

7.6 Технологическая схема производственного процесса на базе лесопильных рам
Лесопильной рамой называют станок для продольной распиловки древесины, в котором пиление выполняют полосовыми (рамными) пилами, натянутыми в пильной рамке, при ее поступательно-возвратном Движении и продольной подаче распиливаемого лесоматериала. По расположению и направлению движения пил различают рамы горизонтальные и вертикальные.
В горизонтальной лесопильной раме пильное полотно натянуто в пильной рамке горизонтально и совершает поступательно-возвратное движение в горизонтальном направлении. Сырье распиливают одной пилой, т. е. выполняют индивидуальную распиловку. Эти рамы выпускают одной модели РГ-130-1 и используют преимущественно для раскроя толстомерных кряжей ценных пород на двухкантные брусья «ванчесы», которые являются заготовками для производства фанеры.
В вертикальной лесопильной раме рамные пилы натянуты в вертикальных плоскостях с тем или иным уклоном и совершают поступательно-возвратное движение в вертикальном направлении. Одновременно в раму устанавливают несколько пил (постав) и производят групповую распиловку сырья. В лесопильном производстве такая рама является основным бревнопильным станком.
Вертикальные лесопильные рамы классифицируют по нескольким признакам. По способу установки рамы делят на стационарные и передвижные. Стационарные рамы предназначены для постоянно действующих предприятий, их устанавливают на прочных бетонных фундаментах. Передвижные рамы устанавливают на колесном ходу, транспортируют без демонтажа тракторами и автомашинами.
По высоте различают рамы двухэтажные, полутораэтажные и одноэтажные. По числу шатунов рамы бывают одношатунные и двухшатунные. По числу подающих вальцов различают четырех- и восьмивальцовые рамы. Первые распиливают бревна длиной от 3 м и более, вторые от 0,8 м и более.
К техническим показателям лесопильной рамы относятся: тип рамы, просвет и высота хода пильной рамки, скорость вращения вала в минуту, мощность привода, система механизма подачи, наибольшая конструктивная величина подачи (посылка) за один оборот вала рамы, масса рамы и ее габаритные размеры.
Просвет пильной рамки – внутреннее расстояние между ее вертикальными стойками. Просвет определяет наибольший диаметр бревен, распиливаемых на раме. Наибольший диаметр бревна в вершине d, см, который возможно пропустить через раму определенного просвета, определяют по формуле:
d = B-S·L-2·c, (7.10)
где В - просвет рамки, см;
S - сбег бревна, см/м;
L - длина бревна, м;
с - запасное расстояние между стойками пильной рамки и комлем бревна с каждой стороны, принимается равным 5 см.
По ширине просвета лесопильные рамы подразделяют на узкопро-светные (до 500 мм), среднепросветные (до 800 мм) и широкопроевстные (до 1100 мм).
Высота хода пильной рамки – расстояние, проходимое пильной рамкой сверху вниз за полный оборот коренного вала. Одноэтажные рамы строят с высотой хода от 220 до 410 мм, двухэтажные – до 700 мм. Скорость вращения коренного вала рамы, или число двойных ходов пильной рамки в минуту, колеблется от 210 до 450. Рамы с меньшим просветом имеют более легкую пильную рамку и соответственно большую частоту вращения. Мощность привода определяет тип и потребную мощность электродвигателя и возможную производительность рамы.
Система механизма подачи характеризует способ продвижения бревна в процессе распиловки. Существует два вида подачи и две системы механизма подачи – непрерывная и толчковая. Толчковую подачу подразделяют на однотолчковую и двухтолчковую. При непрерывной подаче бревно продвигается в раму непрерывно во время холостого и рабочего хода пильной рамки, при однотолчковой подаче только за рабочий или только за холостой ход, при двухтолчковой – один толчок происходит за рабочий, другой за холостой ход пильной рамки. Быстроходные лесопильные рамы снабжены механизмами непрерывной подачи бревен. Большое значение для производительности рамы имеет посылка – наибольшая возможная конструктивная величина подачи за один оборот вала рамы, которая определяется конструкцией механизма подачи.
При малых объемах распиловки (10…50 тыс. м3 сырья в год) можно использовать одноэтажные лесопильные рамы (Р40-1, Р63-4Б, Р80 и др.). Начиная примерно с 60…80 тыс. м3 пиловочника устанавливают двухэтажные лесопильные рамы с просветом пильной рамки 500 или 750 мм (2Р-50-12/22, 2Р75-1А/2А) для раскроя бревен со средним диаметром 24…26 см. Для распиловки крупномерного сырья (средний размер 32…34 см) применяют широкопросветные двухэтажные лесопильные рамы (2Р100-1/2) с просветом пильной рамки 1000 мм. На их базе создаются одно-, двух-, трех- и четырехпоточные лесопильные цехи для получения обрезных пиломатериалов (рис. 7.4).
