

П.2.2. Расчет интервалов закрепления плетей
Расчетный интервал закрепления рельсовых плетей:
Dtз = [Dtу] + [Dtр] - ТА.
Границы расчетного интервала закрепления, т.е. самую низкую (mintз) и самую высокую (maxtз) температуры закрепления, определяют по формулам:
mintз = tmaxmax - [Dtу];
maxtз = tminmin - [Dtр].
Закрепление плетей любой длины при любой температуре в пределах расчетного интервала гарантирует надежность их работы при условии полного соблюдения требований ТУ, касающихся конструкции и содержания бесстыкового пути. При этом следует учитывать, что закрепление плетей при очень высоких температурах может в отдельных случаях привести к образованию большого зазора при сквозном изломе плети в холодную погоду или к разрыву болтов в стыках уравнительных пролетов при низких температурах воздуха.
Зазор l, мм, образовавшийся при изломе плети, пропорционален квадрату фактического понижения температуры Dtр по сравнению с температурой закрепления и определяется по следующим формулам в зависимости от типа рельсов:
![]()
![]()
![]()
где r - погонное сопротивление, кН/см, продольному перемещению рельсовых плетей [зимой (при смерзшемся балласте) при нормативном натяжении клеммных и закладных болтов значение r можно принимать равным 25 Н/мм]. В этом случае зазоры при изломе определяются формулами:
![]()
![]()
![]()
Максимальное значение зазора, который может образоваться при изломе плети, не должно превышать 50 мм.
Увеличение Dl, мм, начальных зазоров между концами плетей и уравнительных рельсов с учетом «бытовых» сопротивлений стыков растяжению также зависит от квадрата понижения температуры Dtр и может быть при нормативных погонных сопротивлениях r= 25 Н/мм приблизительно подсчитано по следующим формулам:
![]()
![]()
![]()
Для обеспечения прочности стыковых болтов уравнительных пролетов при действии низких температур рекомендуется закреплять плети с учетом данных таблицы П.2.3.
Если число уравнительных рельсов оказывается недостаточным по условию прочности стыковых болтов, то число их можно увеличить на не более чем на 1 пару.
61.Изолирующие стыки
. Изолирующие стыки рельсов применяются в конструкциях пути для обеспечения работы устройств автоблокировки и электрической централизации.
Изолирующий стык устраивают таким образом, чтобы электрический ток не мог пройти от одного из соединяемых рельсов к другому. Изолирующие стыки устанавливают в створе с входными, выходными, проходными, маневровыми светофорами и на стрелочных переводах. Сдвижка изолирующих стыков относительно светофора допускается до 10.5 м по направлению движения и до 2 м против движения.
На дорогах России наибольшее распространение получили изолирующие стыки с металлическими объемлющими накладками. Изоляция рельсов обеспечивается постановкой специальных прокладок под накладки и подкладки, а также втулок на болты из фибры, текстолита или полиэтилена. В зазор между рельсами также вставляют изолирующую прокладку, имеющую очертание, соответствующее профилю рельса.
