

1.1 Вибір волокон, що придатні для армування ніздрюватих бетонів
Для крупнорозмірних виробів з ніздрюватого бетону актуальними є питання стабілізації основних характеристичних властивостей, таких як міцність та середня густина, підвищення опору розтягуючим напруженням, підвищення тріщиностійкості, виключення усадочних явищ та зниження крихкості матеріалу.
Згідно з теплотехнічними розрахунками середня густина конструкційно-теплоізоляційного ніздрюватого бетону, що застосовується для влаштування огороджувальних конструкцій повинна бути в межах 400- 500 кг/м3.
Традиційними недоліками виробів зниженої густини, як правило, є низький опір розтягуючим напруженням, підвищена крихкість, незначна міцність на розтяг при згині, знижена тріщиностійкість, в результаті чого вироби можуть отримувати небажані сколи і тріщини як в процесі виготовлення, так і під час транспортування та монтажу. Неавтоклавні ніздрюваті бетони (більшою мірою ніж автоклавні) зазнають також усадочних деформацій, що призводить до порушення цілісності виробів.
Одним зі способів подолання вищезазначених недоліків поряд зі збільшенням міцності та оптимізацією структури шляхом використанням високоактивних мінеральних та хімічних добавок, є застосування матеріалів та речовин, здатних створити структурний зміцнюючий каркас ніздрюватобетонного масиву, тобто армувати міжпорові перегородки, міцність яких визначає міцність всього матеріалу. Тобто дисперсне армування ніздрюватого бетону мінеральними, полімерними або іншими неметалевими волокнами значно покращує міцнісні та деформаційні властивості матеріалу та підвищує надійність виробів і конструкцій при експлуатації.
В сучасному будівельному матеріалознавстві досить детально вивчено питання армування ніздрюватих бетонів автоклавного та неавтоклавного тверднення полімерними (поліпропіленовими, капроновими, поліетилентерефталатними) і мінеральними (базальтовими, скляними, азбестовими) волокнами [1-7]. Разом з тим в технічній літературі практично відсутні відомості щодо застосування продуктів рослинних полімерів в якості дисперсної арматури в технології виробництва автоклавних ніздрюватих бетонів.
Накопичені в цій галузі значні експериментальні дані до сьогодні не призвели до створення конкурентноздатних і економічних складів ніздрюватих фібробетонів, що повністю відповідають потенціалу та прогресивності дисперсного армування і здатних забезпечити масове та повсюдне застосування цих матеріалів в будівництві. Успішне вирішення цієї задачі потребує подальшого поглиблення знань про складні процеси, що обумовлюють формування структури та фізико-механічних властивостей ніздрюватих фібробетонів, про їхній взаємозв’язок зі станом вихідних матеріалів, складами та технологічним процесом отримання виробів.
Метою роботи є теоретичне обґрунтування, розробка, дослідження та промислова апробація нового матеріалу – фіброгазобетону, отриманого з застосуванням продуктів рослинних полімерів, в т.ч. в якості дисперсної арматури.
Особливості структури газобетонів обумовлюють анізотропність властивостей і крихкий характер їхнього руйнування. Відомо, що розвиток тріщин в матеріалах під дією навантажень відбувається у тому випадку, коли енергії, що вивільняється при зменшенні пружної деформації, достатньо для утворення нової поверхні розриву. Таким чином, підвищення в’язкості руйнування пов’язано зі створенням на шляху утворення тріщин енергетичних бар’єрів у вигляді об’ємів матеріалу, здатного до пластичного деформування.
В роботах Чернишева Е.М., Пухаренко Ю.В., Крохіна А.М. показано, що введення скляної, полімерної або азбестової арматури, хаотично розташованої в об’ємі щільної складової фіброгазобетону, створює в цьому об’ємі зони, здатність яких до пластичних деформацій значно вища, ніж у неармованого аналога. Тим самим формується структура матеріалу, в якому за рахунок високоміцних високомодульних волокнистих включень можливе гальмування або повна зупинка зростаючих тріщин.
В зв’язку з сильно вираженим лужним середовищем цементної матриці ніздрюватого бетону основними критеріями, що визначають можливість використання штучних волокнистих матеріалів для армування ніздрюватого бетону є лугостійкість та схильність до вилуговування [2,3]. Наявність іонів лужних металів – калію К+ та Na2+ - визначає лугостійкість та схильність до вилуговування матеріалу, оскільки вони здатні заміщатися іонами Са2+ перебуваючи в середовищі насиченої кальцієвої складової – тверднучого портланцементу.
