

2.1.3 Експериментальне дослідження впливу дисперсного армування целюлозними волокнами на основні фізико-механічні властивості ніздрюватого фібробетону автоклавного тверднення
Експериментально вплив дисперсного армування целюлозними волокнами на поведінку газобетону під дією навантажень оцінювалось на зразках розмірами 40х40х200 мм та 100х100х100 мм.
Заформовані зразки ніздрюватого фібробетону після набору пластичної міцності 0,5 МПа піддавали автоклавній обробці в лабораторному автоклаві при температурі 175±5 оС, тиск 0,8±0,05 МПа за режимами (4+6+4) год; (4+8+4) год. та (4+12+4) год. Після автоклавування та охолодження зразків визначались основні фізико-механічні характеристики. Результати випробувань наведено у таблиці 2.5.
Таблиця 2.5 – Фізико-механічні характеристики ніздрюватого фібробетону марки за середньою густиною D400 після автоклавної обробки
№ ч/ч |
Вміст волокон, % |
Вологість після автокл., % за мас. |
Середня густина у сухому стані, γсух., кг/м3 |
Границя міцності на стиск Rc, МПа |
Границя міцності на розтяг при вигині Rpu МПа |
1 |
0 |
36,8 |
415,3 |
2,97 |
0,75 |
2 |
0 |
39,8 |
405,0 |
2,90 |
0,73 |
3 |
