

35)Особенности сборки резьбовых соединений.
Сборка резьбовых соединений. Резьбовые соединения составляют примерно 25... 30% от общего количества соединений деталей машин. При сборке резьбовых соединений должны быть обеспечены: соосность осей болтов, шпилек, винтов и резьбовых отверстий; необходимая плотность посадки в резьбе; отсутствие перекосов торца гайки или головки болта относительно поверхности сопрягаемой детали; соблюдение очередности и постоянство усилий затяжки группы гаек.
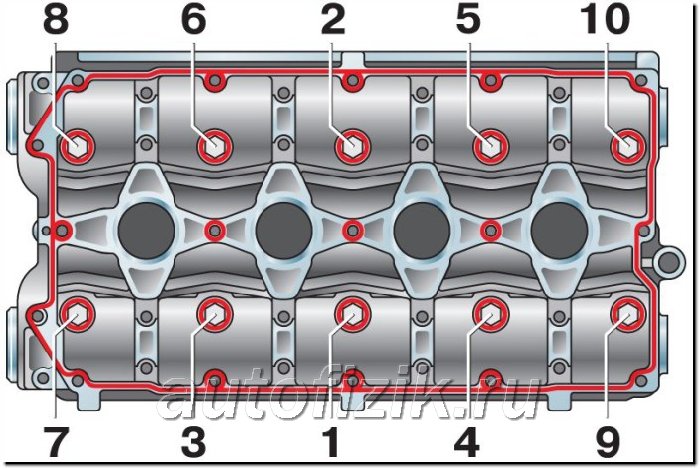 первый прием
– затяжка 20 Н•м (2 кгс.м)
второй прием
– доворот на 90°
третий прием –
доворот на 90°.
первый прием
– затяжка 20 Н•м (2 кгс.м)
второй прием
– доворот на 90°
третий прием –
доворот на 90°.


36)Особенности сборки прессовых соединений.
Качество сборки прессовых соединений зависит от: материала сопрягаемых деталей; геометрических размеров; формы и шероховатости поверхностей; соосности деталей; прилагаемого усилия запрессовывания; наличия смазки и др. Холодная запрессовка; С нагреванием охватывающей детали; С охлаждением охватываемой детали.
В зависимости от конструкции, материала и необходимого натяга детали можно нагревать в жидкой среде, в газовой или электрических печах и индукционным способом. К нагреванию в жидкой среде (в масляной или водяной ванне) прибегают в тех случаях, когда достаточна температура 110°С и нужно поддерживать ее около этого значения. Деталь до температуры минус 75 °С охлаждают в среде твердой углекислоты (сухого льда). Жидким азотом деталь можно охладить до минус 195 °С. Прочность соединения возрастает при покрытии посадочных поверхностей деталей промежуточным слоем металла (медь, никель, цинк) или полимерных материалов — клея ГЭН-150В, смолы ВДУ и т. п.
37)Особенности сборки с подшипниками качения.
Размер колец подшипника качения при запрессовке подшипника качения при запрессовке подшипника качения изменяется: внутреннее кольцо увеличивается, а наружное уменьшается. Эти трансформации порождают уменьшение диаметрального зазора между рабочими поверхностями колец и шариков. Внутреннее кольцо подшипника, сопряженное с цапфой вала, должно иметь посадку с натягом, а наружное – с небольшим зазором так, чтобы кольцо имело возможность во время работы незначительно провертывается. От степени предохранения их от грязи и пыли в значительной мере зависит срок службы подшипников качения. Поэтому после сборки устанавливают прокладки, задерживающие смазку и предохраняющие подшипник от попадания в рабочую зону пыли и влагу.
38)Особенности сборки зубчатых передач.
Зубчатые колеса насаживают на посадочные шейки валов с небольшим зазором или натягом вручную или при помощи специальных приспособлений. Для правильного зацепления зубчатых цилиндрических колес необходимо, чтобы оси валов лежали в одной плоскости и были параллельны. После установки зубчатые колеса проверяют по зазору, зацеплению и контакту.
39)Дисбаланс изделия, динамическая балансировка деталей и сборочных единиц.
Дисбаланс изделия – векторная величина, равная произведению локальной неуравновешенной массы m на расстояние до оси изделия r. Динамическая балансировка – при такой балансировке определяются и устраняются (уменьшаются) 2 приведенных дисбаланса D1 и D2 в выбранных плоскостях коррекции путем удаления или добавления 2-х приведенных корректирующих масс, в общем случае разных по значению и расположенных под разными углами коррекции, в системе координат, связанной с осью детали. При динамической балансировке ликвидируется (уменьшается) как статическая, так и моментальная неуравновешенность, и изделие становиться абсолютно сбалансированным, при этом Dст = 0 и М = 0 и главная центральная ось инерции совпадает с осью изделия.