

4.6 Приготування ніздрюватобетонної суміші
4.6.1 Перемішування ніздрюватобетонної суміші здійснюють в віброгазобетонозмішувачі. В процесі приготування ніздрюватобетонної суміші в’яжуче, кремнеземистий компонент, алюмінієва суспензія та вода дозуються за масою згідно до визначеної рецептури за допомогою автоматичних вагових дозаторів. Послідовність завантаження матеріалів: спочатку завантажують кремнеземистий шлам і додаткову воду з целюлозною фіброю та перемішують їх 60 сек., потім додають в’яжуче та перемішують впродовж 3-4 хв. при роботі вібраційної системи. Після цього в змішувач подають алюмінієву суспензію і суміш додатково перемішують 1-2 хв. Під час змішування в змішувач також дозується ПАР.
4.6.2 Ніздрюватобетонну суміш готують на весь об’єм форми та заповнюють її сумішшю за один прийом.
4.7 Формування виробів
4.7.1 Після перемішування газобетонна суміш виливається в змащену форму через пост заливки. Висота суміші в формі – не більше 1/3 об’єму.
4.7.2 Змішувач промивається кремнеземистим шламом і водою. Вода після промивання змішувача у вигляді рідкого шламу збирається в резервуарі і насосом подається в ємкість зворотного шламу. Всі відходи від різання та калібрування масивів та промивна вода повторно застосовуються в технологічному процесі.
4.7.3 Залита форма рейковим шляхом за допомогою транспортувальної платформи (трансбордера) переміщується в зону дозрівання. В зоні дозрівання через 90-120 хв. сирий масив набуває пластичної міцності 0,28-0,3 МПа.
4.7.4 Після дозрівання сирого масиву форми перевантажуються за допомогою крана на пост різання. На посту різання масиви кантуються на 90°, звільняються від формооснастки і на автоклавних ґратках подаються на лінію різання.
4.7.5 Пуста форма подається до пристрою для зворотного подання її донних частин, за необхідності очищується вручну а потім знову збирається. Після кантування на 90о форма за допомогою зворотного транспортера по рейковому шляху подається під змащувальну станцію, змащується мастилом та подається під заливальний пост віброгазобетонозмішувача.
4.7.6 На лінії різання сирий масив профілюється та розрізається в вертикальній та горизонтальній площинах на вироби визначеного розміру. Близько 15% сирого масиву обрізається і падає в приямок лінії різання, де, змішуючись з водою, утворює зворотний шлам.
4.8 Автоклавна обробка виробів
В кінці лінії різання порізані масиви на автоклавних ґратках за допомогою крана перевантажуються на автоклавні візки. Транспортна система подає автоклавні візки на рейки перед автоклавами. За допомогою передавальних візків масиви завантажуються в автоклави діаметром 2,9 м та завдовжки 39 м. Тривалість ізотермічної витримки виробів в автоклаві складає близько 8 год. при тиску 1,0 МПа. Весь цикл автоклавної обробки триває близько 13 год.
4.9 Після автоклавної обробки масив газобетону на автоклавних ґратках за допомогою маніпулятора подається на роликовий конвеєр. По роликовому конвеєру масив поступає на станцію розділення, де відбувається розділення горизонтальних шарів масиву.
4.10 В кінці станції розділення газобетон знімається з роликового конвеєра за допомогою перевантажувального пристрою. Масив завдовжки 6000 мм та завширшки 600 мм (625 мм) встановлюють на 6 дерев’яних піддонів 1200х1200 мм та за допомогою ланцюгового конвеєра передають на станцію ущільнення де відбувається формування пакетів.
4.11 Сформовані пакети виробів ланцюговим конвеєром подаються на пакувальну машину і запаковуються в термоусадкову плівку, яка забезпечує нерухомість та збереженість блоків. Після цього запаковані піддони з блоками передаються за допомогою ланцюгового конвеєра на відкритий склад. Піддони з блоками знімаються з ланцюгового конвеєра за допомогою навантажувача.
4.12 Вироби на складі зберігаються розсортованими за видами, розмірами, середньою густиною та міцністю.