0,10 |
37,0 |
402,2 |
3,12 |
0,88 |
4 |
0,10 |
39,3 |
390,0 |
2,98 |
0,80 |
5 |
0,15 |
37,4 |
388,3 |
3,22 |
1,1 |
6 |
0,15 |
40,6 |
385,7 |
3,14 |
0,99 |
7 |
0,20 |
36,1 |
383,6 |
3,22 |
1,0 |
8 |
0,20 |
38,7 |
380,0 |
3,14 |
0,97 |
9 |
0,25 |
35,7 |
384,7 |
3,15 |
1,0 |
10 |
0,25 |
39,2 |
390,0 |
3,06 |
0,98 |
11 |
0,30 |
37,0 |
390,4 |
3,10 |
0,97 |
12 |
0,30 |
41,2 |
385,6 |
2,91 |
0,92 |
На рис. 2.4 - 2.5 представлено графічні залежності основних фізико-механічних характеристик від вмісту целюлозної фібри.
|
Розташування осей Рівні: А – 390 кг/м3 В – 400 кг/м3 С – 410 кг/м3 D – 420 кг/м3 Ymin = 388.394 Ymax = 424.303
Xmin Xmax 1 0.999 1.000 2 0.695 -1.000 3 0.004 -1.000 |
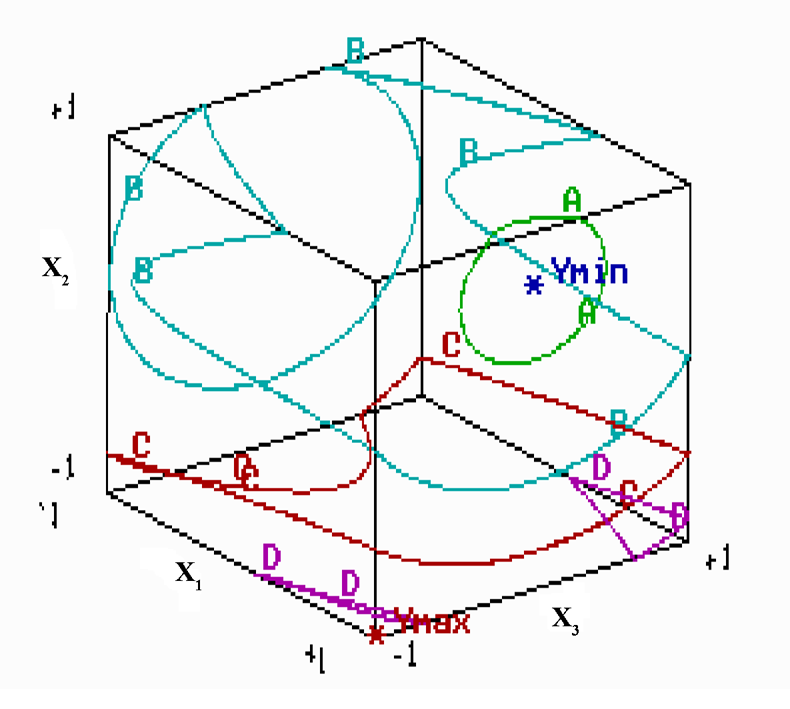
Рисунок 2.4 – Ізоповерхня густини
а) міцність на стиск
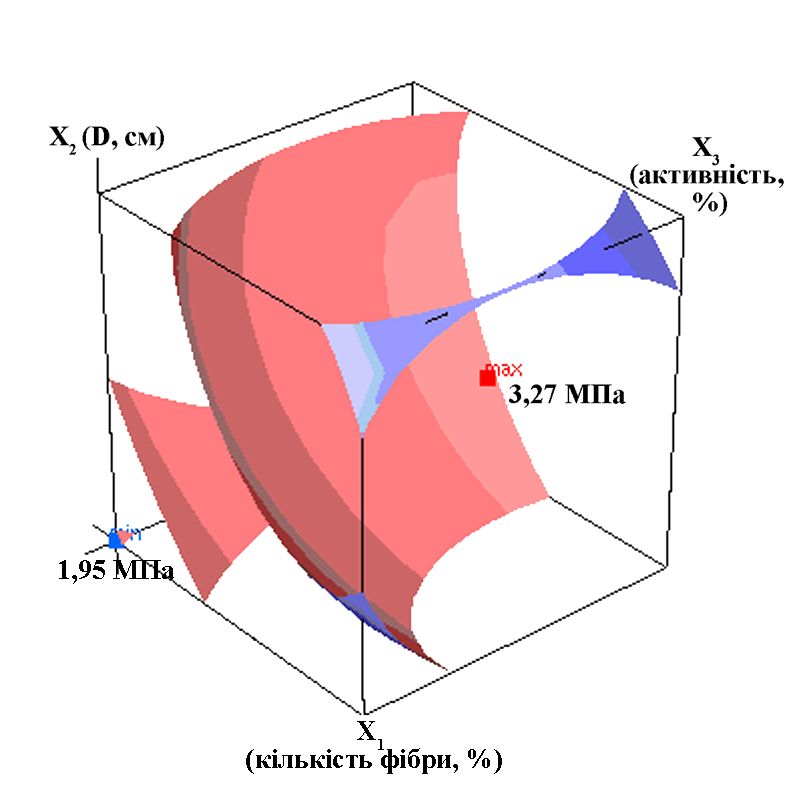
б) Міцність на розтяг при вигині
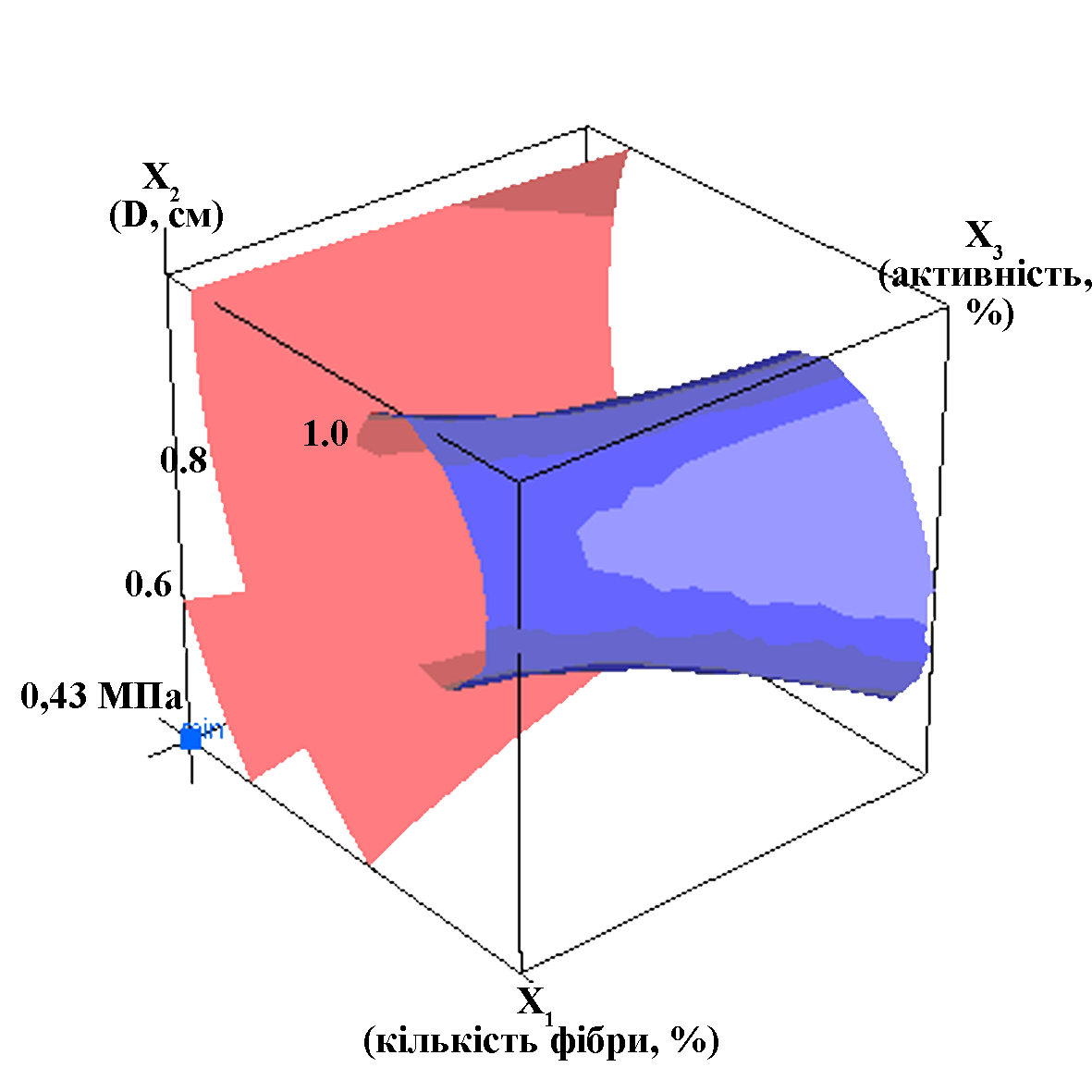
в) Вологість зразків після автоклавної обробки, у % за масою

г) Водопоглинання

Рисунок 2.5 - Графічна інтерпретація залежностей основних фізико-механічних характеристик ніздрюватого фібробетону від рецептурно-технологічних факторів