Дані хімічного аналізу целюлозних волокон (стійкі в середовищах з рівнем рН від 4 до 12) та аналіз фізико-механічних характеристик целюлозних волокон показують, що целюлозні волокна придатні для покращення властивостей традиційного газобетону і при цьому мають ряд переваг перед іншими видами фібр, оскільки можуть бути отримані з техногенних відходів та мають значно нижчу вартість.
Для армування ніздрюватих бетонів можуть використовуватись волокна різноманітного діаметра від 1 мкм до 100 мкм, однак при розробці та отриманні ніздрюватих бетонів зі зміцнюючим дисперсним армуванням, крім діаметра волокна також необхідно враховувати і довжину.
В даній роботі для дослідження було використано целюлозні волокна довжиною 0,02-0,5 мм та 1,0 мм, отримані з відновленої вторинної сировини природного походження. Сировинні компоненти для виготовлення ніздрюватобетонних сумішей - згідно ДСТУ Б В.2.7-45:
- портландцемент марки М400 згідно з ДСТУ Б В.2.7-46,
- вапно негашене ІІ сорту згідно з ДСТУ Б В.2.7-90,
- пісок природний згідно з ДСТУ Б В.2.7-32;
- газоутворювач – алюмінієва пудра ПАП-1 згідно з ГОСТ 5494,
- в’яжуче гіпсове згідно з ДСТУ Б В.2.7-82
- ПАР
- воду згідно з ГОСТ 23732.
Вихідні параметри для розрахунку складу ніздрюватобетонної суміші:
вихідне водотверде відношення В/Т;
істинна густина твердої фази rі, причому при використанні декількох твердих компонентів (в’яжуче+кремнеземистий компонент) істинна густина розраховується по аддитивності;
задана середня густина газобетону rгб.
Закон сталості об’ємного фазового складу дисперсних систем:
![]() (1)
(1)
де Кт1, Кж1, Кг1 – відповідно об’ємні концентрації твердої, рідкої та газової фаз у вихідному стані системи цемент-вода;
Кт2, Кж2, Кг2 – об’ємні концентрації твердої, рідкої та газової фаз у промежковому або кінцевому стані системи.
При проектуванні складу ніздрюватих бетонів з використанням дисперсного армування довжину волокна можна підібрати на основі закономірностей, які виражаються математично наступними формулами:
 (2)
(2)
 (3)
(3)
 (4)
(4)
![]() (5)
(5)
Залежність довжини волокна від структурних характеристик ніздрюватого бетону виражається математично наступними формулами:
 (6)
(6)
 (7)
(7)
 (8)
(8)
 (9)
(9)
 (10)
(10)
 (11)
(11)
де Lв - довжина волокна, мм;
δпер - товщина міжпорової перегородки ніздрюватого бетону; залежно від середньої густини вона може бути в межах =0,1-0,2 мм;
Rп - середній радіус пор, мм, Rп =0,5-1,5 мм.
Так, якщо прийнять δпер =0,2 мм і Rп =1 мм, тоді мінимальна довжина волокна буде:
 (12)
(12)
При цьому можна виділити наступні рівні армування:
1 - міжпорова перегородка армується в поздовжньому і поперечному напрямку волокнами, довжина яких співрозмірна з товщиною міжпорової перегородки, що складає Lв =δпер=0,1-0,2 мм.
2 - міжпорова перегородка армуєтся в поздовжньому напрямку волокнами довжиною Lв.
