4).
В установленные сроки студент должен защитить свой проект преподавателю, назначенному кафедрой. Если руководитель проекта допускает студента до защиты, то проект оценивается оценками удовлетворительно, хорошо и отлично.
2.ЦЕЛЬ И СОДЕРЖАНИЕ КУРСОВОГО ПРОЕКТА.
2.1 Цель курсового проекта – закрепить теоретические знания, полученные при изучении курса и научить студентов самостоятельно решать практические задачи современного машино- и приборостроения.
2.2 Курсовой проект состоит из ряда инженерных технологических задач, для решения которых студент должен уметь пользоваться знаниями, полученными на теоретической части курса (лекции, лабораторные и практические занятия, практика), а также уметь работать со справочниками, стандартами, методическими указаниями, учебниками и другой технической литературой.
2.3 Содержание расчетно-пояснительной записки курсового проекта:
Введение
анализ технологичности конструкции детали;
определение расхода материала заготовки при наиболее рациональном раскрое;
разработка технологического процесса изготовления детали;
расчет технологических режимов по операциям холодной листовой штамповки: усилие и работа резки заготовки; усилия и работа вырубки, пробивки, гибки, вытяжки и т.д.;
расчет необходимого усилия пресса;
выбор типа и технологической схемы штампа для одной из операций штамповки; расчет исполнительных размеров пуансона и матрицы; расчет координат центра приложения усилия штамповки (для несимметричных деталей);
выбор оборудования по операциям технологического процесса;
описание принципа действия и работы штампа.
2.4 Содержание графической части проекта
Первый лист формата А1: рабочий чертеж детали (с выделением форматаА4 или А3), эскиз заготовки, операционные эскизы обработки (не менее четырех).
Второй лист формата А1: сборочный чертеж штампа.
3.ОБЩИЕ ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ КУРСОВОГО ПРОЕКТА.
3.1. Объектом курсового проектирования является разработка технологического процесса изготовления детали методом холодной листовой штамповки с применением операций резки, вырубки, пробивки.
Студент может предложить к разработке технологического процесса конструкцию своей детали, что должно быть утверждено руководителем проекта.
3.2. Расчетно-пояснительная записка должна иметь:
титульный лист
бланк задания (заполненный студентом и утвержденный руководителей проекта);
содержание (с указанием номеров страниц);
введение
текст расчетно-пояснительной записки.
Расчетно-пояснительная записка пишется на листах бумаги формата А4 (с одной стороны) от руки или печатным способом, высота букв не менее 2,5 мм. Текст излагается кратко, последовательно, аккуратно (не следует переписывать из учебников и другой литературы общие сведения, определения и т.п.), должен содержать обоснование выбранных решений с расчетами, схемами, графиками, таблицами, эскизами с обязательным разъяснением указанных символов.
Листы расчетно-пояснительной записки брошюруются и нумеруются сквозной нумерацией, причем титульный лист, задание, содержание не нумеруются, но входят в общее количество листов.
Лист «Введение» оформляется рамкой со штампом для текстового материала, на остальных листах допускается рамку не делать, а оставлять поля не менее 15 мм, поле подшивки – не менее 20 мм.
Технологический процесс, выполненный на специальных бланках, является приложением и прикладывается к пояснительной записке.
3.3. Графическая часть проекта состоит из двух листов формата А1, выполненных в соответствии с ЕСКД. Чертежи выполняются вручную или на компьютере с помощью графических программ типа Автокад. Допускается пропорционально уменьшать (масштабировать) формат А1 вплоть до А4 с условием четкого изображения всех чертежных элементов и текстового материала.
4. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ КУРСОВОГО ПРО ЕКТА.
4.1. Введение.
Введение должно содержать характеристику детали, её назначение, технические требования, которые необходимо учесть при изготовлении; характеристику метода формообразования детали.
4.2.Анализ технологичности конструкции детали.
В процессе анализа технологичности студент должен:
4.2.1. Определить вид штамповки - разделительные или формообразующие операции будут применяться.
4.2.2. Определить из чертежа материал детали, в справочнике найти и выписать основные механические свойства материала: в – предел прочности, МПа; т – предел текучести, Мпа; - относительное удлинение, %; оценить соотношение т/в и сравнить с рекомендуемыми значениями для разделительных или формоизменяющих операций.
Рекомендации: 1. Для разделительных операций т/в 0,8; 5%;
2. Для формоизменяющих операций т/в 0,6; 18%.
