

2.1.16 Инструмент
Операции по подготовке рамных пил к работе представлены в таблице 2.5.
Таблица 2.5– Операции по подготовке рамных пил к работе
Операция |
Цель операции |
Средства операции |
Требования к операции |
Допускаемые отклонения |
1 |
2 |
3 |
4 |
5 |
1 Удаление антикорро-зионного слоя |
|
Антикорро-зионный слой удаляют протиранием пилы опилками, затем – сухой ветошью. |
|
|
2 Крепле-ние планок к пилам и проверка правильно-сти приклепки планок к пилам |
Приклепка к верхнему концу у новых пил или восстановление оборванных планок в использованных пилах
|
Планки к пилам разных ширин. Шаблон, пробойник, наковальни |
Предваритель- ная разметка. Расстояние между отверстиями в пиле и планках одинаковые. Головки после расклепки сошлифовы-ваются. Планки приклепываются плотно, без зазоров. Стержни заклепок должны быть ровными |
Уровень скошения граней планок, прикрепленных к пиле с обеих сторон полотна, должен находится на одной прямой: Отклонение ± 0,1 мм.
|
3 Правка |
Устранение дефектов формы и напряженного состояния полотна рамной пилы |
Молоток, наковальня
|
Отсутствие дефектов формы и напряженного состояния (слабины, выпучины тугих мест, изгибов) |
Визуальный контроль |
4 Плюще-ние
|
Обеспечение свободного движения пилы в пропиле без трения полотна о древесину. Восстанавливается 1 раз в смену. |
Плющильный станок собственного изготовления
|
Расплющенные кончики зубьев должны лежать на одной прямой с уширением на сторону: зимой-0,75 мм, летом-0,85 мм. |
Предельное отклонение ±0,05 мм.
|
5 Фуговка зубьев
|
Выравнивание боковых уширений кончиков зубьев после формирования
|
Станок ТПБ –2 Шлифовальные круги 150х10х32 мм 25А40-25СМ – 2 шт. |
После фугования боковых уширений все кончики лезвий зубьев должны лежать на одной прямой |
Разность по ширине зубьев после фуговки на одну сторону - ±0,05 мм.
|
1 |
2 |
3 |
4 |
5 |
6 Вальцева-ние полотен пил
|
Предельное удлинение средних (по ширине) частей полотен пил. |
Вальцовочный станок марки ПВ-35. Величина давления на пилу – 16;20 КН |
Степень вальцевания 0,1-0,3 мм. Просвет должен увеличиваться к средней части полотна 3-5 следов вальцевания с промежутками 15 мм. Расстояние от планок до начала следа – 100 мм.
|
Предельные отклонения степени вальцевания для значений: 0,05 – 0,1 мм - ±0,05 мм; 0,11 – 0,2 мм - ±0,05 мм; 0,21 - 0,35 мм - ±0,08 мм
|
7 Заточка зубьев |
Восстановление режущих свойств зубьев пилы (через каждые 3 – 4 часа распиловки) |
Полуавтоматические станки Т4ПА-3; 5; 7. Круги на бакелитовой и вулканитовой связке. Толщина круга 0,3 – 4 шага зубьев 25А25-С1-СТ1 |
Профилировка: число двойных ходов в мин – 35; толщина сошлиф. слоя за проход: на передней поверхности-0,09мм; на задней –0,18 мм. Заточка после плющения: число двойных ходов головки в мин. – 35; толщина сошлиф. слоя за один проход: на передней поверхности – 0,05 мм; на задней – 0,09 мм. Число проходов – до образования профиля. В летний период передний угол должен быть увеличен до 17° при распиловке, зимой - уменьшен |
В зимний период высоту зубьев уменьшать на 1 – 2 мм. Допускаемые отклонения шага и высоты зубьев от номинальных размеров - ±0,5 мм; допускаемое увеличение радиуса закругления впадины - 0,7 мм. Предельные отклонения углов ±1°. |
Последовательность операций по подготовке пил может меняться.
Выправленные полотна должны быть плоскими, что легко обнаружить путем приложения к полотну короткой линейки. Планки должны быть прямыми и закрепленными всеми заклепками. В планках не должно быть торцевых заклепов, а головки заклепок должны выступать над их поверхностью. Продольные кромки планок со скосами должны находится на одном уровне.
Пилы в раму устанавливаются с применением специальных захватов для вертикального закрепления и натяжения пил, струбцин и межпильных прокладок для горизонтального закрепления. Прокладки определяют толщину выпиливаемых досок и брусьев. Толщина прокладок равна номинальной толщине выпиливаемого пиломатериала, увеличенной на двойной размер уширения зубьев пил и припуска на усушку. Прокладки изготавливаются в форме параллелепипеда высотой 80мм и шириной 130 мм из сухой древесины березы.
Число пил в поставе должно быть на единицу больше числа выпиленных досок и брусьев, указанных в записи постава. Более узкие пилы должны находиться в центральной части постава. Это обусловлено опережающим отделением горбылей при допиловке бревна или бруса.
Не рекомендуется устанавливать смежные пилы, формирующие одну доску, с максимальным уширением зубьев (заточенные первый раз после плющения) для предупреждения отклонений по толщине пиломатериалов.
Проверяя верхние и нижние прокладки, относящиеся к одной доске постава, необходимо убедиться, что их базовые размеры одинаковы.
Перед началом распиловки необходимо осуществить контроль установки пил:
- величину уклона пил;
- параллельность пил плоскости движения распиливаемого материала.
Заправлять бревна в раму можно только тогда, когда она наберет полную скорость вращения. В начальный период работы необходимо снизить посылку до 25-30 мм, если рекомендуемая величина больше этой, и распилить 5 контрольных бревен или брусьев, контролируя при этом толщины всех пиломатериалов постава. Обнаруженные дефекты устраняются.
