

8.7 Технология изготовления плит из ориентированной крупноразмерной стружки
В производстве древесных плит такие плиты имеют обозначение OSB (Oriented Strand Board). Плиты OSB появились в США, по сути, эти плиты являются разновидностью ДСтП. Их появление связано с совершенствованием переработки отходов, образующихся в производстве фанеры в процессе лущения шпона. Благодаря специальной направленной ориентации древесных частиц в структуре формируемого ковра, получается, изготавливать плиты повышенной прочности, а применение синтетических клеев обеспечивает стабильность их свойств в жестких условиях эксплуатации изделий конструкций.
Плиты OSB изготавливают преимущественно из длинномерной круглой древесины, однако расход сырья выше, чем в производстве ДСтП, поскольку требования по качеству сырья выше. Используются в основном такие древесные породы, как осина, сосна, ель, береза. Использование технологической щепы и кусковых отходов лесопиления невозможно.
Бревна и балансы пропариваются, кондиционируют и направляют на окорку, так как кора должна быть обязательно удалена. После окорки предусмотрена обмывка бревен, что продлевает службу ножей в стружечных станках.
Для нарезания стрендов также пригодны станки с ножевым валом, рассмотренным в технологии изготовления ДСтП. Общий вид станка и принцип его работы показаны на рис. 8.34. Из рисунка видно, измельчение древесины происходит вдоль волокон с образованием гладкой, приближающейся к прямоугольной форме крупноразмерной стружки. Размеры получаемых древесных частиц: толщина 0,5-0,9 мм, ширина 6-40 мм, длина до 180 мм (соотношение длины и ширины, как правило, 3 к 1 или 6 к 1).
Транспортировка и сушка древесных частиц проводиться в щадящих условиях без грубых механических воздействий, поэтому для сушки обычно рекомендуют однопроходную сушилку, диаметром до 6 метров. Такие сушилки оснащены системой пневмомеханической подачи и обеспечивает длительное время сушки, что определяет удельный расход тепла и равномерное содержание влаги в материале. Высушенная стружка проходит сортировку в перфорированных барабанах роторного типа.