Основным фактором, що впливає на міцність, є кількість целюлозних волокон. Міцність на стиск зростає в зоні максимуму з 3 до 3.4 МПа, міцність на розтяг при вигині – 0.75 – 1.10 (майже на 30%). В зоні мінімуму міцність на стиск – з 1.9 до 2.9 МПа, а міцність на розтяг при вигині з 0.4 до 0.8 МПа.
Встановлено, що ефективність дисперсного армування газобетону залежить від ступеня насичення целюлозними волокнами та міцності зчеплення між його структурними складовими. Аналіз експериментальних даних показує, що криві деформування вихідного і дисперсно армованого бетонів мають різний характер (рис. 2.6)
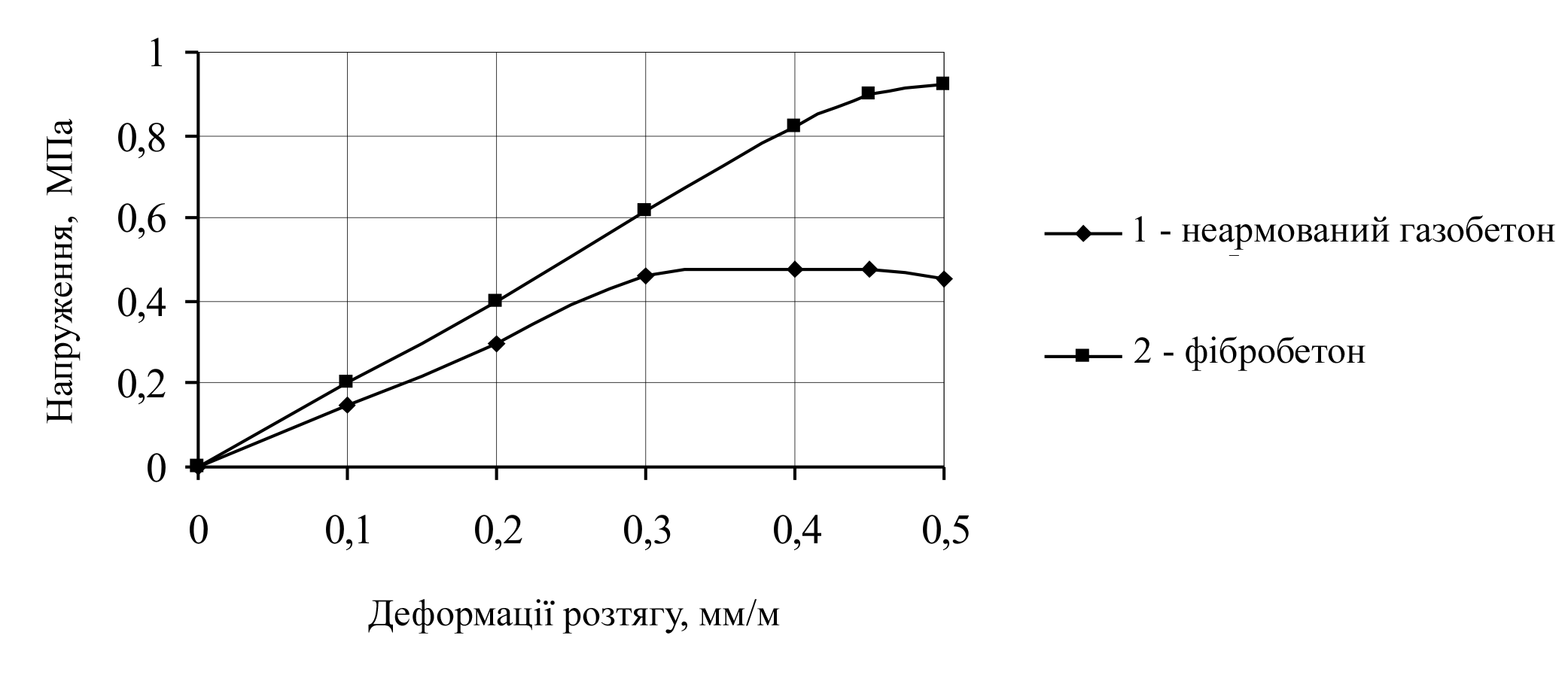
Рисунок 2.6 - Криві деформування газобетону під дією згинальних навантажень
На відміну від неармованого (контрольного) газобетону, руйнування якого під дією згинального навантаження носить крихкий характер, початковий модуль пружності фіброгазобетону перевищує початковий модуль пружності вихідного бетону на 15-19%. Причому коефіцієнт варіації цього показника у фіброгазобетону складає 6%, в той час як у неармованого він досягає 11,5%. Тобто, фіброгазобетон більш однорідний, ніж неармований газобетон. В той же час граничні деформації зразків з фіброгазобетону при появі першої тріщини в розтягнутій зоні перевищують граничні деформації вихідного бетону на 40-50%.