Когда процесс распиловки отлажен, необходимо остановить раму, выполнить дополнительное натяжение пил, механизм подачи включить на скорость подачи согласно выбранной посылке и произвести пуск рамы.
В процессе работы рамщик должен обращать дополнительное внимание на ряд моментов:
1) Пиловочные бревна 3-го сорта с содержанием крупных сучков распиливать с посылкой не более 40 мм.
2) Пиловочные бревна 1-го и 2-го сортов можно распиливать с посылками до 50 мм (для рам второго ряда).
3) Периодически контролировать толщину и качество поверхности получаемых пиломатериалов, величину посылки и состояние оборудования.
4) Своевременно удалять «засоры», так как в противном случае неизбежен технический брак в досках и возможен обрыв пилы.
5) При обнаружении значительных дефектов обработки пиломатериалов необходимо установить причины и принять меры к их устранению.
6) В случае вынужденного останова рамы на сравнительно длительное время, особенно зимой, необходимо ослабить натяжение пил и зажим постава в верхней части, предупредив тем самым разрыв полотен в результате охлаждения.
Пилы выпускаются в соответствии с ГОСТ 5524 – 75 двух типов: I – с планками, 2 – без планок; твердость полотна пилы HRC – 42–46. Пилы первого типа предназначены в основном для двухэтажных лесопильных рам и выпускаются шириной до 180 мм, толщиной 2 – 2,5 мм, второго типа – для одноэтажных рам (ширина до 160 мм, толщина 1,6 – 2,2 мм). Вид пил и обозначения параметров зубьев изображены на рисунке 2.2
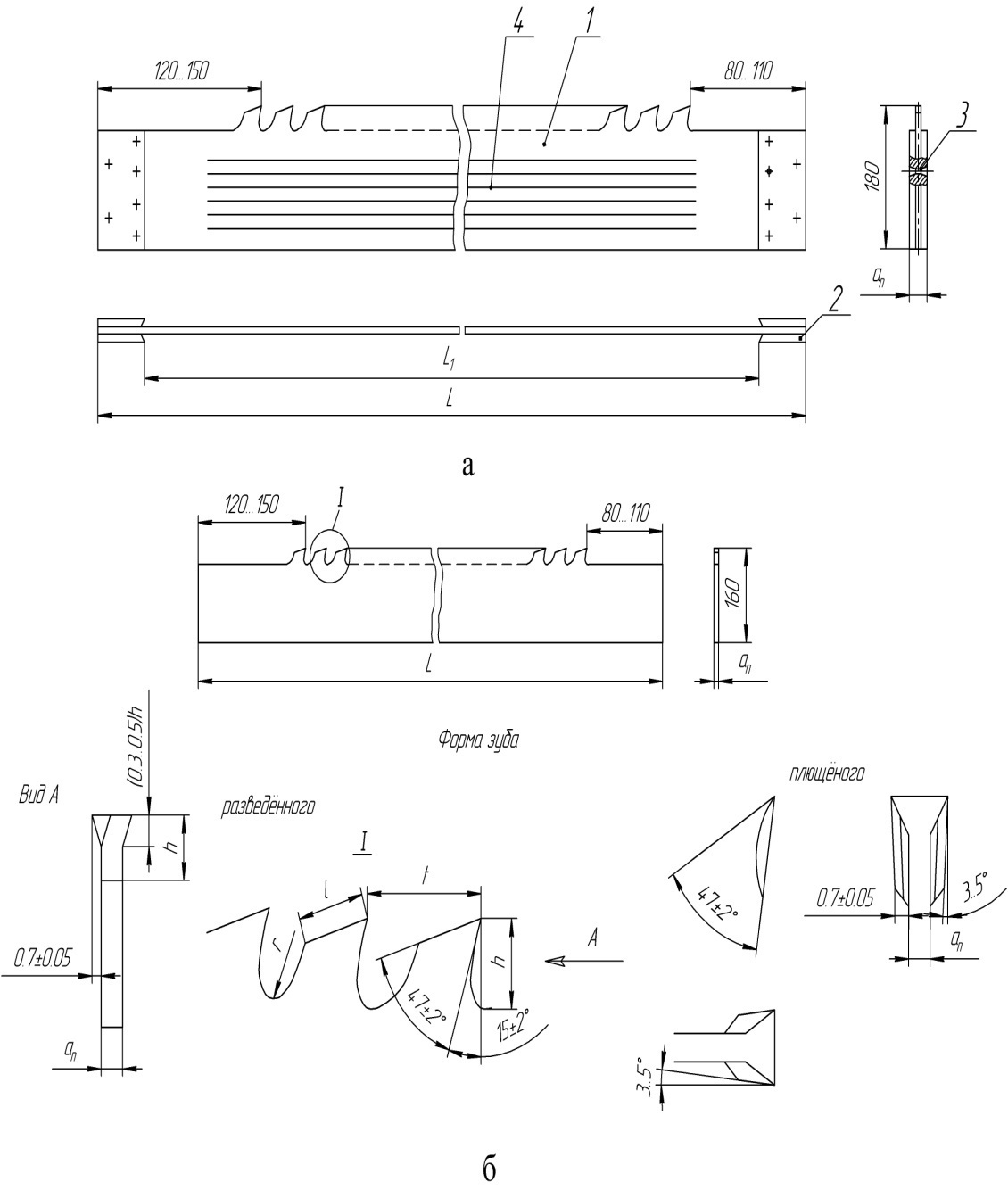
Рисунок 2.2 Рамные пилы:
а – тип I; б – тип 2; I – полотно; 2 – планка;
3 – заклепка; 4 – линии вальцов