

5.6 Категории и показатели качества сушки древесины. Дефекты, возникающие при сушке древесины и способы их устранения
С учетом неодинаковых производственных требований и технологии механической обработки древесины различного назначения установлены 4 категории качества сушки пиломатериалов, подаваемых в цех деревообработки.
Первая категория качества (I) – высококачественная сушка пиломатериалов до эксплуатационной влажности, обеспечивающая особо точную механическую обработку и сборку деталей и узлов наиболее квалифицированных изделий (музыкальные инструменты, точные приборы, спортинвентарь, производство моделей и т. п.). Такой материал не должен подвергаться температурному воздействию выше 60…70оС (60оС – для более толстых материалов).
Вторая категория качества (II) – сушка для эксплуатационной влажности, обеспечивающая точную механическую обработку деталей и узлов квалифицированных изделий (мебель, столярно-строительные изделия, внутреннее оборудование пассажирских вагонов и судов, автостроение, сельхозмашиностроение и т. п.). Допускается снижение прочности на скалывание и ударный изгиб до 5 %. Допускаемая температура сушки до 75…85 оС (75 оС – для толстых сортиментов мягких пород и тонких сортиментов твердых пород).
Третья категория качества (III) – среднее качество сушки до эксплуатационной влажности пиломатериалов для менее квалифицированных изделий деревообработки (тара, товарные вагоны, строительство, кроме окон и деревянных ферм), когда не требуется взаимозаменяемость при сборке.
Нулевая категория качества (0) – сушка товарных пиломатериалов до транспортной влажности (16…20 %, где 16 % - для тонких) и сушка экспортных материалов.
Качество сушки определяется наличием видимых дефектов, то есть трещин, коробления и т.д. о чём говорилось выше, а также такими показателями как:
1. Соответствием средней влажности высушенной партии материала заданной конечной влажности. Древесину нужно сушить до той влажности, какую она будет иметь в эксплуатационных условиях. Эксплуатационная влажность деревянных изделий или деталей зависит от температуры и влажности воздуха. Эксплуатационная влажность равна средней за год равновесной влажности воздуха, в котором древесина будет находиться в условиях эксплуатации. Влажность древесины, выдаваемая сушильными камерами, должна быть на 1…3% ниже влажности древесины в готовой продукции, так как при сострагивании наружного, более сухого слоя доски во время изготовления деталей, влажность повышается.
Конечная влажность нормируется и различается в зависимости от назначения пиломатериалов. Недосушка материала опаснее по последствиям, чем пересушка. Недосушенная древесина отдает влагу в условиях эксплуатации окончательно изготовленных изделий. Это приводит к сокращению поперечного сечения деталей, их деформациям, возникновению зазоров и даже щелей, расслаблению и ухудшению соединений.
Этот показатель качества учитывается для всех 4-х категорий качества сушки.
2.Равномерность конечной влажности, то есть величиной отклонения влажности отдельных досок от средней влажности данной партии (штабеля) материала. Возможны следующие варианты:
а) неравномерность просыхания по длине штабеля, возникает из-за неравномерной раздачи воздуха или его нагрева по длине камеры, а также неудовлетворительного состояния дверей (двери должны быть герметичными и утепленными);
б) неравномерное просыхание древесины по ширине штабеля происходит при слабом движении воздуха по материалу. Нужно предотвращать протекание воздуха мимо штабеля, для чего в камере могут быть установлены экраны, а также следует увеличить подачу воздуха вентиляторами;
в) неравномерное просыхание материала по высоте штабеля – наблюдается при неправильном распределении потока воздуха и слабой его скорости по материалу (способы устранения указаны в п.б);
г) неравномерное просыхание по объёму штабеля происходит при парной (по толщине) укладке досок, разнотолщинности досок, прокладок и других нарушениях технологии сушки;
Показатель
нормируется для всех 4-х категорий.
Наиболее жесткие пределы отклонений
для
 категории (
категории ( 2%).
2%).
3.Перепад влажности по толщине материала. Может возникнуть из-за проведения форсированного процесса сушки при значительной конечной влажности древесины.
По
требованиям РТМ нормы отклонений
перепада влажности зависят от толщины
материала и категории качества. Эти
нормы увеличиваются от
категории к
 ,
в 0 категории не нормируется.
,
в 0 категории не нормируется.
Контроль за показателями качества сушки осуществляется с использованием контрольных образцов. Среднюю конечную влажность и отклонения от неё устанавливают путем отбора из штабеля не менее 9 контрольных досок, от которых отпиливают по 2 секции, на которых измеряют влажность.
Для определения перепада влажности по толщине пиломатериалов от 5 контрольных досок для 1 категории качества и не менее 3 – для других категорий, рядом с секциями влажности вырезают секции для определения послойной влажности, которые затем раскалывают.
4.Условный показатель остаточных напряжений. Их величину устанавливают по силовым секциям, которые выпиливают из тех же контрольных досок и в том же количестве, как и для перепада влажности по толщине. Вид силовой секции представлен на рис. 5.3
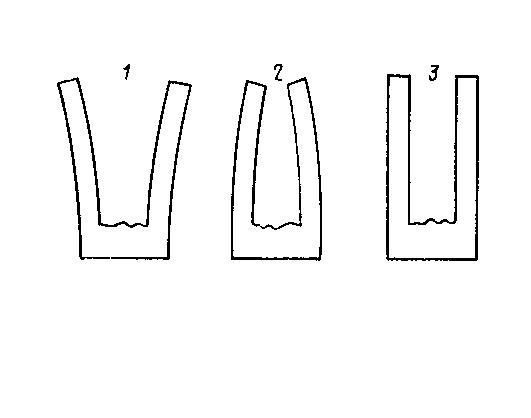
Рис.5.3 Возможные деформации силовой секции
Силовую секцию раскраивают на ленточнопильном станке, выкалывая середину. После раскроя зубцы секции могут изогнуться. По положению зубцов можно судить о характере внутренних напряжений.