2.1.4 РОЗРОБКА СКЛАДІВ НІЗДРЮВАТОГО ФІБРОБЕТОНУ АВТОКЛАВНОГО ТВЕРДНЕННЯ В ЛАБОРАТОРНИХ УМОВАХ. ВИЗНАЧЕННЯ ФІЗИКО-ТЕХНІЧНИХ ХАРАКТЕРИСТИК НІЗДРЮВАТОГО ФІБРОБЕТОНУ АВТОКЛАВНОГО ТВЕРДНЕННЯ, АРМОВАНОГО ЦЕЛЮЛОЗНОЮ ФІБРОЮ
При введенні оптимальної кількості целюлозних волокон завдовжки 1-2,5 мм та діаметром 20-25 мкм спостерігаються наступні ефекти: стійкість процесу поризації, відсутність усадочних тріщин і тріщин напруження, збільшення міцності фіброгазобетону на стиск (на 15-35%) та розтяг при вигині (на 30-50%), відсутність навіть незначної усадки як в процесі тужавлення суміші, так і під час всього періоду тверднення, рівномірність пористої структури. Тобто підвищення агрегативної стійкості сумішей в період переважання в’язких зв’язків між компонентами сприяє зменшенню кількості дефектів структури в бетонах, що досягається введенням в зернисту дисперсну систему — ніздрюватобетонну суміш — протяжних поверхонь розділення фаз у вигляді целюлозних волокон (фібри).