-
Тип лесопильной рамы
L*
A
B
C**
D**
2Р-50
Lmax+0,5
3,0 м
3,0 м
0,2 м
1,2 м
2Р-75
3,0 м
3,0 м
0,2 м
1,5 м
2Р-100
2,0 м
2,0 м
0,2 м
1,5 м
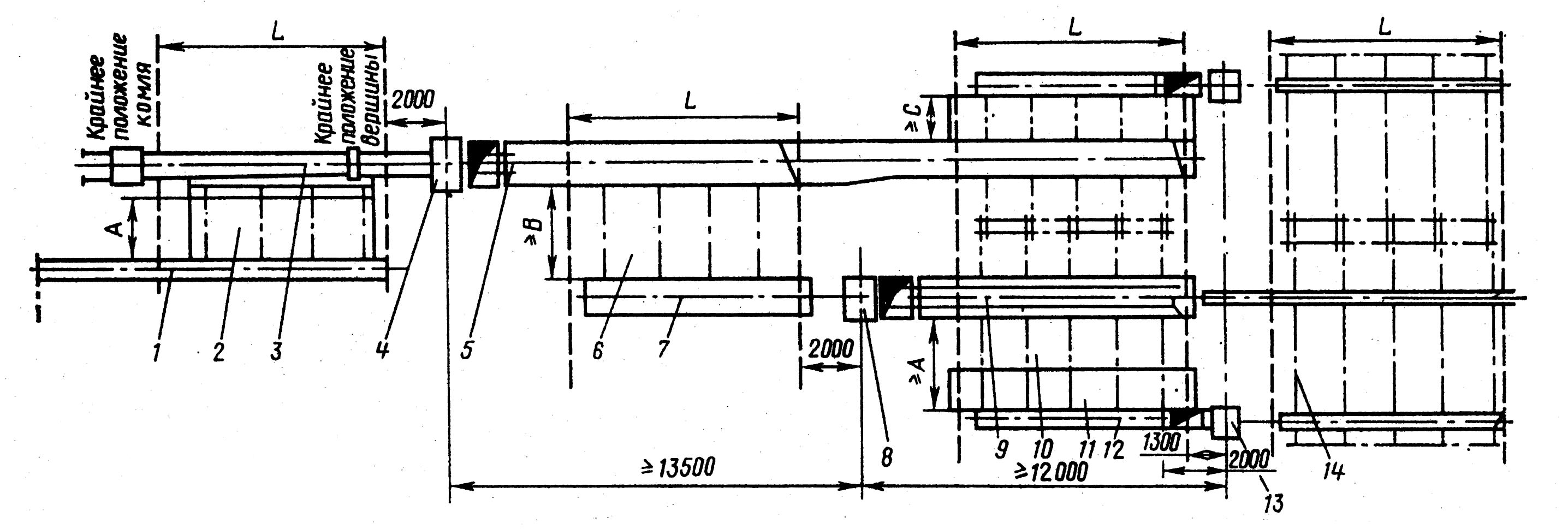
Рис. 7.4 Схема потока на базе лесопильных рам 2Р:
1 – конвейер продольный цепной; 2 - накопитель бревен с механизмом поштучной выдачи; 3 – механизм ориентации и подачи бревен; 4 – рама лесопильная 1-го ряда; 5,9 – роликовые конвейеры; 6 – брусоперекладчик-накопитель с механизмом поштучной выдачи; 7 – автоманипулятор; 8 – рама лесопильная 2-го ряда; 10 – поперечный цепной конвейер; 11 – механизм поштучной выдачи досок; 12 – торцовочная пила; 13 – обрезной станок; 14 – поперечный цепной конвейер для реек; 15,16 – продольный конвейер для удаления досок; Lmax - наибольшая длина бревна, м
Цепным продольным конвейером бревна с участка подготовки сырья и окорки перемещаются на лесонакопитель 2, который обеспечивает поштучную выдачу бревен в механизм ориентации и подачи 3 перед лесопильной рамой 1-го ряда 4. Механизм ориентации и подачи 3 состоит из основной и вспомогательной тележек. Вместо вспомогательной тележки в потоках с лесопильными рамами РД-50, 2Р50. 2Р63, РД-75 и 2Р80 может применяться поддерживающе-перехватная тележка. В потоках с лесопильными рамами РД-50, 2Р50 и 2Р63 механизмом ориентации и подачи могут служить конвейерные устройства.
В лесопильной раме 1-го ряда 4 бревно распиливается на двухкантный брус и необрезные доски. Рама оборудована специальным приспособлением для удержания горбылей в момент выхода распиленного бревна. Брус и необрезные доски поступают на роликовый конвейер 5, а горбыли падают в люк, расположенный за лесопильной рамой. С роликового конвейера брус поступает на брусоперекладчик-накопитель 6, а необрезные доски подаются на поперечный конвейер 10.
Брусолерекладчик-накопитель 6 поштучно выдает брус в автоманипулятор 7, который ориентирует его по центру постава и подает в лесопильную раму 2-го ряда 8, распиливающую брус на доски (центральные обрезные и боковые необрезные) Рама оборудована специальным приспособлением для удержания горбылей в момент выхода досок. Доски поступают на роликовый конвейер 9, а горбыли падают в люк за лесопильной рамой.
Центральные доски с роликового конвейера 9 поступают на конвейер 15, который передает их на участок торцовки и пакетирования. Боковые доски с роликового конвейера передаются на поперечный конвейер 10. Необрезные доски по поперечному конвейеру подаются механизмом поштучной выдачи на стол обрезного станка 13, в котором установлена пила для торцовки острого обзола.
Ширину доски формируют на обрезных или фрезерно-обрезных станках. В потоках с лесопильными рамами РД-110, 2Р100, РД-75 и 2Р80, перерабатывающих крупномерное сырье, устанавливают трех- и четырехпильные обрезные или фрезерно-обрезные станки с одной или двумя пилами. Обрезные доски по конвейеру 16 поступают на участок торцовки, сортирования и пакетирования.
Рейки сбрасываются рейкоотделителем на поперечный конвейер 14. Кусковые отходы (горбыли от лесопильных рам, рейки от обрезных станков) поступают на сборочный конвейер и направляются в рубительную машину. Щепу сортируют: кондиционную направляют в бункер, некондиционную используют на топливо.