

7.8 Технологическая схема производственного процесса на базе ленточнопильных станков
Типовы технологические схемы потоков на базе однопильных ленточнопильных станков (рис. 7.8) рекомендуются для цехов, перерабатывающих крупномерный пиловочник хвойных и лиственных пород без сортировки по диаметрам по развальной, брусово-развальной и круговой схемам раскроя на обрезные и необрезные пиломатериалы и брусья.
В 1-м варианте (рис. 7.8,а) бревна продольным конвейером 1 подаются на механизированный лесонакопитель вместимостью 5…6 бревен, откуда механизмом поштучной выдачи подаются на тележку 3 однопильного станка. Согласно схеме раскроя оператор для каждого реза устанавливает бревно на тележке и подает его в ленточнопильный станок, на котором получают брус (двух-, трех- или четырехкантный), горбыли и доски (обрезные и необрезные) кратных и номинальных толщин.
Горбыли, доски и брусья поступают на распределительный конвейер 5. Откуда горбыли и доски кратных толщин поступают на поперечный конвейер 6, брусья - на автоманипулятор 13, доски номинальных размеров – на поперечный конвейер 16. Доски и горбыли кратных толщин поступают на стол ленточнопильного станка 8 для раскроя по толщине, а доски номинальных толщин конвейером 17 направляются на участок торцовки, сортировки и пакетирования.
Брус через механизм поштучной выдачи брусоперекладчика направляется в автоманипулятор 13, который ориентирует брус и подает его в делительный станок 14. Делительным станком может быть многопильный круглопильный станок (Ц8Д8-03 и др.) или лесопильная рама 2-го ряда. Необрезные доски с делительного станка поступают на поперечный конвейер 16, обрезные доски – на участок торцовки, сортировки и пакетирования. Необрезные доски конвейером 16 через механизм поштучной выдачи подаются на стол трех- или четырехпильного обрезного станка 19. При ручном способе ориентации и подачи досок в станок над столом устанавливается светотеневой аппарат. Обрезные доски по конвейеру 18 поступают на участок торцовки, сортировки и пакетирования.
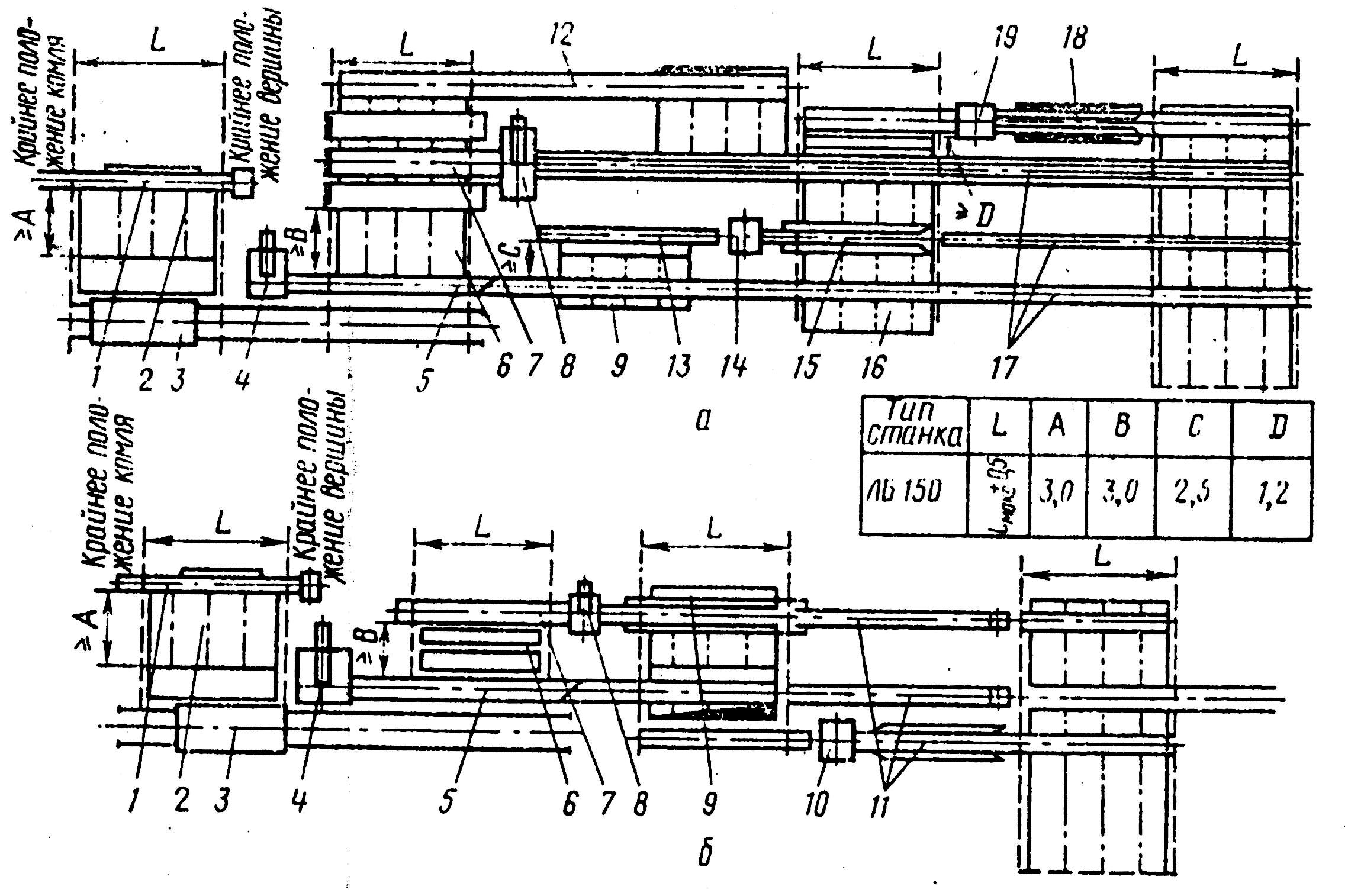
Рис. 7.8 Варианты схем потоков на базе однопильных ленточнопильных станков
а – 1-й вариант; б – 2-й вариант; 1 – продольный цепной конвейер; 2 – накопитель бревен; 3 – подающая тележка; 4,8 – ленточнопильные станки; 5,11,12,17, 18 – продольные конвейеры; 6,9,16 – поперечные конвейеры; 7 –механизм ориентации и подачи; 10,19 – обрезные станки; 13 – автоманипулятор; 14 – делительный станок; 15 – распределительный конвейер; L – длина бревна
Во 2-м варианте (рис 7.8, б) на головном ленточнопильном станке из бревна выпиливают брус и доски номинальных толщин. Брус распиливается на делительном станке, которым может быть лесопильная рама 2-го ряда или многопильный круглопильный станок. Необрезные доски раскраиваются по ширине на трех- или четырехпильном станке 10. Обрезные доски с делительного 14 и обрезного станка 10 направляются на участок торцовки, сортировки и пакетирования.
В последние годы в связи с развитием малых предприятий отечественная станкостроительная промышленность выпускает разной степени сложности многопильные вертикальные и горизонтальные ленточнопильные станки, позволяющие на их базе создать лесопильное предприятие с полным циклом переработки.