Мелкая фракция удаляется, проходит повторную сортировку и поступает на осмоление в отдельный смеситель. Отделенная пыль направляется на сжигание.
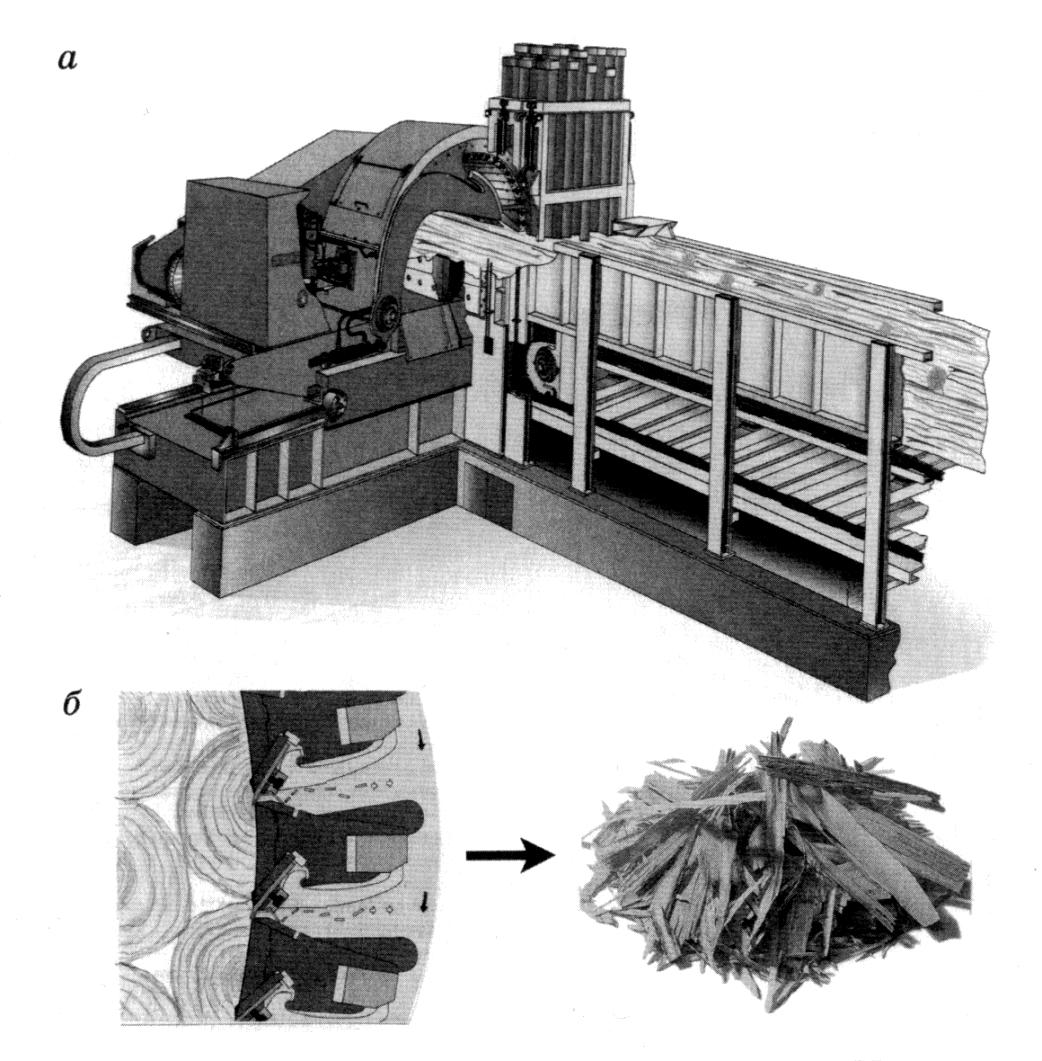
Рис. 8.34 Стружечный станок с ножевым валом (а) и принцип его
работы (б)
Система приготовления связующего аналогично действующей в технологии древесностружечных плит. Связующим служат фенолоформальдегидные смолы, но OSB для мебели изготавливают с применением карбамидомеламиноформальдегидных смол. Также находят применение полиуретановые связующие на основе изоцианатов, карбамидомеламинофенолформальдегидные (КМФФС) и фенолоизоцианатные связующие.
Система осмоления предусматривает подачу всех компонентов раздельно через индивидуальные дозировочные насосы и расходомеры. Для этого используются большие смесители барабанного типа рис 8.35. В процессе осмоления во избежание разрушения древесных частиц число оборотов вала смесителя должно быть ниже, чем при осмолении в производстве ДСтП. Смачивание и растекание связующего по поверхности частиц при осмолении не является столь обязательным, на этом основании в производстве OSB используют как жидкое, так и порошкообразное связующее.
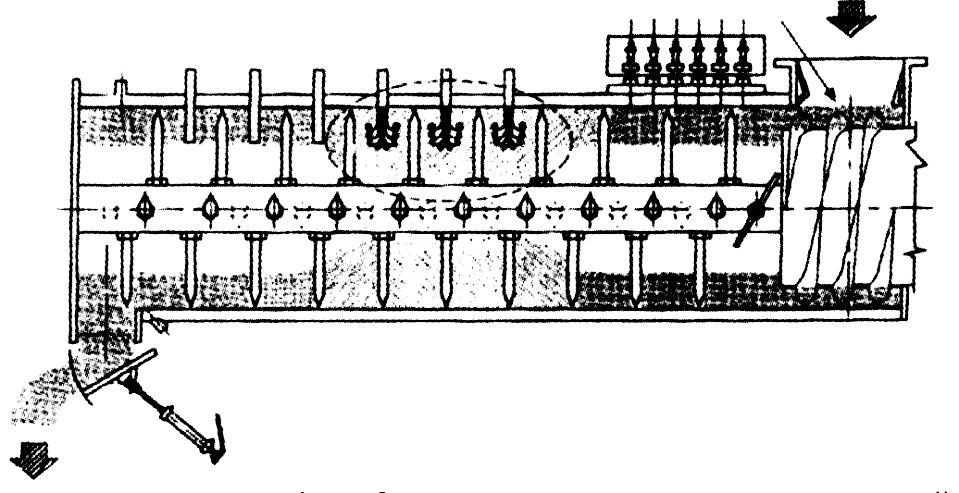
Рис. 8.35 Смеситель для осмоления стружки в производстве плит OSB
Формирование стружечного ковра является важнейшей операцией в технологии OSB. Эта операция сочетается с ориентированием частиц, то есть укладкой в определенном направлении, что позволяет увеличить прочность плит в этом направлении на 50 %. Разделенные на потоки наружных и внутреннего слоев частицы должны проходить ориентирование по отношению к главной оси. Формирование ковра исключительно из стрендов обеспечивает высокое качество OSB, причем существенно сокращается различие в показателях изделий, выпиленных из плиты в продольном и в поперечном направлениях. Ориентирующее устройство состоит из тонких дисков, вращающихся в потоке падающих частиц (рис. 8.36).