3 - армування суміжних міжпорових перегородок волокнами довжиною:
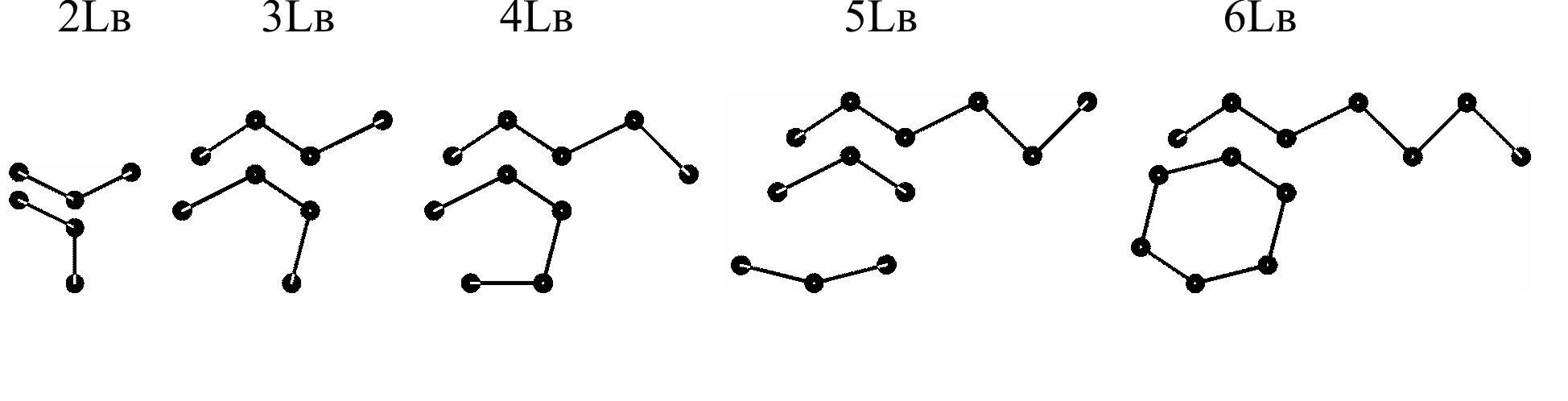
Виходячи з цього та враховуючи властивості самих волокон, а саме пластичність, довжина волокон може складати від 1,1 мм до 6,6 мм. Крім того, на довжину волокон впливає радіус пор. При цьому, перебуваючи на будь-якому рівне армування при будь-якій довжині волокон, вони не пронизують пори, а проходять по міжпоровим перегородкам. Особливо це спостерігається при поризації газобетонної суміші, коли відбувається розсування суміші газовими порами та розділення її на міжпорові перегородки. На рис. 1 наведено схему розташування волокон в міжпорових перегородках ніздрюватого бетону.
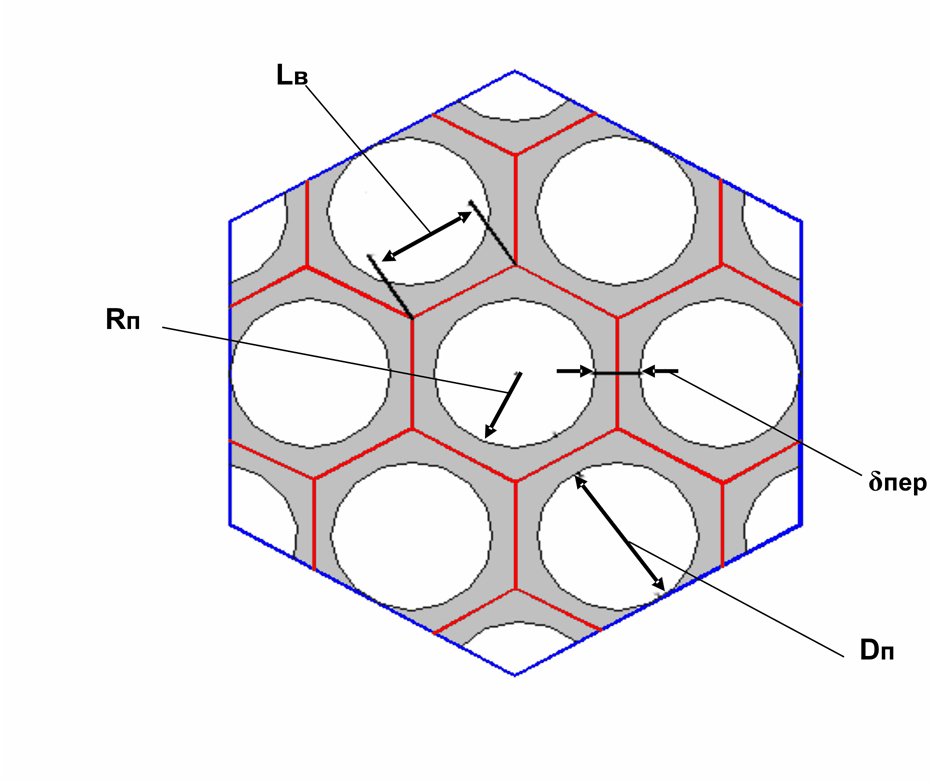
Рисунок 1 - Схема розташування волокон