

10.11.3 Формирование гнезд и отверстий
Формирование продолговатых гнезд и отверстий, предназначенных в основном для шиповых соединений, производится на цепно-долбежных (ДЦА-3 (Россия), GT40S, GT50S, GT60S фирмы CENTAURO, GRIGGIO G-450 (Италия) (рис. 10.49)) и сверлильно-пазовальных (СВПА-2 и СВПГ-1И (Россия), TRC-N, TRC-SI, MT-300 RM GROUP (Италия)) станках.
 Фрезерование
гнезд на цепно-долбежных станках
производится фрезерной цепочкой, имеющей
прямоугольную форму и закругленные
углы дна. Наименьшие размеры гнезд,
выбираемых на цепно-долбежных станках,
определяются соответствующими размерами
фрезерных цепей и направляющих линеек,
наибольшие по ширине – определяются
шириной цепочки, а по длине – возможной
величиной продольного перемещения
стола станка.
Фрезерование
гнезд на цепно-долбежных станках
производится фрезерной цепочкой, имеющей
прямоугольную форму и закругленные
углы дна. Наименьшие размеры гнезд,
выбираемых на цепно-долбежных станках,
определяются соответствующими размерами
фрезерных цепей и направляющих линеек,
наибольшие по ширине – определяются
шириной цепочки, а по длине – возможной
величиной продольного перемещения
стола станка.
Рис. 10.49 Станок цепно-долбежный CENTAURO G 450
Для выборки небольших гнезд чаще всего пользуются сверлильно-пазовальными станками (Griggio TRC-N (Италия) (рис. 10.50), СВПГ-1К (Россия), Yuton MDK 4120 B Super (Китай) и др.). Станки бывают с ручной и механической подачей. На станках с автоматической подачей в качестве режущего инструмента применяются концевые фрезы гнезд диаметром до 16 мм.
 Наиболее
производительны многошпиндельные
сверлильно-пазовальные станки. В
настоящее время на крупных предприятиях
получает распространение
сверлильно-пазовальные центры с ЧПУ
ALFA NC Centauro SpA (Италия) (рис. 10.51), SCM CYFLEX F900
PRO SCM
Group (Италия).
Наиболее
производительны многошпиндельные
сверлильно-пазовальные станки. В
настоящее время на крупных предприятиях
получает распространение
сверлильно-пазовальные центры с ЧПУ
ALFA NC Centauro SpA (Италия) (рис. 10.51), SCM CYFLEX F900
PRO SCM
Group (Италия).
Рис. 10.50 Станок сверлильно-пазовальный
Griggio TRC-N

Рис. 10.51 3-х координатный сверлильно-пазовальный центр с ЧПУ
ALFA NC Centauro SpA
 Сверление
круглых отверстий производится на одно-
и многошпиндельных вертикальных,
горизонтальных или вертикально-горизонтальных
станках. Большое распространение
получили вертикальные станки СВА-2 с
ручной и СВПА – с механизированной
подачей. Современные сверлильно-присадочные
станки изготавливаются по схеме со
сквозным проходом заготовки. Большое
распространение в отрасли получили
станки: одноблочные - SCM Advance 21 SCM
Group, ALFA
21T
VITAR
(рис. 10.52), ITALMAC Cuspide-21 (Италия) и др.;
многоблочные - СГВП-1 и СГВП-2 (Россия),
FORMA
63 H,
SIGMA 2TA, производства фирмы VITAR
(Италия), ITALMAC Bor H2V4 (Италия) (рис. 10.53) и
др.; сверлильно-присадочные
станки с ЧПУ MARS900 (SFERA ROSSA, Италия).
Сверление
круглых отверстий производится на одно-
и многошпиндельных вертикальных,
горизонтальных или вертикально-горизонтальных
станках. Большое распространение
получили вертикальные станки СВА-2 с
ручной и СВПА – с механизированной
подачей. Современные сверлильно-присадочные
станки изготавливаются по схеме со
сквозным проходом заготовки. Большое
распространение в отрасли получили
станки: одноблочные - SCM Advance 21 SCM
Group, ALFA
21T
VITAR
(рис. 10.52), ITALMAC Cuspide-21 (Италия) и др.;
многоблочные - СГВП-1 и СГВП-2 (Россия),
FORMA
63 H,
SIGMA 2TA, производства фирмы VITAR
(Италия), ITALMAC Bor H2V4 (Италия) (рис. 10.53) и
др.; сверлильно-присадочные
станки с ЧПУ MARS900 (SFERA ROSSA, Италия).
Рис. 10.53 Станок сверлильно-
присадочный одноблочный ALFA 21T

