

10.10.3 Облицовывание кромок щитовых элементов
Облицовывание кромок щитовых элементов производят на позиционном и проходном оборудовании.
Форматную обработку, облицовывание кромок и их шлифование на современных мебельных предприятиях производят на проходном отечественном и импортном оборудовании. Это линии форматной обработки и облицовывания кромок щитовых элементов мебели МФК-2 (Россия), IMA (Германия); кромкооблицовочные автоматические станки LATO 28, ERGHO 6, ERGHO 7, ERGHO 9 производства POLYMAC, ITALMAC MIRA-4 (Италия) (рис. 10.35); кромкооблицовочные станки с ручной подачей VITAP BC 91A, Griggio GBC 92R (Италия) (рис. 10.36), WT-91S (Китай) и др. Автоматические кромкооблицовочные станки можно легко адаптировать для реализации всех циклов обработки, включая также дополнительные функции, осуществляемые с помощью шлифовальной группы и фрезерного узла, здесь же можно установить узел закругления кромки. Все это позволяет осуществлять быстрое и эффективное производство щитовых элементов.
Приклеивание кромочного материала происходит с помощью термопластичных клеев. Наиболее распространен клей марки ТКР-4, который выпускают двух модификаций по цвету: А – светлый, Б – темный.
Отечественной промышленностью серийно выпускается агрегатный станок МОК-3, на котором производится только облицовывание кромок, снятие свесов и шлифование кромок.
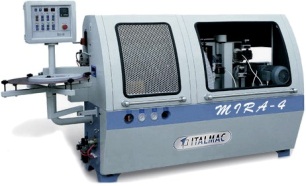
Рис. 10.35 Автоматический кромкооблицовочный станок ITALMAC MIRA-4

Рис. 10.36 Кромкооблицовочный станок с ручной подачей Griggio GBC 92R
10.11 Механическая обработка чистовых заготовок
Вторичная механическая обработка чистовых заготовок включает два этапа:
- операции по формированию шипов, фрезерованию профилей, выборке гнезд и сверлению отверстий;
- технологические операции по зачистке и подготовке поверхности готовых деталей к нанесению защитно-декоративных покрытий.
10.11.1 Формирование шипов и проушин
Брусковые детали чаще всего используют для формирования рамок с помощью шипов и проушин (рис. 10.37). Используемые для этой цели шипы принято называть рамными. Рамные шипы и проушины формируют на шипорезных станках.

Рис. 10.37 Элементы шиповых соединений:
1 – паз; 2 – гребень; 3 – шип круглый; 4 – плоские шипы; 5 – проушина; 6 – гнездо плоского шипа; 7 – гнездо круглого шипа
Рамные прямоугольные шипы можно формировать на одно- или двухсторонних шипорезных станках. Из односторонних шипорезных станков находят применение ШО-16-4, СФШ 003, ШПК-40 (Россия), GRIGGIO GT-4S, GRIGGIO GАT 180 (Италия), RAUTEK МХ2108А (Китай) и др. Из двухсторонних шипорезных станков наибольшее распространение получили ШД 10-8, ШД 10-10, ШД 16-8 (Россия), автоматические Beaver 3820 (Германия) (рис. 10.38), MX 2626 (Китай) и др. Автоматические фрезерные станки OMEC (Италия) предназначены для фрезерования шипа типа «ласточкин хвост».

Рис. 10.38 Станок автоматический шипорезный форматно-обрезной двусторонний Beaver 3820
 Применяются
фрезерные станки с нижним расположением
шпинделя, предназначенные для фрезерования
по направляющей линейке или шаблону,
для нарезания шипов и проушин марок
GRIGGIO
Т-90i
(Италия), TP
120 фирмы ROBLAND
(Бельгия) (рис. 10.39). Станок TP
120 оборудован эксцентриковым прижимом,
телескопической наклонной линейкой
для нарезания шипов, кожухом с аспирацией.
В качестве опций предлагаются копировальное
устройство, автоматическое пусковое
устройство, верхние и нижние прижимы
заготовки, алюминиевые ограждения
шпинделя.
Применяются
фрезерные станки с нижним расположением
шпинделя, предназначенные для фрезерования
по направляющей линейке или шаблону,
для нарезания шипов и проушин марок
GRIGGIO
Т-90i
(Италия), TP
120 фирмы ROBLAND
(Бельгия) (рис. 10.39). Станок TP
120 оборудован эксцентриковым прижимом,
телескопической наклонной линейкой
для нарезания шипов, кожухом с аспирацией.
В качестве опций предлагаются копировальное
устройство, автоматическое пусковое
устройство, верхние и нижние прижимы
заготовки, алюминиевые ограждения
шпинделя.
Рис. 10.39 Фрезерный станок с нижним
шпинделем ROBLAND TP 120
Режущий инструмент шипорезных станков состоит из пильного диска для торцевания в размер, двух горизонтальных ножевых головок для нарезания шипа и горизонтально поставленных прорезных дисков или пил для нарезания проушин.
Нарезаемые на рамных шипорезных станках шипы у брусков прямоугольного сечения также имеют форму прямоугольника. Однако в большинстве случаев для фрезерования гнезд под шипы применяют сверла или концевые фрезы, в результате чего образуются гнезда с закругленными по радиусу режущего инструмента концами.
Для получения плотного соединения без зазоров требуется подрезание углов гнезда или закругление кромок шипа. Эта операция может производиться путем обжима шипов между стальными матрицей и пуансоном на нетиповых станках.
В настоящее время все большее распространение получают шипорезные станки, изготавливающие шипы со скругленными гранями. При формировании этих шипов применяется комбинированный режущий инструмент, состоящий из дисковой пилы и ножевой головки. Используются следующие марки станков: СТ408-А, СТ406 (Россия), MDK 3113B, VANGUARD MD3110A (Китай), BACCI TSG2T (Италия), и др.