

Технологический процесс изготовления детали
Руководителем практики на предприятии РКК «Энергия» выдана копия чертежа детали «Гайка». Чертеж детали на рисунке 1.
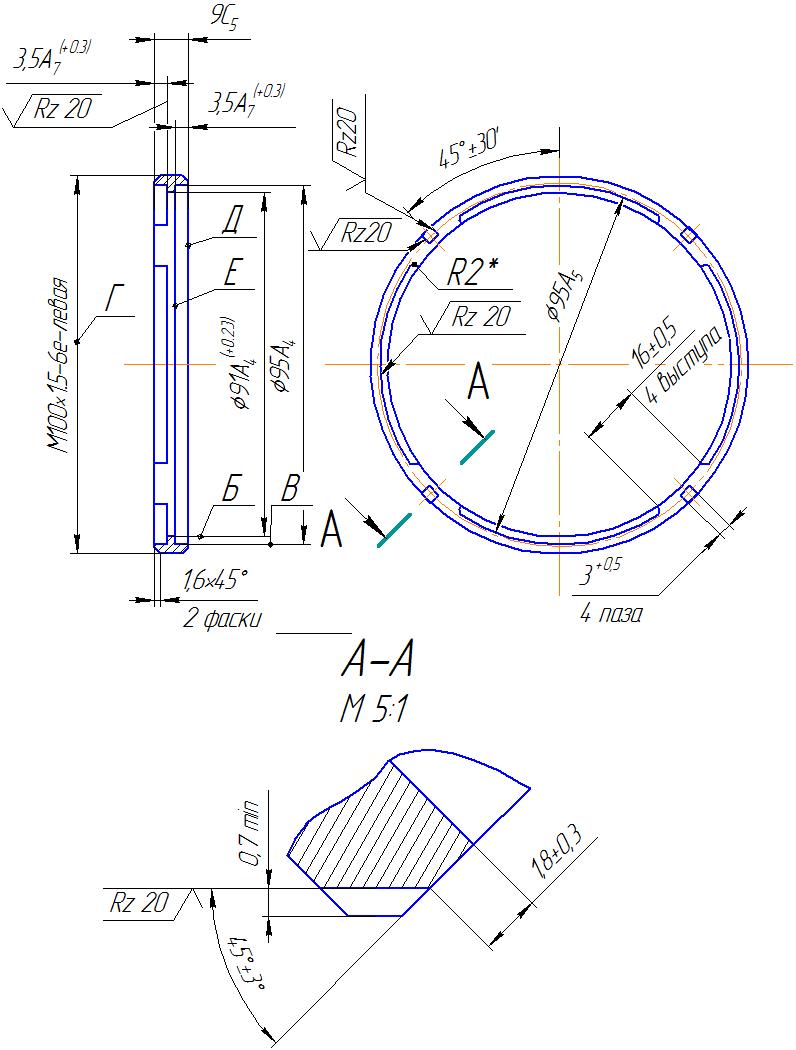
Неуказанная шероховатость поверхностей детали 2,5 мкм.
Технические требования:
HB
 229. ОСТ 92-1311-77.
229. ОСТ 92-1311-77.Радиальное биение поверх. В относительно оси отв. Б не более 0.02 мм.
Несоосность среднего диаметра резьбы Г относительно оси отв. Б не более 0.025 мм (допуск зависимый).
Торцевое биение поверхн. Д и Е относительно оси отв. Б не более 0.025 мм.
Предельное откл. угловых размеров между осями двух любых выступов Ж

Смещение оси паза И относительно оси выступа Ж не более 1.5 мм.
Неуказанные предельные откл. взаимного расположения поверх. и осей не более 0.1 мм.
Предельные откл. размеров, радиусов и фасок по ОС 92-0093-69.
* Размеры обеспечивает инструмент.
Покрытие М 3-6.
Маркировать 4 и клеймить К на бирке.
Остальные технические требования по 11Д33. ТУ-10.