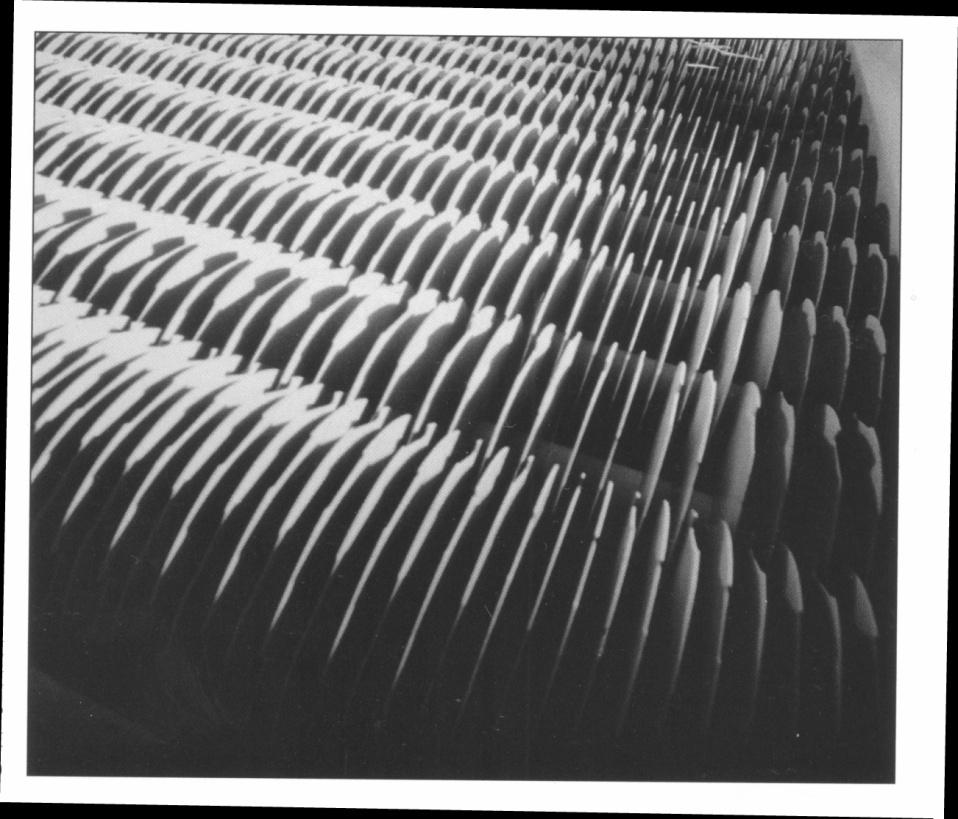
Рис. 8.36 Общий вид дискового ориентирующего устройства для крупноразмерной стружки (Siempelkamp)
Первая и четвертая машины формируют наружные слои плиты, располагая частицы вдоль главной оси, а вторая и третья укладывают средний слой с поперечным расположением частиц.
Прессование OSB может осуществляться в прессовом оборудовании любого вида: на одно- и многоэтажных прессах. Более перспективно изготовление плит на прессах непрерывного действия.
Участок послепрессовой обработки OSB по операциям и оборудованию аналогичен такому участку в производстве ДСтП. В большинстве случаев плиты OSB для строительства выпускают нешлифованными, но при необходимости их шлифуют после промежуточного хранения по завершении процесса кондиционирования.
