

Раздел 3. Разъемные соединения.
К разъемным относятся такие соединения, которые могут быть разобраны без повреждения деталей.
Резьбовые соединения
Являются наиболее совершенным, а потому массовым видом разъёмных соединений. Применяются в огромном количестве во всех машинах, механизмах, агрегатах и узлах.
Рис.1
Основные детали соединения имеют наружную либо внутреннюю винтовую нарезку (резьбу) и снабжены огранёнными поверхностями для захвата гаечным ключом.
Болт – длинный цилиндр с головкой и наружной резьбой. Проходит сквозь соединяемые детали и затягивается гайкой (рис.1,а) – деталью с резьбовым отверстием. Винт – внешне не отличается от болта, но завинчивается в резьбу одной из соединяемых деталей (рис.1,б). Шпилька – винт без головки с резьбой на обоих концах (рис.1,в).
Резьбовые соединения различают по назначению на:
резьбы крепёжные для фиксации деталей (основная – метрическая с треугольным профилем, трубная – треугольная со скруглёнными вершинами и впадинами, круглая, резьба винтов для дерева) должны обладать самоторможением для надёжной фиксации;
Рис.2
Метрическая резьба (рис. 3). Форма профиля треугольная с углом a= 60° Профиль резьбы - симметричный (g = a /2 = 30°), имеет срезы по прямой вершив резьбы винта и гайки.
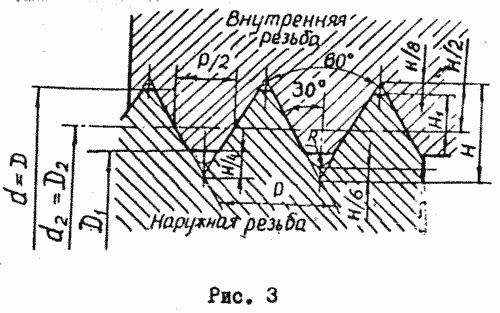
Рис.3
Профиль впадин винта и гайки не регламентирован. Рабочая высота профиля H1=0,54Р. Метрическая резьба стандартизирована, является основной крепежной резьбой. Наклон боковой стороны профиля обеспечивает возможность создания больших осевых сил, а также возможность самоторможения (вследствие клинового эффекта).
Метрическую резьбу выполняют с крупным и мелким шагами (рис. 4).
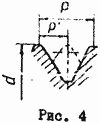
Рис.4
За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
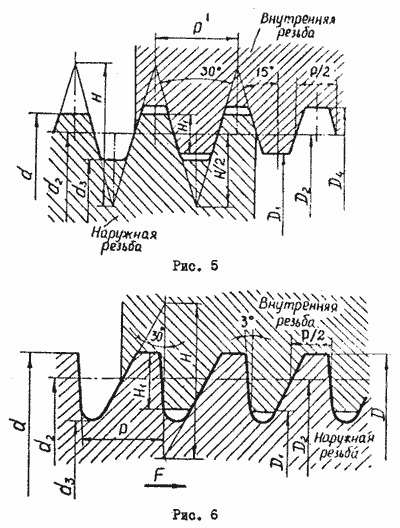
Трапецеидальная резьба (рис.5). Имеет симметричный профиль с углами a= 30° и g=a/2 = 15° и рабочей высотой профиля H1=0.5Р. Резьба стандартизирована. Шаг может быть крупным, средним и мелким. Меньший по сравнению с метрической резьбой угол наклона боковой стороны профиля обусловливает меньшие потери на трение при использовании этой резьбы. В силу чего резьбу применяют для передачи движения в ходовых и грузовых винтах при двустороннем (реверсивном) движении под нагрузкой. Многозаходную трапецеидальную резьбу с номинальным диаметром 40 мм, ходом 12 мм и шагом б мм обозначают Тr 40х12 (Р6); однозаходную - Тr 40х6.
Упорная резьба (рис.6). Имеет несимметричный профиль. Ее применяют для ходовых и грузовых винтов с большой односторонней осевой нагрузкой. Угол наклона рабочей стороны профиля ; к перпендикуляру к оси резьбы для повышения КПД выбирают достаточно малым (g = 3°), угол наклона нерабочей стороны профиля - 30°, рабочая высота профиля, H1=0,75Р. Резьба стандартизирована, шаг может быть крупным, средним и мелким. Многозаходную упорную резьбу, имеющую (d = 40 мм, Ph= 12 мм, Р = 6 мм обозначают S 40х12(Р6); однозаходную – S 40х6.