62.устройство колеи на прямых
Устройство рельсовой колеи тесно связано с конструкцией и размерами колесных пар подвижного состава. Колесная пара включает в себя стальную ось, на которую наглухо насажены колеса, имеющие для предотвращения схода с рельсов направляющие гребни. Для того чтобы каждая колесная пара не могла поворачиваться вокруг вертикальной оси, колесные пары вагона или локомотива соединяют по две и более жесткой рамой тележек. Расстояние между крайними осями колесных пар, соединенных рамой, называется жесткой колесной базой, а между крайними осями вагона или локомотива — полной колесной базой. Жесткое соединение колесных пар обеспечивает их устойчивое положение на рельсах, но в то же время затрудняет прохождение в кривых малого радиуса, где возможно их заклинивание. Для облегчения вписывания в кривые современный подвижной состав выпускают на отдельных тележках с небольшими жесткими базами. Поверхность катания колес подвижного состава в средней части имеет уклон 1:20, наличие которого обеспечивает их более равномерное изнашивание, повышенное сопротивление действию горизонтальных сил, направленных поперек пути, меньшую чувствительность колесных пар к его неисправностям и препятствует появлению желоба на поверхности катания, затрудняющего прохождение колесных пар по стрелочным переводам. В соответствии с этим рельсы устанавливаются также с уклоном 1:20, что при деревянных шпалах достигается за счет клинчатых подкладок, а при железобетонных — соответствующим наклоном поверхности шпал в зоне опирания рельсов. Расстояние между внутренними гранями головок рельсов называется шириной колеи. Эта ширина складывается из расстояния между колесами (1440 мм + 3 мм), двух толщин гребней (от 25 до 33 мм) и зазоров между колесами и рельсами, необходимых для свободного прохождения колесных пар. Ширина нормальной (широкой) колеи в прямых и кривых участках пути с радиусом более 349 м, принятая в России, составляет 1520 мм с допуском в сторону уширения 8 мм, а на участках со скоростью движения до 50 км/ч — 10 мм. Допуск в сторону сужения равен 4 мм.
В соответствии с ПТЭ верхние части головок рельсов обеих нитей пути на прямых участках должны находиться на одном уровне. На всем протяжении прямых участков пути разрешается сооружать одну рельсовую нить на 6 мм выше другой.
При строительстве пути стыки на обеих рельсовых нитях располагают точно один против другого по наугольнику, что по сравнению с расположением стыков вразбежку уменьшает число ударов колесных пар о рельсы, а также позволяет заготавливать и менять рельсошпальную решетку целыми звеньями с помощью путеукладчиков.
Подуклонкой рельсов называют их наклон внутрь колеи по отношению к верхней плоскости (постели) шпал. Подуклонка 1:20 соответствует коничности основной поверхности катания колес. Подуклонка обоих рельсов в прямых, а наружных рельсов в кривых участках должна быть не менее 1:60 и не более 1:12, а внутренней нити в кривых при возвышении наружного рельса св. 85 мм -не менее 1:30 и не более 1:12. На деревянных шпалах подуклонка рельсов обеспечивается, как правило, укладкой клинчатых подкладок, а на железобетонных основаниях – наклоном опорной подрельсовой площадки шпал или блока.
При движении подвижного состава в кривых появляются дополнительные поперечные силы – центробежные, направляющие, боковые, рамные. Поэтому рельсовая колея в кривых пути имеет следующие особенности: уширение колеи при радиусе кривой менее 350 м и укладка контррельсов в необходимых случаях, возвышение наружного рельса, устройство переходных кривых, укладка укороченных рельсов на внутренней нити, увеличение расстояний между смежными путями.
Различают минимальную, оптимальную и максимальную ширину колеи в кривых. Минимально допустимая ширина колеи должна обеспечивать техническую возможность вписывания в кривые экипажей с большой жесткой базой. При оптимальной ширине колеи имеет место свободное вписывание массовых экипажей (вагонов). Максимальная ширина колеи определяется из условия надежного предотвращения провала колес подвижного состава внутрь колеи.
63---------42
64.ЖБ ШПАЛы
Железобетонные шпалы представляют собой железобетонные балки переменного сечения. На таких балках имеются площадки для установки рельсов, а также отверстия под болты рельсошпального скрепления (при забивании в отверстия деревянных пробок используются также костыльные и шурупные скрепления). Железобетонные шпалы изготавливаются с предварительным натяжением арматуры. Технология изготовления железобетонных шпал следующая: в специальную форму помещаются струны арматуры, которым сообщаются растягивающие усилия. Затем под действием вибратора форма заполняется бетоном. Когда бетон затвердевает, напряжения со струн снимаются и форма разбирается. Такой способ изготовления шпал придаёт им упругости и предохраняет шпалу от раскола под подвижным составом.
