

8 Допустимость
8.1 Каждая труба, дающая показания ниже порога срабатывания датчика сигнала
/порогового браковочного уровня чувствительности/, считается прошедшей контроль.
8.2 Каждая труба, у которой достигается или превышается порог срабатывания датчика
сигнала, должна классифицироваться как труба с подозрением на наличие дефекта или
может – на выбор изготовителя – заново подвергаться контролю. Если при двух
последовательных испытаниях показания остаются ниже порога срабатывания датчика
сигнала, труба считается прошедшей контроль, в противном случае трубы следует
классифицировать как трубы с подозрением на наличие дефекта.
8.3 В отношении трубы с подозрением на наличие дефекта действует (действуют) – в
зависимости от требований стандарта на продукцию - одно или несколько из
приведенных ниже положений:
a) Участок с предполагаемым дефектом необходимо подвергнуть дополнительной
обработке (по устранению дефекта) с применением соответствующего метода или
исследовать надлежащим образом. После проверки на предмет того, что остаточная
толщина стенки находится в пределах предельных отклонений, трубу следует
подвергнуть повторному контролю, как было установлено раньше. Если ни один из
сигналов не достигает порога срабатывания датчика сигнала /порогового
браковочного уровня чувствительности/ или не превышает его, труба считается
прошедшей контроль.
Участок с предполагаемым дефектом по согласованию между заказчиком и
изготовителем может подвергаться повторному контролю с применением других
техник и методов неразрушающего контроля с оговоренными границами
допустимости.
b) Участок с предполагаемым дефектом необходимо отрезать.
c) Считать, что труба не прошла этот контроль.
9 Протокол испытаний
Если это установлено, изготовитель должен передать заказчику как минимум
следующие данные:
a) ссылку на данную часть стандарта ISO 10983, т.е. ISO 10983-10;
b) подтверждение того, что требования выполняются;
c) каждое отклонение – по соглашению или прочее – от установленной
процедуры контроля;
d) условное обозначение продукции на основании марки стали и размеров;
e) вид техники/техник проведения контроля и подробные сведения о ней;
f) метод применяемой юстировки оборудования;
g) сведения об образцовом средстве измерения/ классе допустимости;
h) дату проведения контроля;
i) идентификационные сведения о дефектоскописте.
Приложение А
(нормативное)
Контроль на наличие несплошностей в продольном
направлении у труб с отношением номинального наружного
диаметра к номинальной толщине стенки (отношение D/T)
менее 5
А.1 Общие положения
А.1.1 Если отношение D/T труб меньше 5, то по соглашению между заказчиком и
изготовителем действуют нормативные положения либо пункта А.1.2, либо пункта А.1.3.
А.1.2 Если отношение D/T труб меньше 5, но равно или больше 4, должна быть
увеличена глубина внутреннего надреза по сравнению с глубиной наружного надреза
согласно таблице А.1.
А.1.3 Если отношение D/T труб меньше 5, но равно или больше 3, необходимо
уменьшить угол прозвучивания. При этом кроме прямой поперечной волны b
необходимо использовать преобразованную поперечную волну с, полученную
посредством преобразования продольных мод в поперечные (см. рисунок А.1). В
данном случае между заказчиком и изготовителем должно быть согласовано отношение
глубины внутреннего надреза к глубине наружного надреза; однако, ни при каких
обстоятельствах это отношение не должно быть меньше 1,0 и больше
соответствующего относительного значения согласно таблице А.1.