Оптимальний склад суміші, розроблений для лабораторних умов, є наступним (табл. 2.6):
Таблиця 2.6 – Оптимальний лабораторний склад ніздрюватого фібробетону автоклавного тверднення марки D400
Витрата сировинних компонентів на 1 м3, кг |
||||||||
цемент ПЦ1-500 |
пісок квар-цовий |
вапно не-гашене (вміст акт. CaO+MgO) не менше 70% |
ПАП1 |
ПАР (суль-фанол) |
вода |
фібра целю-лозна |
гіпс меле-ний |
плас-тифі-куюча добавка С-3 |
50 |
205 |
125 |
0,6 |
0,05 |
204 |
0,62 |
6 |
0,12 |
При виготовленні та випробуваннях дослідних зразків в основному застосовувались стандартні методи досліджень:
- границя міцності на розтяг при вигині – згідно з ДСТУ Б В.2.7-38-95 (ГОСТ 17177) «Матеріали і вироби будівельні теплоізоляційні. Методи випробувань»;
- морозостійкість – згідно з ДСТУ Б В.2.7-45:2010 «Будівельні матеріали. Бетони ніздрюваті. Загальні технічні умови»;
- теплопровідність у сухому стані – згідно з ДСТУ Б В.2.7-105-2000 (ГОСТ 7076-99) «Матеріали і вироби будівельні. Метод визначення теплопровідності і термічного опору при стаціонарному тепловому режимі»;
- післяавтоклавна вологість та середня густина у сухому стані – згідно з
ДСТУ Б В.2.7-170:2008 «Бетони. Методи визначення середньої густини, вологості, водопоглинання, пористості і водонепроникності»;
- границя міцності на стиск – згідно з ДСТУ Б В.2.7-214:2009 «Будівельні матеріали. Бетони. Методи визначення міцності за контрольними зразками».
В результаті комплексних досліджень взаємодій різних факторів у складі досліджуваного матеріалу, визначено їхню сукупність, що відповідає отриманню оптимального складу фіброгазбетону, що має характеристики, наведені у таблиці 2.7:
Таблиця 2.7 - Фізико-механічні властивості фібробетону автоклавного тверднення
№ ч/ч |
Вміст волокон, % |
Вологість після автокл., % за мас. |
Середня густина у сухому стані, γсух., кг/м3 |
Границя міцності на стиск Rc, МПа |
Границя міцності на розтяг при вигині Rpu МПа |
Тепло-провід-ність у сухому стані, λ, Вт/(м·К) |
Морозо-стійкість, циклів |
1 |
0 (контр.) |
36,8 |
415,3 |
2,97 |
0,75 |
0,10 |
25 |
2 |
0,15 (оптим.) |
37,0 |
390,0 |
3,40 |
1,15 |
0,09 |
35 |
Розроблений ніздрюватий фібробетон автоклавного тверднення на основі целюлозних волокон характеризується підвищеними (порівняно з ніздрюватим бетоном контрольного складу) значеннями міцності на стиск (3,4 МПа), міцності на розтяг при вигині (1,15 МПа) і морозостійкості (35 циклів) при знижених значеннях середньої густини (390 кг/м3) і теплопровідності у сухому стані (0,09) та може бути віднесений до конструкційно-теплоізоляційних ніздрюватих бетонів згідно з класифікацією, наведеною в ДСТУ Б В.2.7-45:2010. За показниками міцності на стиск та морозостійкості розроблений ніздрюватий фібробетон автоклавного тверднення задовольняє вимогам ДСТУ Б В.2.7-137:2008 до бетону стінових блоків.
Отримані дані, починаючи з аналізу наявних розробок щодо речовинного складу та структури газобетону, і завершаючи визначенням ефективності використання целюлозних волокон в якості дисперсної арматури для газобетонів автоклавного тверднення, встановлюють можливість удосконалення і ефективного впливу на структуроутворення фібробетонних сумішей та експлуатаційні характеристики ніздрюватого фібробетону автоклавного тверднення.
Таким чином, завдяки дисперсному армуванню з’являється можливість економії високовартісних сировинних компонентів (в першу чергу в’яжучих), що сприятиме зниженню питомих капіталовкладень, енергоємності та матеріалоємності у виробництві газобетонних виробів.