Рис. 10.54 Станок сверлильно-присадочный многоблочный ITALMAC Bor H2V4
10.11.4 Шлифование
Технологический процесс механической обработки деталей завершается шлифованием, которое подготавливает поверхности деталей к операциям отделки. Поверхность древесины шлифуют для уменьшения неровностей (шероховатости), вызванных ее анатомическим строением или механической и другой обработкой. Для шлифования древесины и древесных материалов применяются шлифовальные шкурки на тканевой или бумажной основе.
Шероховатость поверхности древесины перед операцией отделки должна быть в пределах 16 мкм. Такое качество поверхности достигается трехкратным шлифованием: первое – номерами шкурок 32…, после которого шероховатость поверхности равна 60 мкм, второе – номерами 12…10, после которого шероховатость поверхности равна 32 мкм, и, наконец, третье – номером 8, после которого достигается требуемая шероховатость поверхности, равная 16 мкм.
Для шлифования древесины и древесных материалов применяются разнообразные шлифовальные станки, которые можно разделить на
ленточные: узколенточные и широколенточные;
дисковые и комбинированные;
цилиндровые;
щеточные (или лепестковые).
Ленточные станки применяют для шлифования плоских щитовых дета-лей, выпуклых и вогнутых поверхностей, калибрования заготовок из древесностружечных плит. В качестве инструмента на этих станках служит бесконечная (закольцованная) шлифовальная лента, натянутая на двух или трех шкивах. Станки с неподвижным столом предназначены для плоскостного шлифования ящиков, щитков, дощечек и брусьев, а со свободной лентой - для обработки изогнутых и круглых шлифовальных деталей. Плоскостное шлифование облицованных и необлицованных щитов и плит производится на узко- и широко-ленточных станках.
Из узколенточных шлифовальных станков известны: ШлНС-3, ШлНС, ШлПС-6, ШлПС-6К (рис. 10.55), ШлПС-8 (Россия), GL GRIGGIO (Италия) и др. Существуют вертикальные узколенточные шлифовальные станки, например, VPB 3200 Vertical HOUFEK (Чехия) (рис. 10.56). Однако вместо ленточной пилы на двух обрезиненных шкивах закреплена закольцованная узкая шлифовальная лента.
 Из
широколенточных станков известны: ШлК-6
(рис. 10.57), ШлК-8, МШП-01 (Россия), Costa
Levigatrici 868, Heesemann MFA
6, ELMAG
505 2 (Германия) и др.
Из
широколенточных станков известны: ШлК-6
(рис. 10.57), ШлК-8, МШП-01 (Россия), Costa
Levigatrici 868, Heesemann MFA
6, ELMAG
505 2 (Германия) и др.
Рис. 10.55 Станок узколенточный шлифовальный ШлПС-6К

Рис. 10.56 Станок вертикальный узколенточный шлифовальный VPB 3200 Vertical HOUFEK