Прямоугольная резьба (угол наклона боковой стороны к перпендикуляру к оси резьбы g = 0°). Обеспечивает наивысший КПД, но неудобна в изготовлении, не стандартизирована.
Круглая резьба. Применяется для винтов, подверженных большим динамическим нагрузкам, а также для винтов, часто завинчиваемых и отвинчиваемых.
В машинах, выпущенных в странах, где действует дюймовая система мер, используют дюймовые резьбы, в которых вместо шага задано число ниток резьбы на дюйм, а угол профиля a = 55°.
Дюймовые резьбы не применяются при проектирования новых изделий.
Трубная резьба. Представляет собой мелкую дюймовую резьбу без зазоров по выступам я впадинам. Она является крепежно-уплотняющей; ее применяют для соединения труб.
Конические резьбы. Обеспечивают непроницаемость без специальных уплотнений. Их применяют для соединения труб, установки пробок, масленок и т.п. Стандартизованы три резьбы с конусностью 1:16 ( j/2 = 1°47'24'' ). На рис. 7 показана трубная коническая резьба с углом профиля a = 55°. Для возможности свинчивания с внутренней цилиндрической резьбой профиль резьбы конической выполняют с биссектрисой угла, перпендикулярной оси конуса. Диаметры резьбы измеряют в так называемой основной плоскости, соответствующей торцу гайки со стороны большого диаметра резьбы. Коническая резьба позволяет затяжкой компенсировать износ, обеспечивает более равномерное распределение нагрузки между витками резьбы, сокращает время на сборку.
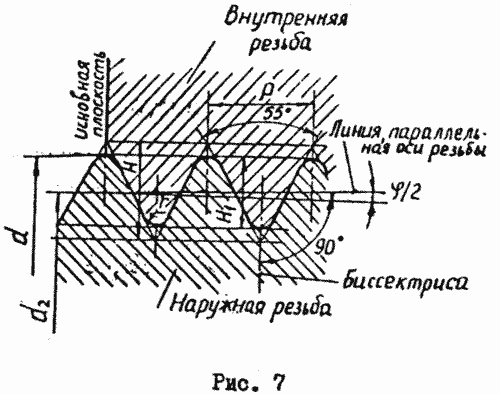
Рис.7
резьбы силовые для винтовых механизмов (прямоугольная, трапецеидальная симметричная, трапецеидальная несимметричная упорная) должны обладать малым трением для снижения потерь.
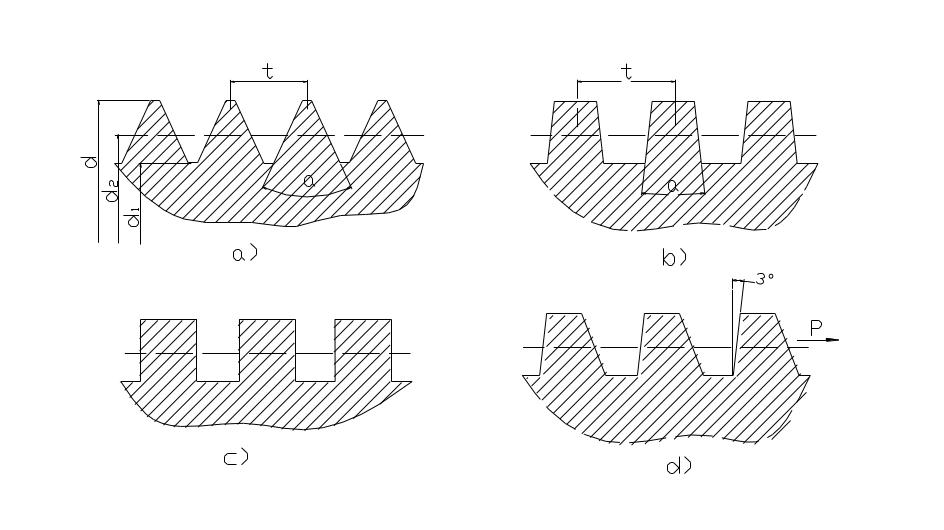
Рис. 8
Силовые резьбы применяются для тех винтовых соединений, в которых желательно иметь меньшие потери на трение (например, в домкратах, натяжных устройствах, подъемниках, винтовых прессах, ходовых винтах).
Прямоугольная резьба, вследствие технологических трудностей ее изготовления, применяется крайне редко и обычно заменяется резьбами типа (рис.8,в и г). Резьба (рис.8, г), как показано на рисунке, применяется только при одностороннем действии основных нагрузок; при обратном приложении нагрузки потери на трение возрастают. В некоторых случаях применяется также резьба круглого профиля (там, где имеется опасность повреждения острых кромок, например, в пожарном оборудовании, в цоколях электрических ламп).