4.13 Автоклавні ґратки з нижнім підрізним шаром газобетону, що залишився (завтовшки 50-60 мм) поступає на дробарку, де нижній підрізний шар видаляється з ґратки і стрічковим конвеєром передається в зону складування підрізного шару.
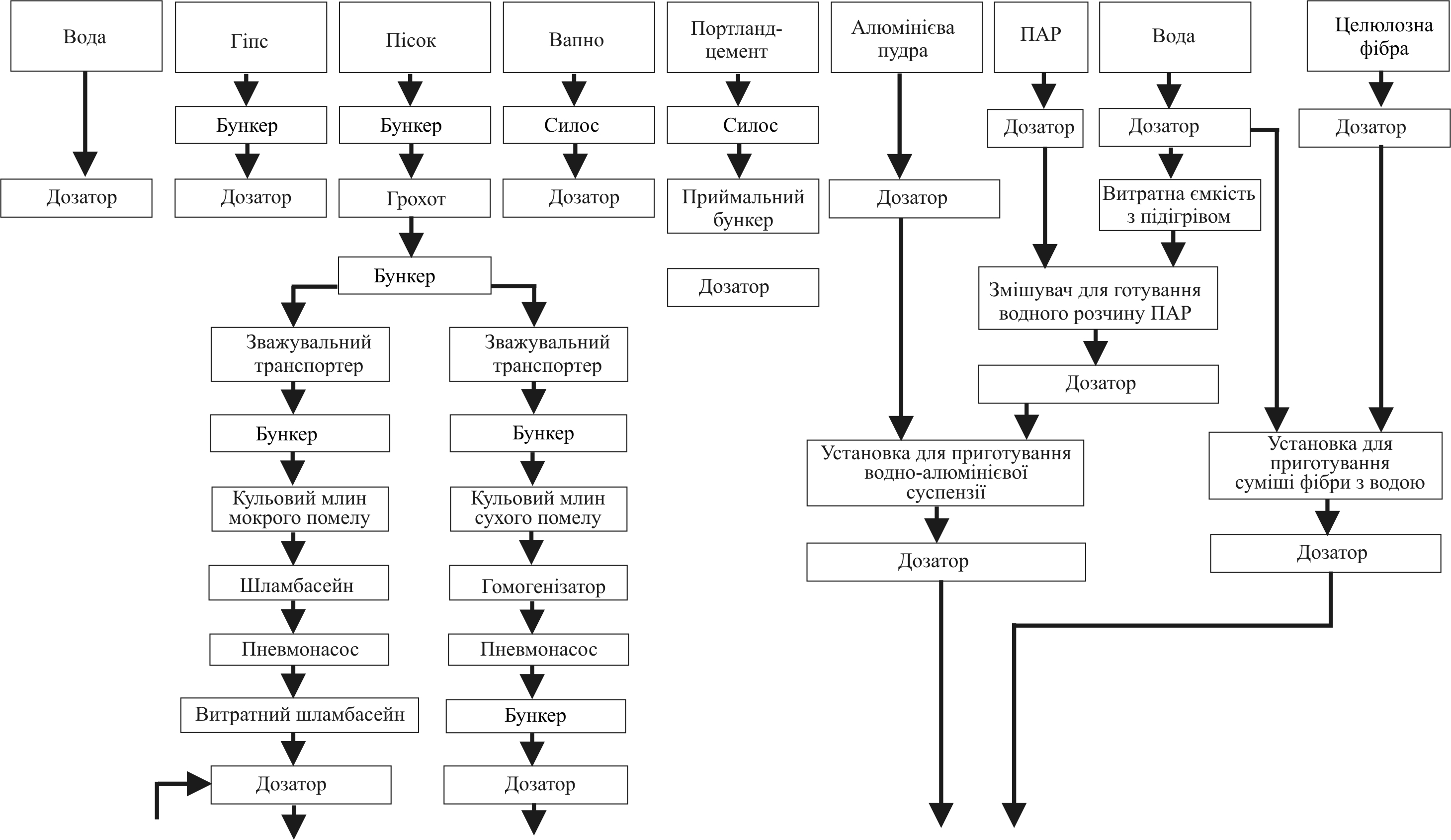
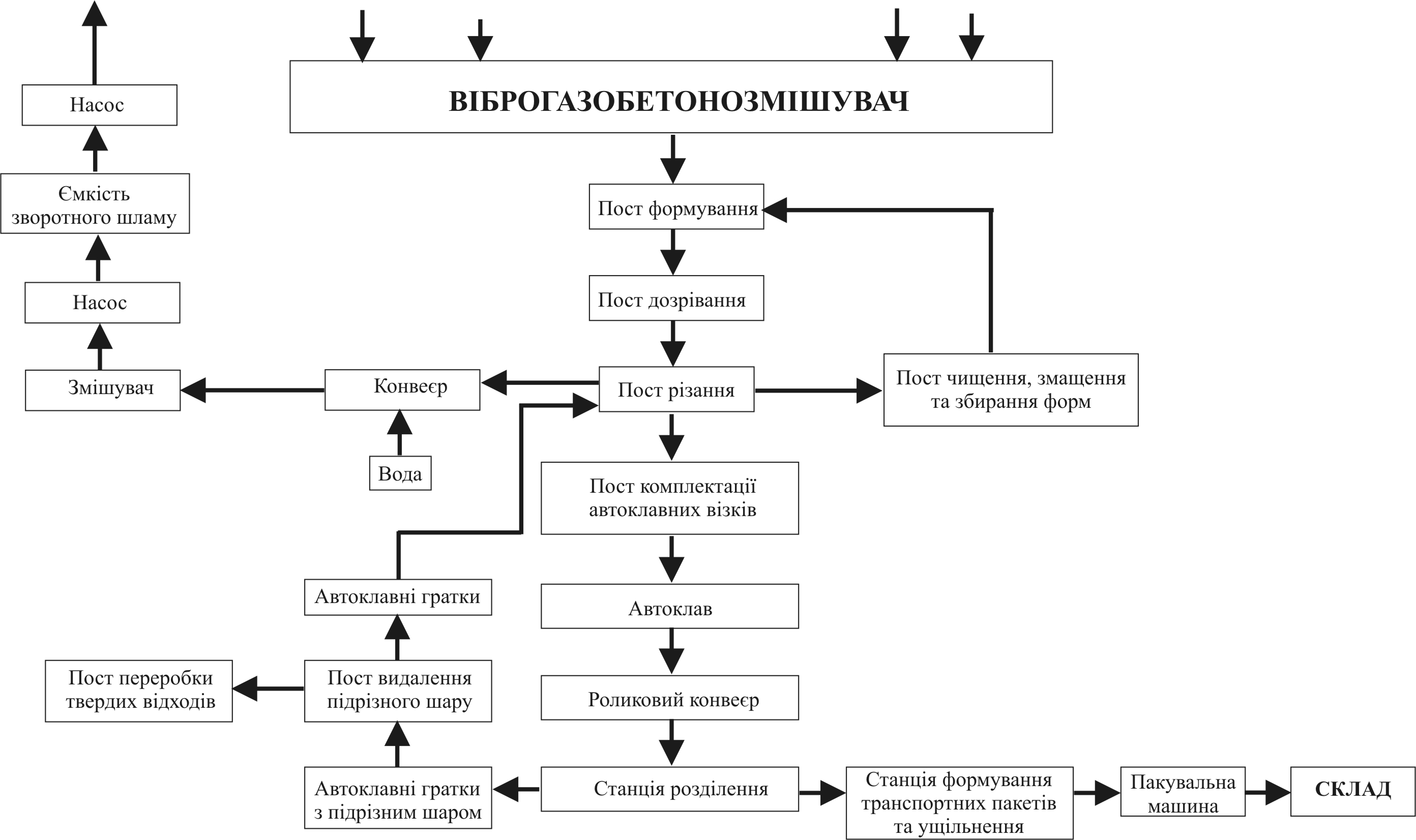
Рисунок 1 - Технологічна схема виробництва дисперсно армованого ніздрюватого бетону