Если зубцы изогнулись наружу (рис. 5.3,1) – это означает, что имеются растягивающие напряжения на поверхности и сжимающие во внутренних слоях.
Если зубцы изогнулись внутрь (рис.5.3,2) – сжатие снаружи и растяжение внутри. Отсутствие деформаций после раскроя (рис.5.3,3) указывает на отсутствие напряжений.
Наличие остаточных деформаций говорит о том, что в материале имеются остаточные напряжения. Показатель нормируется для 1 и 2 категории качества, его величина отклонения зависит от толщины материала (чем больше толщина, тем больше норма отклонения).
Дефекты, возникающие при сушке древесины и способы их устранения. Внутренние напряжения при сушке и неодинаковая усушка в радиальном и в тангенциальном направлениях вызывают такие дефекты древесины, как:
- растрескивание;
-коробление;
-сморщивание;
-выпадение сучков.
Применение высоких температур при сушке древесины вызывает дополнительные дефекты:
- выплавление смолы;
- потемнение древесины;
- повышение хрупкости, отслаиваение древесины по годичным слоям;
- уменьшение прочности.
Растрескивание. В результате неправильного высушивания в древесине могут появиться торцовые, поверхностные и внутренние трещины.
Торцовые трещины – чаще появляются раньше других дефектов. Торцы древесных сортиментов более интенсивно, чем остальные поверхности испаряют влагу из-за более высокой влагопроводности древесины вдоль волокон, чем поперёк. Это приводит к понижению влажности на торцах по сравнению с остальной частью сортимента, что вызывает усушку и, следовательно, возникновение в них внутренних напряжений растяжения, из-за которых образуются торцовые трещины. Эти трещины идут в радиальном направлении, вначале они мелкие, но если не изменить режим, они могут расшириться и захватить всё сечение бруска. Их глубина (вдоль бруска) может достичь 1м и более. Такие глубокие торцовые трещины часто образуются при сушке широких необрезных досок твердых лиственных пород [3,4].
Чтобы избежать появления торцовых трещин, надо уменьшить интенсивность испарения влаги с торцов. Для этого можно:
- уменьшить омывание торцов материала воздухом, для этого на торцы штабеля следует повесить экраны или брезентовые шторы; вплотную сдвинуть штабели торцами один к другому и др;
- покрывать торцы досок густотёртыми масляными красками или битумными замазками;
- применять режимы с более высокой относительной влажностью воздуха в начальной стадии процесса;
- требовать от поставщиков обязательного предохранения торцов бревен и досок от растрескивания путем обмазки смолами, красками и так далее.
Поверхностные трещины возникают в материале в первый период сушки из-за интенсивного испарения влаги с поверхности. Внутренняя влага не успевает подойти к поверхности, наружные слои пересыхают, внутренние напряжения в них превосходят предел прочности, и материал растрескивается. Трещины образуются как на пластях пиломатериалов, так и на кромках досок. Их продольное направление совпадает с направлением волокон, а поперечное с сердцевинными лучами. Поверхностные трещины углубляются и расширяются до смены знака внутренних напряжений, после чего они начнут закрываться. В конце процесса трещины могут быть не заметны, но их скрытое наличие уменьшает качество материала. Наиболее подвержены поверхностным трещинам сердцевинные доски.
При появлении первых признаков растрескивания, необходимо увеличить влажность воздуха в камере.
Внутренние трещины – образуются в конечной стадии сушки. Чем больше были напряжения в первом периоде сушки, тем большими они будут в конце процесса. Мерой борьбы с внутренними напряжениями и с появлением внутренних трещин во втором периоде сушки является промежуточная обработка материала воздухом повышенной температуры и влажности.
Коробление материалов при высыхании может быть поперечным, продольным или винтообразным – скручивание доски. Причина коробления в неодинаковой усушке в радиальном и тангенциальном направлениях и неправильности строения древесины (наклон волокон, крень, тяговая древесина).
Поперечному короблению подвержены широкие доски, а неправильное строение древесины вызывает поперечное коробление и скручивание досок. Для предотвращения коробления нужно правильно укладывать штабель, так как зажатые между стандартными прокладками доски строго определенной толщины не смогут покоробиться. Для верхних слоев в штабеле следует применять специальные прижимы.
При продольном делении пиломатериалов после сушки часто возникают значительные деформации: поперечное и продольное коробление. Это результат наличия в древесине внутренних напряжений и перепада влажности по толщине материала после сушки. Это дефект влечет за собой или полный брак или потерю 10…20 % древесины на излишние припуски на обработку. Во избежание этого проводят конечную тепловлагообработку.
Сморщивание – материал после сушки имеет в сечении неправильную форму. Причиной этого является - разрушение клеток. Сплющивание клеток происходит при длительной обработке очень влажного материала воздухом высокой температуры и влажности. Материал пластифицируется, воздух не успевает проникнуть внутрь полостей клеток вместо удаляемой влаги, происходит сильное сжатие, сплющивание клеток.
Для предотвращения сморщивания рекомендуется применять более низкие температуры и влажность в камере. Особенно подвержены сморщиванию дуб, бук, тополь, ива и кипарис.