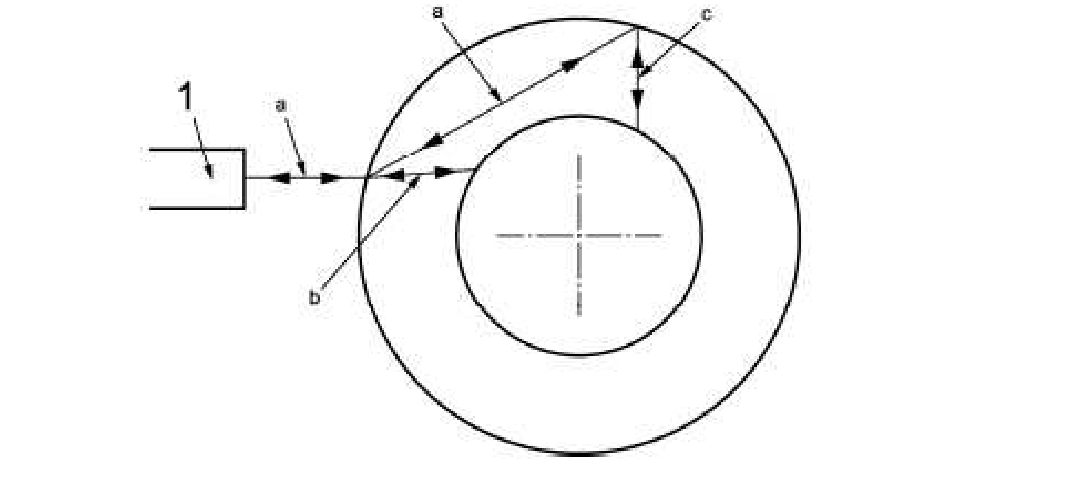
Пояснение:
1 Искатель только с одним преобразователем, идентичным акустическому
комбинированному преобразователю типа излучатель – приемник,
или
искатель с отдельными преобразователем – излучателем и преобразователем-
приемником
a продольная волна
b прямая поперечная волна
c преобразованная поперечная волна
Рисунок А.1 — Контроль с применением иммерсионного способа контакта с
преобразованием продольных волн в поперечные
А.2 Значения отношения
Таблица А.1 — Значения отношения
Отношение D/T |
Глубина внутреннего эталонного надреза / Глубина наружного эталонного надреза
|
< 5,00 - ≥ 4,75 |
1,6 |
< 4,75 - ≥ 4,50 |
1,9 |
< 4,50 - ≥ 4,25 |
2,2 |
< 4,25 - ≥ 4,00 |
2,5 |
Приложение В
(нормативное)
Ручной/полуавтоматический ультразвуковой контроль не
подвергнутых контролю концов труб и участков с
подозрением на наличие дефектов
В.1 Непроконтролированные концы труб
Если это регламентируется соответствующим стандартом на изделие, участки на
концах трубы, которые нельзя проверить путем автоматизированного ультразвукового
контроля, необходимо подвергнуть ручному / полуавтоматическому ультразвуковому
контролю по всему периметру трубы, начиная с конца трубы, по всей длине изначально
непроконтролированной зоны плюс 10%.
Ручной / полуавтоматический ультразвуковой контроль следует проводить таким
образом, чтобы вся поверхность непроконтролированных концов – с учетом ширины
используемых ультразвуковых искателей – подвергалась контролю параллельно оси
трубы с 10%-ным перекрытием следующих друг за другом дорожек сканирования.
Ручной / полуавтоматический ультразвуковой контроль следует проводить с
использованием той же техники контроля поперечными или пластинчатыми волнами,
той же чувствительности контроля (глубины эталонного надреза) и общих параметров
контроля, которые использовались в процессе автоматизированного первоначального
контроля трубы, с соблюдением указанных в пункте В.3 ограничительных условий.
В.2 Локальные участки с подозрением на наличие дефектов
Там, где это установлено, локальные участки трубы, оцененные в результате
автоматизированного ультразвукового контроля как участки с подозрением на наличие
дефектов, необходимо подвергнуть ручному ультразвуковому контролю с
использованием той же техники контроля поперечными или пластинчатыми волнами,
той же чувствительности контроля (глубины эталонного надреза) и таких же общих
параметров контроля, которые использовались в процессе автоматизированного
первоначального контроля трубы - с соблюдением указанных в пункте В.3
ограничительных условий – таким образом, чтобы сканировался весь локальный
участок с предполагаемым дефектом.
В.3 Ограничительные условия при ручном / полуавтоматическом
ультразвуковом контроле
На ручной / полуавтоматический ультразвуковой контроль непроверенных концов и/или
локальных участков с подозрением на наличие дефектов распространяются следующие
ограничительные условия:
a) Угол прозвучивания /угол ввода звукового луча/ в стали при ручном
ультразвуковом контроле с использованием поперечных волн должен
номинально соответствовать углу прозвучивания при первоначальном
автоматизированном контроле.
b) Сканирование следует осуществлять таким образом, чтобы прозвучивание
производилось в обоих направлениях по окружности и/или в обоих продольных
направлениях.
c) Скорость сканирования на поверхности трубы не должна превышать 150 мм/с.
d) В качестве искателя для ручного ультразвукового контроля с использованием
поперечных волн должен применяться контактный искатель, искатель для
щелевого способа ввода ультразвука (с ультразвуковым зазором) или искатель
для иммерсионного /погружного/ способа ввода ультразвука. Следует
позаботиться о том, чтобы искатель удерживался в определенном положении по
отношению к поверхности трубы; в случае контактных искателей это значит, что
плоскость выхода звука искателя следует приводить в соответствие с радиусом
изгиба подвергаемой контролю трубы.
e) Ширина преобразователя, используемого для ручного ультразвукового контроля,
измеряемая параллельно оси трубы, не должна превышать соответствующую
ширину преобразователя при первоначальном автоматизированном
ультразвуковом контроле.
f) Номинальное значение частоты преобразователя, используемого для ручного
ультразвукового контроля, может отклоняться от частоты первоначального
автоматизированного контроля не более чем на ±1МГц. Если при
автоматизированном первоначальном контроле использовались пластинчатые
волны, частота искателей, излучающих поперечные волны – если они
используются для ручного дополнительного контроля – должна находиться в
интервале от 4 МГц до 5 МГц.