Конструкции винтов и гаек весьма многообразны.
Для малонагруженных и декоративных конструкций применяются винты и болты с коническими и сферическими головками (как у заклёпок), снабжёнными линейными или крестообразными углублениями для затяжки отвёрткой. Для соединения деревянных и пластмассовых деталей применяют шурупы и саморезы – винты со специальным заострённым хвостовиком.
Болты и гайки стандартизованы. В их обозначении указан наружный диаметр резьбы.
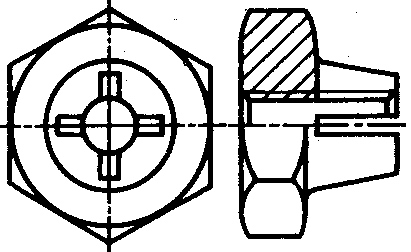
Формы головок винтов
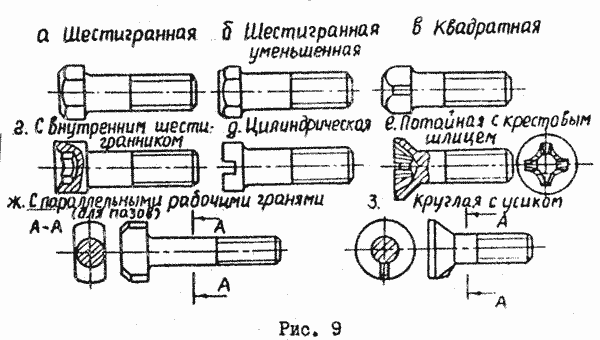
Рис.9
Все винты (и болты) по форме их головок можно разделить на три группы: захватываемые инструментом снаружи (рис. 9а,б,в); захватываемые инструментом о торца (рис. 9г.д.е); с головками, препятствующими провороту винта (рис. 9ж,з).
Головки винтов с наружным захватом. Обеспечивают наибольшую силу затяжки, но при этом требуется больше места для захвата ключом. Широкое распространение получила шестигранная головка (Рис. 9а,б), для которой требуется поворот гаечного ключа (рис. 10а) на 1/6 оборота до перехвата за следующие грани (при условии, что ключ не переворачивается). Для уменьшенной шестигранной головки (см. рис. 96) нужно меньше места для размещения. Это позволяет снизить массу конструкции. В условиях частого завинчивания и отвинчивают и при наличии свободного пространства для поворота ключа применяют квадратные головки (см. рис. 9в). которые при тех же габаритах имеют более широкие грани.
Головки с торцовым захватом. Можно размещать в углублениях, что улучшает внешний вид, уменьшает габариты и создает удобства обслуживания машины. В зависимости от формы применяемого инструмента такие головки выполняют: о внутренним шестигранником (см. рис. 9г). шлицем под обычную отвертку (см. рис. 9д) или с крестовым шлицем под специальную отвертку (см. рис. 9е). Винты с внутренним шестигранником обслуживаются простым ключом в виде изогнутого под прямым углом прутка шестигранного профиля. На рис. 10 показаны гаечный ключ (рис. 10а) для винта с наружным шестигранником и ключ прутом для винта с внутренним шестигранником (рис. 106). Во втором случае размеры соединения (А - расстояние до соседнего винта, С - до стены, К - ширина фланца) меньшие. Широкое применение винтов с внутренним шестигранником объясняется еще и тем, что прочность граней шестигранного отверстия меньше прочности стержня винта, и его невозможно оборвать при затяжке, а процесс затяжки легко поддается автоматизации. Головки винтов для завинчивания отверткой (см. рис. 9д,е) могут быть цилиндрическими, полукруглыми, потайными или полупотайными. Головки с крестовым шлицем (см. рис. 9е) более совершенны, так как такой шлиц лучше сопротивляется обмятию.
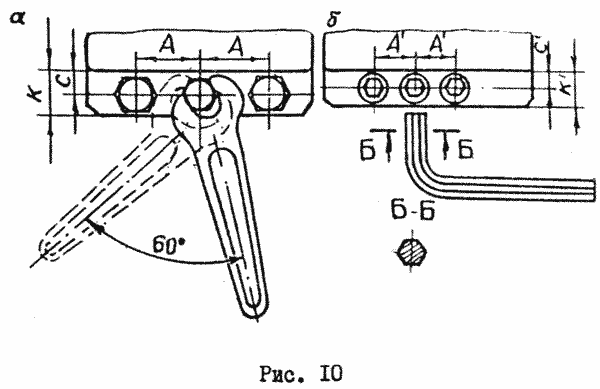
Рис.10
Головки, препятствующие провороту. Подразделяют на головки специальной формы, закладываемые в гнезда, или головки с двумя параллельными рабочими гранями, закладываемые в пазы (см. рис. 9ж), и круглые головки с усиком, вызывающие обмятие детали (см. рис. 9з).