4.2.3. Сделать вывод о технологичности материала детали для проведения операций штамповки:
если характеристики материала соответствуют рекомендациям – материал технологичен;
если характеристики материала не соответствуют рекомендациям - материал не технологичен, поэтому необходимо проанализировать влияние характеристик материала на процесс штамповки и предложить техническое решение вопроса.
4.2.4. Оценить технологические возможности штамповки, то есть возможность получения предложенным методом требуемой точности размеров и шероховатости поверхностей (таблица 1), а также конструктивных элементов детали (таблица 2). Если технологические возможности метода не соответствуют требованиям чертежа, предложить техническое решение вопроса (при необходимости указать методы доработки детали до нужных параметров).
Таблица 1
Операция |
Точность |
Шероховатость поверх.реза |
Разрезка |
IT 14-16 |
Rz=80-20 мкм |
Вырубка-пробивка |
IT 9-10 |
Rа=5-2,5 мкм |
Чистовая вырубка-пробивка |
IT6-9 |
Ra=3,2-1,6 мкм |
Таблица 2

Примечание. Окончательный вывод о технологичности конструкции сделать по результатам расчета коэффициента использования материала (раздел «Определение расхода материала»).
4.3. Определение расхода материала (при наиболее рациональном раскрое).
В качестве исходного материала чаще всего используется лист заданной толщины размерами 1000*2000 мм.
Цель при выполнении раздела: найти такой вариант раскроя листа на полосы (вдоль длинной или короткой стороны), а в полосе такое размещение деталей (или заготовок), чтобы расход материала был наиболее рациональным, то есть коэффициент использования материала (Ким) достигал максимума при всех технологических ограничениях (необходимых значениях величин перемычек между деталями в полосе, расстояний от края детали до края полосы, направления линий проката и т.п.).



 Lл
L
л
Lл
L
л
 Вп
Вп
В








 п
п
В
 л
л
Вл

Рис.4.1. Раскрой листа в двух вариантах.
Примечание: в учебных расчетах Lлиста =2000 мм, Bлиста =1000 мм.
 m
m
 m1
m1
D
B п
L п
Рис.4.2. Раскрой полосы.
Где D – размер вырубаемой детали (заготовки ), мм
m1 – величина боковой перемычки, мм
m – величина перемычки между деталями (заготовками),мм
Bп, Lп – соответственно ширина и длина полосы,мм