Формирование в размер выполняют по стандартам или по заявкам заказчика. Средние размеры поставляемой потребителю OSB 2400x1200 мм. Технологическая схема плит OSB представлена на рис. 8.37.
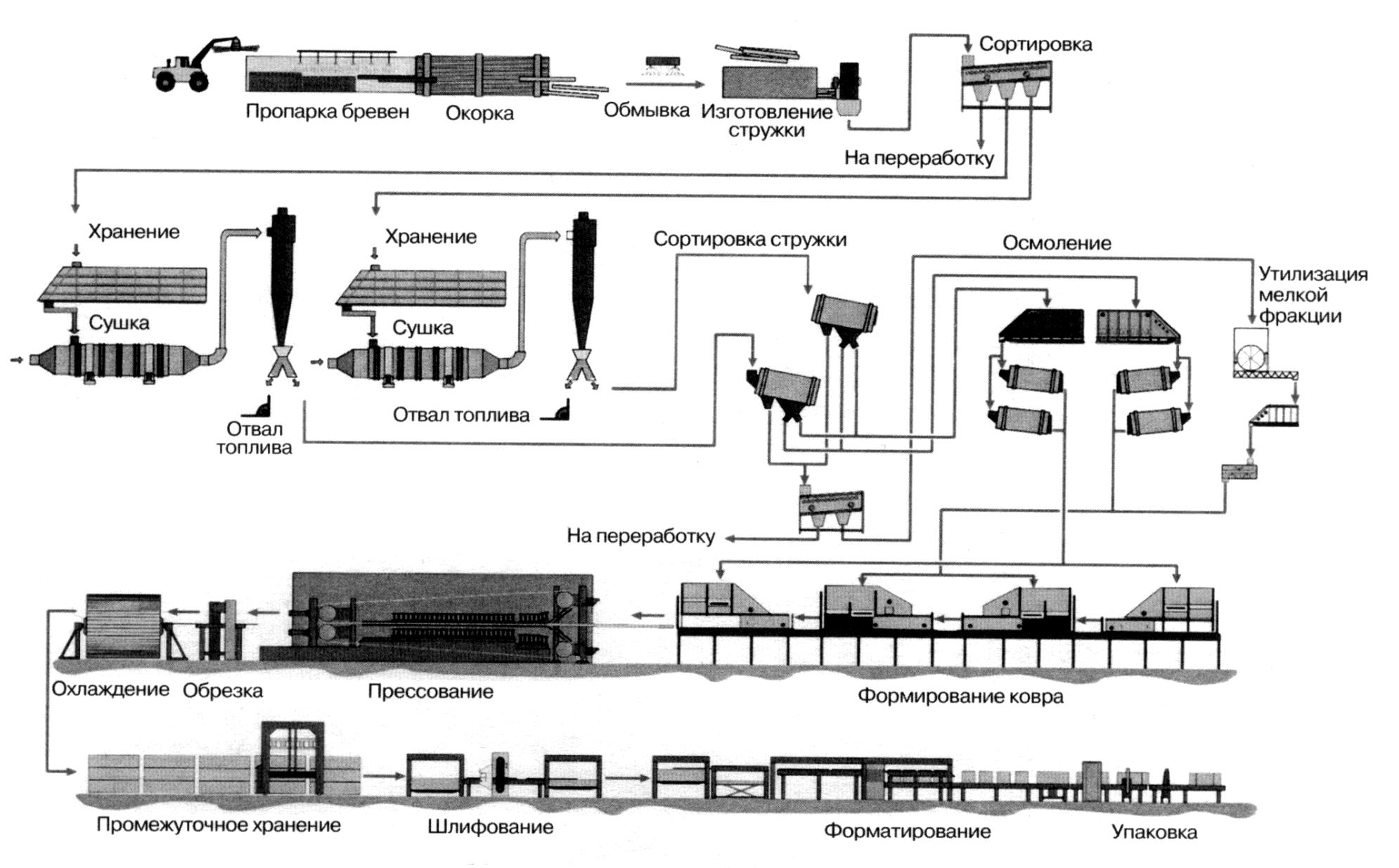
Рис. 8.37 Технологическая схема производства OSB