Достоинства железобетонных шпал: практически неограниченный срок службы вследствие высокой механической прочности и неподверженности гниению, что обуславливает возможность повторного использования шпал, а также использования на грузонапряжённых участках пути. Недостатки: недостаточная жёсткость, большая стоимость и вес, возможность усталостного разрушения бетона
65.перекресный стрел.перевод
. Стрелочный перевод — это устройство, предназначенное для перевода подвижного состава с одного пути на другой. Другими словами, стрелочный перевод позволяет подвижному составу переходить с главного пути на одну из двух (или более) веток.
Перекрестный стрелочный перевод представляет собой комбинацию укладки глухого косоугольного пересечения и элементов одиночных стрелочных переводов, позволяющих движение поездов по четырем направлениям. Такой перевод заменяет собой систему, состоящих из двух обыкновенных стрелочных переводов. При этом длина перекрестного перевода почти в два раза меньше длины, занятой двумя обыкновенными стрелочными переводами.
Недостаток – сложность конструкции и необходимость ограничения скоростей движения по ним. При неподвижных сердечниках тупых крестовин не полностью перекрывается контррельсами их вредное пространство, что может вызывать сход колес подвижного состава, если движение его будет неплавным, что чаще всего применяется пери маневрах.
Перекрестный стрелочный перевод состоит из двух острых крестовин с контррельсами, двух тупых крестовин с контррельсами, четырех пар остряков, соединительных рельсов и переводных брусьев.
66.Учет Особенностей к-и бп при работе путевых машин
1 При использовании путевых машин на бесстыковом пути главная особенность выполнения работ, связанных с поднятием, поперечным и продольным сдвигом и другими воздействиями на всю рельсошпальную решетку и балластную призму, заключается в существенном ослаблении сопротивления ее перемещениям и дополнительных механических воздействиях на ослабленный путь.
4.4.2 Работы с применением щебнеочистительных, балластировочных, выправочных и стабилизирующих машин на участках бесстыкового пути должны производиться при отклонениях температуры рельсовых плетей от температуры их закрепления (в течение всего периода работы машин), не превышающих значений, приведенных в таблице 4.3.
В противном случае работы выполняются после снятия температурных напряжений в плетях.
Таблица 4.3 Допускаемые изменения температуры рельсовых плетей при работе путевых машин
Машины |
Допускаемое отклонение температуры плетей с раздельными скреплениями, 0С, от температуры закрепления в сторону |
|||
Повышения |
Понижения |
|||
в прямых участках и в кривых R>800 м |
в кривых радиусом R<800 м |
в прямых участках и в кривых R >800 м |
в кривых радиусом R<800 м |
|
Щебнеочистительные баровые: ЩОМ-6Б, СЧ-600, СЧ-601, СЧУ-800, РМ-76, RM80, РМ-2002, ОТ-400, ОТ-800, АХМ-801 |
15 |
10 |
20 |
15 |
Щебнеочистительные роторные: |
|
|
|
|
ЩОМ-6Р, УМ-М |
20 |
20 |
25 |
20 |
Балластировочные и рихтовочные: ЭЛБ-3, ЭЛБ-4, ЭЛБ-1Р, ЭЛБ-ЗМК, Р-2000, Р-02, ПРБ |
5 |
0 |
25 |
20 |
Выправочно-подбивочные: ВПО-3000, ВПО-3-3000, ВПР-1200, ВПР-02, «Дуоматик», ВПРС-500, ВПРС-02, ВПРС-03, «Унимат», Динамик 09-3х
|
15 |
15 |
25 |
20 |
Динамические стабилизаторы ДСП, ДСПС, СПП, |
20 |
20 |
25 |
20 |
Примечания. 1. При работе роторных щебнеочистительных машин без вырезки балласта под рельсошпальной решеткой внутренние стенки траншей должны находиться от торцов шпал не ближе 15-25 см.
2. При работе выправочно-подбивочных машин перед проходом динамических стабилизаторов включают уплотнители откосов с предварительным заполнением шпальных ящиков слоем щебня не менее 2/3 толщины железобетонной шпалы в средней части и шириной плеча по верху торцов шпал не менее 25 см, а также обеспечением прижатия рельсов промежуточными рельсовыми скреплениями по существующим нормам.
