

5.7 Технология камерной сушки пиломатериалов
Цикл камерной сушки пиломатериалов складывается из ряда последовательно выполняемых операций:
1. Укладка пиломатериалов в штабель.
1.Перед началом сушки проверяют камеру.
2.Готовят древесину. Пиломатериалы укладывают в штабеля.
Укладка пиломатериалов в штабель – первая и важная операция в процессе сушки. Укладка должна обеспечивать:
-равномерное омывание агентом сушки всего материала, необходимое для достижения одинаковой интенсивности сушки штабеля,
-сохранение материалом первоначальной формы и предохранение его от коробления,
-наибольшую производительность сушильной камеры.
Сушильный штабель пиломатериалов состоит из горизонтальных рядов досок, разделенных по высоте межрядовыми прокладками. Прокладки выполняют следующие функции:
- образуют щелевые зазоры для передвижения через штабель нагретого воздуха, отдающего влажной древесине теплоту с одновременным удалением из штабеля этим же воздухом испарившейся влаги,
- зажимают доски между прямыми прокладками массой лежащего выше в штабеле материала для предотвращения коробления досок во время сушки,
- скрепляют большое количество досок в общую для них транспортную единицу в форме штабеля для удобного перемещения и высушивания.
Прокладки должны быть прочными, одинаковых размеров и иметь стабильные свойства в переменных температурных условиях. Прокладки изготавливают из сухой здоровой древесины легких пород без сучков, влажностью на 3…5 % выше конечной влажности высушиваемого материала, сечением 25x40 мм. В условиях эксплуатации прокладки ежемесячно проверяют по толщине, допуская смятие на 2 мм. Износившиеся прокладки заменяют.
По высоте штабеля прокладки во всех рядах располагают точно вертикально, то есть одну над другой, допускаемый их сдвиг в направлении длины досок – не более половины ширины прокладки. Крайние прокладки должны быть расположены заподлицо с торцами штабеля, чтобы уменьшить опасность растрескивания торцов. Для того, чтобы избежать коробления и провисания досок, необходимо укладывать определенное количество прокладок по длине штабеля, которое зависит от породы древесины, толщины и длины пиломатериалов.
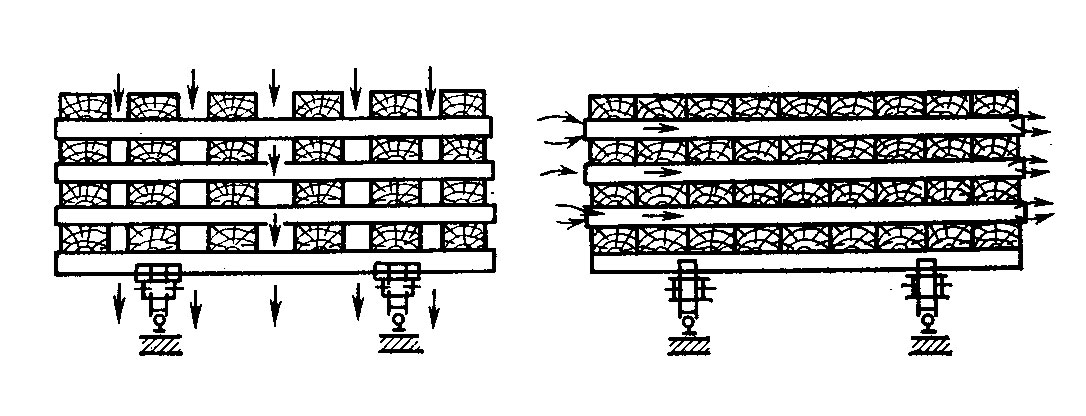
Укладка штабеля выполняется двумя способами (рис. 5.4):
- укладка сплошная, без промежутков, в горизонтальных рядах (шпаций), такой способ в настоящее время наиболее применим, так как в современных камерах для используемых направлений циркуляции воздуха шпации не нужны, этот способ более рационален, так как повышается вместимость штабеля;
-укладка со шпациями (промежутками) в горизонтальных рядах. Такую укладку применяют в камерах с естественной циркуляцией и в камерах с противоточной циркуляцией агента сушки.
Транспортировку пиломатериалов к формировочной площадке осуществляют в плотных (без прокладок) пакетах автолесовозами и автопогрузчиками или, иногда, вагонетками по рельсовым путям.
Сушильные штабеля формируются двумя методами – штучной укладкой досок и пакетным методом [4].
 а
б
а
б
Рис.5.4 Способы укладки пиломатериалов в штабель:
а – укладка со шпациями необрезных и обрезных досок; б – укладка без шпаций (стрелками показано движение воздуха во время сушки)
Для наблюдения за скоростью просыхания и установления момента окончания сушки в штабель закладывают два контрольных образца. Контрольный образец выпиливают длиной от 1 до 1,1м из пиломатериалов, из которых сформирован штабель. Определяют начальную влажность образца древесины, устанавливают её конечную влажность в зависимости от назначения и категории сушки и назначают режим сушки.
3. Перед загрузкой камеру прогревают.
4. Первая операция в камерах периодического действия – начальный прогрев. Древесина нагревается до температуры среды, которая обычно задается на 8...10оС больше температуры начальной ступени режима сушки. Цель её – повысить влагопроводность древесины, чтобы влага интенсивно перемещалась из центральной зоны к поверхности древесины. Температура в центре сечения досок до начала сушки должна быть не ниже температуры по мокрому термометру для 1 ступени процесса. Древесину прогревают до тех пор, пока разность между температурой среды и температурой в центре доски не достигнет 3оС.
В камерах непрерывного действия начальный прогрев как специальная операция не проводится. Древесина прогревается при параметрах сушильного агента по 1 ступени режима сушки.
5. Во время сушки состояние агента постоянно контролируется по психрометру. Периодически контролируют напряжения в высушиваемой древесине. Режим корректируют по состоянию упругих деформаций в древесине.
6. Для снятия остаточных напряжений осуществляется влаготермообработка. Различают конечную обработку, проводимую при достижении древесиной заданной конечной влажности и промежуточную обработку, назначаемую при переходе на последнюю ступень режима сушки. Конечной влаготермообработке подлежат пиломатериалы, высушиваемые в камерах периодического действия и подлежащие точной механической обработке. При этом выравнивается влажность и снимаются упругие деформации по сечению материала.
7. После конечной тепловлагообработки подсушивают поверхностные слои в течение 1…2 часов при режиме, который был до конечной обработки.
8. Если материал высох удовлетворительно, его оставляют для медленного охлаждения до t = 30…40 оС в закрытой выключенной камере при открытых приточно-вытяжных каналах. А затем пиломатериалы охлаждают при полуоткрытых дверях в течение примерно 1 часа на каждый см толщины материала.
9. Перед пуском в дальнейшую обработку высушенный материал лучше выдержать, по крайней мере, в течение 2-х суток.
10. Если по показателям качество сушки после конечной обработки и подсушки материал не отвечает требованиям, то проводят кондиционирующую обработку, при которой недосушенный материал подсыхает, а пересушенный - увлажняется.