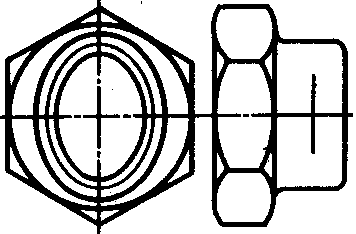
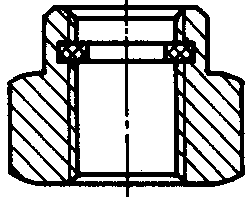
Формы гаек
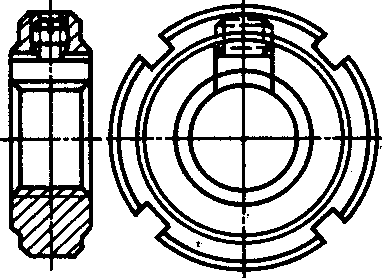
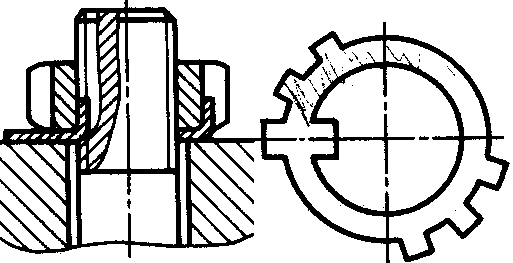
Наибольшее распространение получили шестигранные гайки (рис. 11а,б). При частом завинчивании и отвинчивании и больших силах затяжки используют высокие гайки, при необходимости экономии места - гайки с уменьшенным размером под ключ (см. рис. 11а). Гайки, подлежащие стопорению с помощью шплинтов, выполняют прорезными (на рисунке не показаны) или корончатыми (см. рис. 11в). Круглые гайки со шлицами (см. рис. 11г) используют преимущественно для валов. При относительно малых (для данного номинального диаметра) осевых нагрузках используют гайки с отверстиями на торцовой поверхности (см. рис. 11д). Гайки, предназначенные для небольшой затяжки и частого отвинчивания без ключа, выполняют с накаткой иди в виде барашков (см. рис. 11е).

Рис.11
Резьбовые соединения имеют ряд существенных достоинств:
высокая надёжность;
удобство сборки-разборки;
простота конструкции;
дешевизна (вследствие стандартизации);
технологичность;
возможность регулировки силы сжатия.
Недостатки резьбовых соединений:
концентрация напряжений во впадинах резьбы;
низкая вибрационная стойкость (самоотвинчивание при вибрации).
Это серьёзные недостатки, однако, их можно свести к минимуму и, практически, полностью исключить. Это делается посредством правильного проектировочного расчёта и специальных мер стопорения, называемых на техническом языке "контровка". Известны следующие виды стопорения.
Стопорение дополнительным трением, за счёт создания дополнительных сил трения, сохраняющихся при снятии с винта внешней нагрузки.
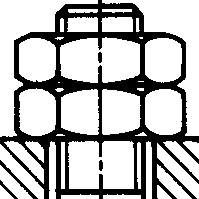
|
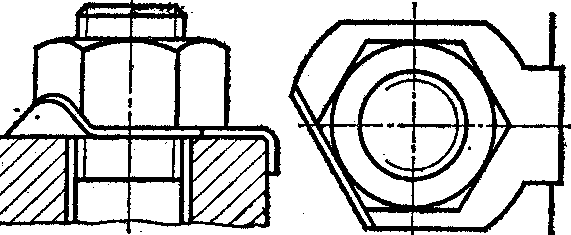
Контргайка воспринимает основную осевую нагрузку, а сила трения и затяжки в резьбе основной гайки ослабляется. Необходима взаимная затяжка гаек. |
|||||||
|
Самоконтрящиеся гайки с радиальным натягом резьбы после нарезания резьбы и пластического обжатия специальной шейки гайки на эллипс. |
|||||||
|
Иногда самоконтрящиеся гайки выполняются с несколькими радиальными прорезями.