3. После работы указанных машин, если температура рельсов превышает температуру закрепления более чем на 150С, то до наработки тоннажа 1,0 млн. т брутто скорость движения поездов ограничивается до 60 км/ч.
4.4.3 Доначала работ, связанных с ослаблением пути, необходимо проконтролировать положение плетей. При наличии их угона необходимо предварительно внести поправку в температуру их закрепления.
Например, при изменении длины 100-метрового участка рельсовой плети на ±10 мм, температура закрепления плети изменяется, соответственно, на ±80С.
Если изменение (удлинение или укорочение) не превышает 10 мм, то проверяется состояние скреплений, заменяются дефектные элементы, смазывается резьба болтов, производится затяжка болтов, шурупов до нормативной величины и определяется фактическая температура закрепления плетей, которая и принимается в расчет при выполнении ремонтных работ.
Если укорочение (удлинение) участков плетей между соседними «маячными» шпалами уменьшилось или увеличилось с начала выполнения работ более,чем на 10 мм, то принимаются меры по восстановлению температуры закрепления плетей в соответствии с п. 4.2.4.
4.4.4 Перед выполнением ремонтно-путевых работ, связанных с балластной призмой, рельсовые скрепления на «маячных» шпалах должны быть приведены в типовое положение (укороченные клеммы заменены на нормальные, пружинные клеммы установлены в рабочее положение), положение рисок на рельсах относительно «маячных» шпал зафиксировано. После выполнения работ производятся обратные замены и проверка положения рисок на рельсах относительно контрольных сечений на шпалах, а также смещения контрольных сечений на рельсах относительно створов.
4.4.5 При работе баровых щебнеочистительных машин высота подъемки рельсошпальной решетки не должна превышать 10 см. В случаях если ЩОМ заканчивает работу в пределах плети (вне уравнительных пролетов), то за 25÷30 м до места демонтажа подпутной балки производится опускание рельсошпальной решетки до 4÷5 см, т.е. шаг понижения при этом составляет 1 см на каждые 5÷6 м пути.
4.4.6 При ожидаемых во время «окна» температурах рельсовых плетей, близких к пределу допускаемых (±20С) по таблице 4.2, необходимо предусматривать следующие мероприятия:в пределах всего участка, где осуществляется очистка щебня, должны быть задействованы подъемно-рихтовочные устройства машин;
при работе в кривых радиусом менее 1200 м, когда в рельсах действуют сжимающие силы, должна быть обеспечена дозировка щебня у торцов шпал по наружной нити на ширину не менее 40 см, а при действии растягивающих сил - на такую же величину у торцов шпал по внутренней нити.
4.4.7 При работе роторных щебнеочистительных машин в условиях, сходных с изложенными в п. 4.4.6, плечо у торцов шпал в кривых должно иметь ширину также не менее 40 см.
4.4.8 После завершения работы щебнеочистительных машин вне уравнительных пролетов, необходимо на участках разрядки их рабочих органов +75 мс обеих их сторон выполнить в соответствии с п.4.2.4 регулировку напряжений.
4.4.9После работ в «окно» комплекса основных путевых машин, включая динамический стабилизатор, на участке работ контролируют крутящий момент затяжки болтов, шурупов динамометрическим ключом, усилие прижатия рельсов к основанию клеммами скреплений АРС-4 и Pandrol-350 и возможный угон плетей относительно «маячных» шпал и створов. При обнаружении несовпадений подвижек плетей относительно «маячных» шпал и створов не более чем на ±5 мм, скрепления на «маячных» шпалах приводятся в соответствие с требованиями п.4.2, а результаты измерений заносятся в Журнал учета подвижек рельсовых плетей.