Для получения заготовки нужного нам размера мы воспользуемся методом обработки- Прессование. Исходный заготовкой при прессовании служит слиток марки 08Х15Н24В4ТР, которая является нержавеющей. Прессованием изготавливают трубы диаметром 20…400 мм со стенкой толщиной 1.5…12 мм и длиной 2-7 м что для нашего случая диаметр=100мм, а толщина=4.5мм. Производство идет на горизонтальной гидравлической прессовальной машине. Прессовый инструмент работает в очень тяжелых условиях т.к. температурный интервал составляет 1000-1250°С, поэтому отдельные части делают из жаростойких и износостойких материалов как: победита(ВК8), термокорунда(ТВН).
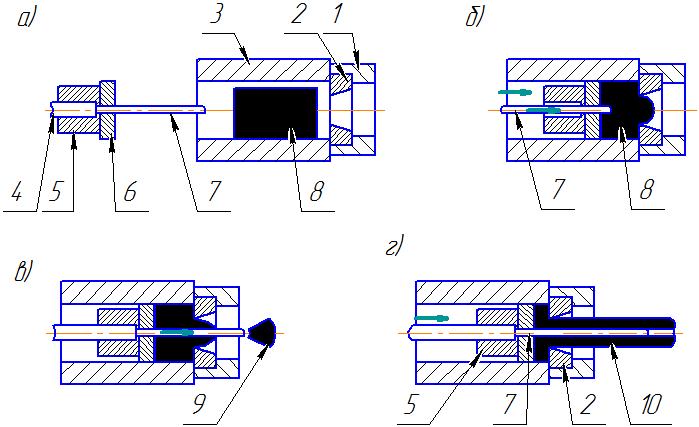
Для нашего случая рассмотрим прессование трубы прямым методом (см. рисунок). При прессовании труб на конце пуансона укрепляют иглу. В зависимости от конструкции пресса крепления иглы с пуансона бывает неподвижным и подвижным. В первом случае игла перемещается одновременно с пуансоном, во втором - игла имеет самостоятельное движение (как отдельно от пуансона, так и вместе с ним).
Прессование труб на агрегате с
самостоятельным движением иглы
осуществляется по схеме, изображенной
на рисунке. Нагретый слиток 8, загруженный
в контейнер 3, сжимается пуансоном 5 из
укрепленной на его конце прессшайбой
6 (рис. а). Конец иглы 7 частично внедряется
в слиток 8 (рис. б), после чего игла,
укрепленная в иглодержателе 4, проходя
через пуансон 5, прошивает слиток,
выдавливая его через матрицу 2, укрепленную
в матрицедержателе 1, часть металла
заготовки в виде усеченного конуса,
называемого пробкой, или выдрой 9 (рис.
в). За счет дальнейшего поступательного
движения пуансона 5 слиток в виде трубы
10 выпрессовывается через кольцевой
зазор, образованный отверстием матрицы
2 и иглой 7 (рис. г). Наружный диаметр трубы
10 получается равным диаметру матрицы
2, а во внутренней - диаметра иглы 7. При
прессовании труб из-за неравномерности
течения металла в конце процесса
приходится оставлять часть металла
заготовки в контейнере для того, чтобы
предотвратить попадание пресстяжки в
изделие. Пресс-остаток представляет
основную часть потерь металла при
прессовании, и в зависимости от характера
течения металла высота может колебаться
в пределах 5-30% от диаметра слитка. Чем
равномернее течение металла, тем меньше
пресстяжка и тем меньше отходы. По
окончания процесса пресс-остаток
подлежит отрезке от основного изделия
болгаркой.
В процессе прессования мы получим заготовку. Длина = 200 мм, диаметр внешний = 104 мм, диаметр внутренний = 95 мм, ширина = 12 мм.
Далее проводят механическую обработку, необходимую для получения готовой детали, которую описывает чертеж, изображенный на рисунке 1.