Рис. 10.57 Станок широколенточный шлифовальный ШлК-6 и схема
шлифования
В деревообработке для калибрования в первую очередь ДСтП появились станки, использующие в качестве режущего инструмента полый цилиндр из абразивных зерен на эпоксидной связке, насаживаемый на шпиндель станка.
Дисковые шлифовальные станки (Шл2Д, ШлДБ, Шл3ЦВ 19, Шл3ЦВ19 (Россия), KNUTH TSM 300 (Германия) (рис. 10.58), JET JDS-12 708433M, JET 22-44 PLUS 649003KM (Швейцария) и др.) предназначены для шлифования по плоскости различных деревянных деталей небольших габаритов, ящичных конструкций, кромок, брусковых деталей, сложных заготовок под различными углами и т.п. Механизмом резания этих станков является диск, установленный на валу электродвигателя (или два диска, когда используется электродвигатель с двухсторонним выходом вала), на плоской поверхности которого через фетровую прокладку обечайкой крепится шлифовальная лента в форме круга.
Известны следующие комбинированные шлифовальные станки: станки марок JET, ZENITECH (Швейцария), PROMA (Чехия), Корвет (Россия) и др.
 На
рис. 10.59 представлен внешний вид
комбинированного шлифовального станка
марки PROMA
ВР-100.
На
рис. 10.59 представлен внешний вид
комбинированного шлифовального станка
марки PROMA
ВР-100.
Рис. 10.58 Станок шлифовальный
дисковый KNUTH TSM 300

Рис. 10.59 Комбинированный шлифовальный станок PROMA ВР-100
Цилиндровыми называют шлифовальные станки (Шл3ЦВ (рис. 10.60), Шл3Ц-3, Шл3Ц12-2 (Россия) и др.), у которых шлифовальная лента закреплена на образующей поверхности цилиндров. Диаметр шлифовального цилиндра таких станков сравнительно невелик (280 - 350 мм), поэтому при работе на частоте вращения 1500 об/мин шлифовальная лента быстро засаливается. При этом сам цилиндр нагревается до достаточно высокой температуры, поскольку на его поверхности нанесен слой эластичного материала (фетра или войлока), служащий прокладкой между шлифовальной лентой и стальным цилиндром, что не способствует ее охлаждению. Цилиндровые станки бывают одно- и трехцилиндровые. Одноцилиндровые станки с ручной или механической подачей применяют для плоскостного шлифования прямых и изогнутых щитовых и брусковых деталей, заоваливания острых ребер. Трехцилиндровые станки предназначенные для шлифования фанеры, плит, щитовых (облицованных) и рамных деталей, а также снятия провесов, выпускают двух видов: с верхним и нижним расположением шлифовальных цилиндров. При необходимости с помощью двух установленных последовательно станков можно обработать за один проход изделия с двух сторон.
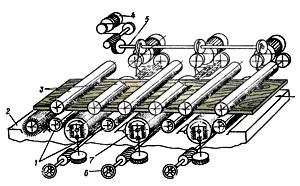
Рис. 10.60 Схематическое изображение трехцилиндрового станка марки Шл3ЦВ 19:
1 – вальцы; 2 – неподвижный стол; 3 - контрвальцы; 4 – электродвигатель; 5 – вал;
6 – маховик; 7 - шлифовальные цилиндры
Лепестковой шлифовальный инструмент состоит из большого количества лепестков, расположенных радиально и закрепленных в основе с помощью синтетической смолы или металлической втулки. Лепестки в основном изготавливают из шлифовальной шкурки с зернами карбида кремния или корунда на тканевой основе. Преимущество лепесткового круга над другими эластичными инструментами заключается в том, что за счет веерообразно размещения лепестков их относительно независимое друг от друга прилегание к обрабатываемой поверхности предоставляет кругу высокой эластичности. Это обеспечивает постоянный и равномерный контакт инструмента с обрабатываемой поверхностью, благодаря чему и достигают хорошего качества обработки.
Лепестковые шлифовальные станки (МТШлК, ШлЩ (Россия), TWINGO Houfek (рис. 10.61), Final HOUFEK (Чехия) и др.) предназначены для финишного шлифования, полирования, искусственного старения, вощения различных деревянных заготовок; для полирования изделий из металла; промежуточного и финишного шлифования плитных панелей МДФ.



Рис. 10.61 Станок лепестковый шлифовальный TWINGO Houfek