Расчет ширины полосы:
Bп = D + 2 m1,
Где D – размер вырубаемой детали (заготовки ), мм
m1 – величина боковой перемычки, мм
Величины перемычек зависят от толщины и твердости материала, размеров и формы вырубаемых деталей, наличия в штампе упоров, прижимов и т.д. Величины перемычек выбирают так, чтобы обеспечить вырубку деталей по всему контуру без разрыва перемычек и без втягивания их в матрицу. При этом расход материала на перемычки должен быть минимальным.
Рекомендуемые величины перемычек для металлических деталей указаны в таблице 3.
Таблица 3.
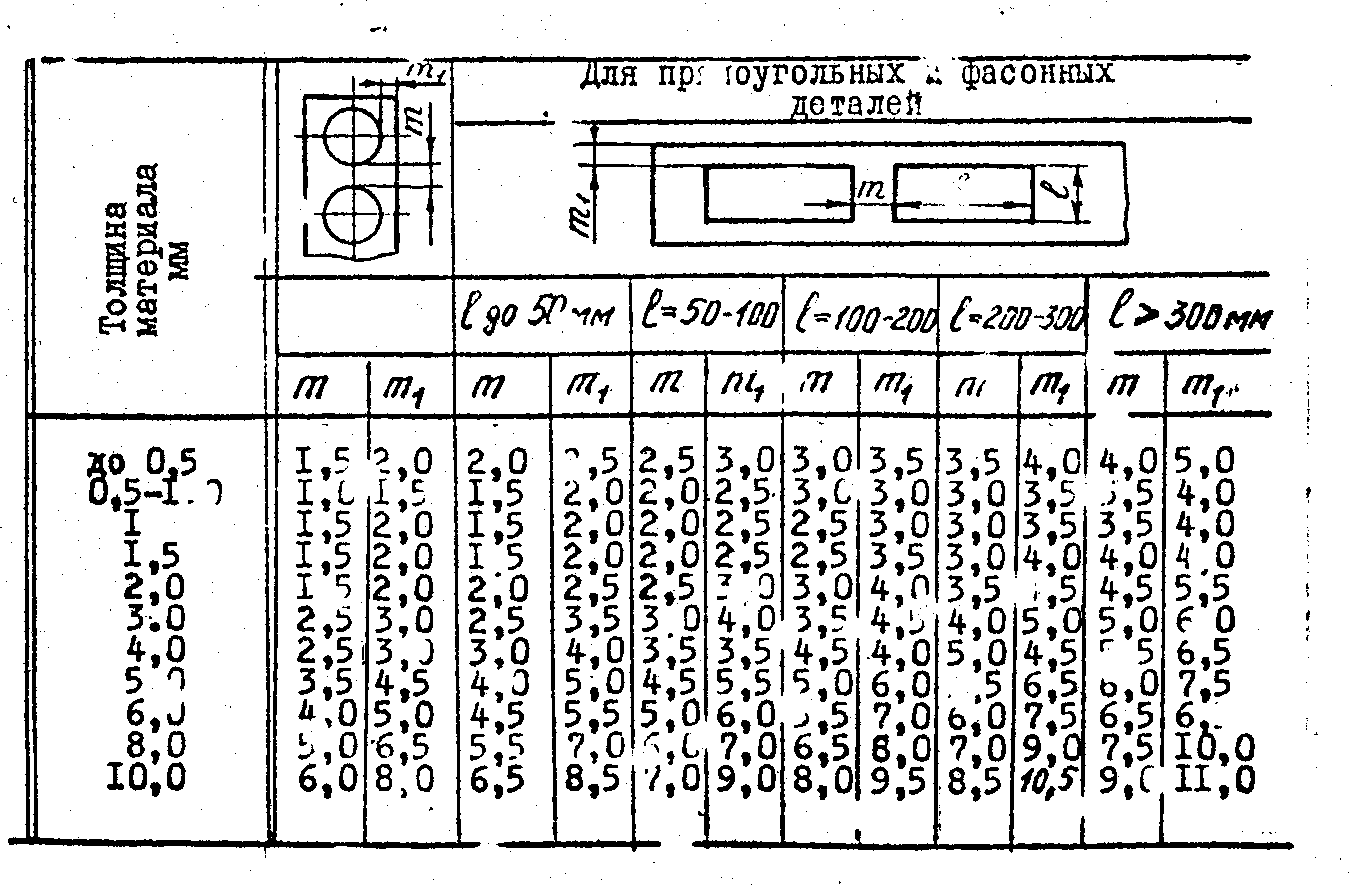
Примечание: Для неметаллических деталей величину перемычек увеличить на 15%.
Коэффициент использования материала полосы:
Fд * n
Ким = * 100 %,
Bп * Lп
где Fд - полезная площадь детали (или заготовки), мм2
n - количество деталей (заготовок) в полосе, шт.
Bп – ширина полосы, мм
Lп -длина полосы, мм.
Коэффициент использования материала листа:
Fд * n * N
К
 им
= * 100% , где
им
= * 100% , где
B л* L л
где Fд - полезная площадь детали (заготовки), мм2
n – количество деталей (заготовок) в полосе, шт.
N – количество полос в листе, шт.
Bп – ширина листа, мм
L л – длина листа, мм
Внимание! По результатам расчета Ким сделать окончательный вывод о технологичности конструкции детали. (Конструкцию считать технологичной, если Ким не менее 50%).
4.4. Разработка технологического процесса изготовления детали.
Этапы разработки технологического процесса.
Выбор вида ТП (с обоснованием)
Выбор вида заготовки (с расчетами)
Определение маршрута обработки и предварительного содержания операций (с обоснованием).
Расчет режимов.
Назначение оборудования, оснастки, средств автоматизации и механизации (с необходимыми расчетами и обоснованием выбора).
Нормирование.
Оформление рабочей документации.
Исходные данные для проектирования ТП.
Рабочий чертеж детали
Технические требования (термообработка, покрытия и т.п.)
Программа выпуска
Руководящие технические материалы (нормативы, нормали, каталоги и т.д.)
4.4.1. Виды технологических процессов:
По методу разработки и применения
- единичные
- типовые
По назначению
рабочие
перспективные
3.Постепени детализации технологических документов
маршрутные
операционные
маршрутно-операционные