4.4.10О всех работах, связанных с воздействием на температурно-напряженное состояние плетей бесстыкового пути с применением тяжелых путевых машин по их окончании следует делать записи на участках с короткими плетями - в Журналы для коротких плетей, а на участках с длинными плетями – в Журналы, приложенные к Паспорту-карте, коротких плетей, объединенных сваркой в длинную. При этом должны быть указаны границы участка, где проводились работы, температура рельсов при производстве работ, величины подвижек плетей на участке производства работ и границы участка регулировки напряжений в плетях в зоне разрядки рабочих органов.
67.Маркировка рельсов
Маркировка рельсов производится для правильной укладки их в путь и для определения места и времени изготовления каждого отдельного рельса. Она подразделяется на основную (постоянную), выполняемую во время прокатки клеймением в горячем и холодном состоянии и дополнительную или временную, выполненную краской. Основная заводская маркировка указывает соответствие рельсов требованиям стандартов, а дополнительная отмечает особенности каждого рельса (укорочение, сорт и т. д.).
На одной стороне, на средней линии шейки вдоль каждого рельса выкатываются выпуклые (не менее 1 мм) с плавным переходом к поверхности шейки цифры и буквы высотой от 30 до 40 мм в следующем порядке:
обозначение предприятия-изготовителя (начальная буква названия завода: А — завод «Азовсталь», Д — Днепродзержинский комбинат, К — Кузнецкий металлургический комбинат, Т — Нижнетагильский металлургический комбинат);
месяца — римскими цифрами и две последние цифры — года изготовления рельсов;
типа рельсов;
обозначение головного конца стрелкой.
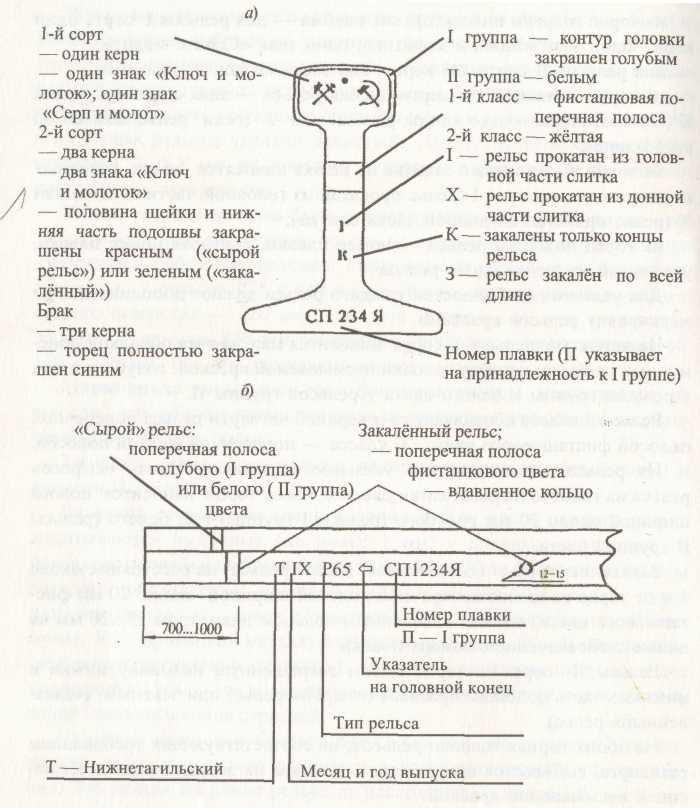 На
шейке вдоль оси каждого рельса (на той
же стороне, где выкатаны выпуклые знаки)
наносятся в горячем состоянии номер
планки в 2—б местах по длине рельса на
расстоянии не менее 1,0 м от его концов
(номер плавки рельсов 1 группы должен
начинаться с буквы П); обозначение
порядкового номера рельса.
На
шейке вдоль оси каждого рельса (на той
же стороне, где выкатаны выпуклые знаки)
наносятся в горячем состоянии номер
планки в 2—б местах по длине рельса на
расстоянии не менее 1,0 м от его концов
(номер плавки рельсов 1 группы должен
начинаться с буквы П); обозначение
порядкового номера рельса.