|
|||||||
|
Гайки с полиамидными кольцами без резьбы, которая нарезается винтом при завинчивании, обеспечивают большие силы трения. Применяют полиамидную пробку в винте. |
|||||||
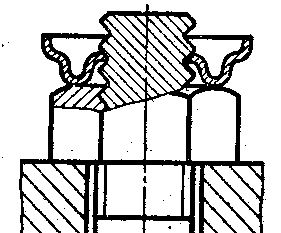
|
Контргайка цангового типа (слева) при навинчивании обжимается на конической поверхности. Контргайка арочного типа (справа) при навинчивании разгибается и расклинивает резьбу. |
|||||||
|
Пружинные шайбы обеспечивают трение в резьбе. Повышают сцепление врезанием своих острых срезов. Изготавливаются для правой и левой резьбы. Создают некоторое смещение нагрузки. |
|||||||
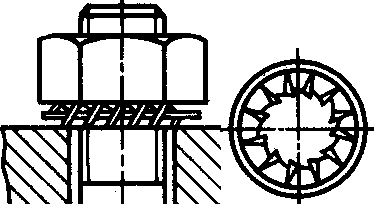
|
У пружинных шайб с несколькими отогнутыми усиками сила упругости направлена строго по оси болта. Стопорение пружинными шайбами ненадёжно. |
|||||||
|
При спокойных нагрузках резьбы стопорят специальными винтами через медную или свинцовую прокладку или деформированием гайки с прорезями, перпендикулярными оси. |
|||||||
|
|
|
|
|
|
|
||
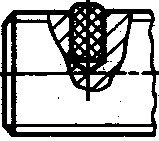
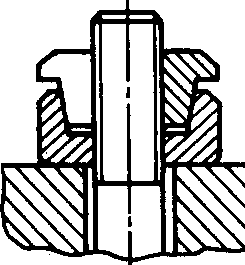
Стопорение специальными запирающими элементами, полностью исключающими самопроизвольный проворот гайки.
|
Шплинты ГОСТ 397-79 сгибают из проволоки полукруглого сечения плоскими сторонами внутрь. Выпадению шплинта препятствуют его петля и разогнутые концы. |
|||||
|
Шайбы с лапками ГОСТ 11872-80 стопорят гайки со шлицами при регулировке подшипников качения на валу. Внутренний носик отгибается в канавку винта, а наружные лапки – в шлицы гайки. |
|||||
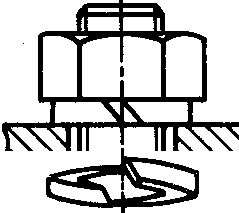
|
У шайб с лапками ГОСТ 3693/95-52 одна отгибается по грани гайки, а другая по грани детали. Стопорение такими шайбами, как и шплинтами, весьма надёжно и широко распространено. |
|||||
|
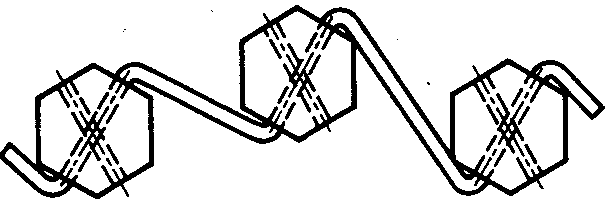
В групповых соединениях головки болтов обвязывают проволокой через отверстия с натяжением проволоки в сторону затяжки резьбы. |
|||||
|
|
|
|
|
||

3. И, наконец, стопорение может выполняться также пластическим деформированием или приваркой после затяжки.
Все резьбы стандартизированы в мировом масштабе, то есть резьбы национальных стандартов соответствующих типов взаимозаменяемы.
Сравнение крепежных и силовых резьб

Рис.12
На рис.12 показаны в сравнении профили силовой (б) и крепежной (а) резьб. При равной в обоих случаях осевой нагрузке р крепежная резьба имеет большую силу трения в витках. Сила трения в силовой резьбе:
Fб=Pf
Сила трения в крепежной резьбе:
Fa
= Nf =
![]() = Pf¢;
f¢
=
= Pf¢;
f¢
=
![]() .
.
f¢ > f; Fб > Fa.
2. По шагу резьбы разделяются на основные и мелкие. Мелкие резьбы для тех же диаметров имеют меньший шаг того же профиля, что и в основной резьбе. Применение мелких резьб меньше ослабляет сечение деталей и благодаря меньшему углу спирали нарезки лучше предохраняет соединение против самоотвинчивания.
Для диаметров свыше 20 мм уже обычно применяются мелкие резьбы.
Пример обозначения резьбы:
М 16 х 2 - основная; М 16 х 1,5 - мелкая.
Здесь: М - метрическая; 16 - номинальный (наружной) диаметр резьбы в мм; 2 и 1,5 - шаг резьбы в мм.