

Отклонение отдельных элементов резьбы.
1. Отклонение шага резьбы ΔР.
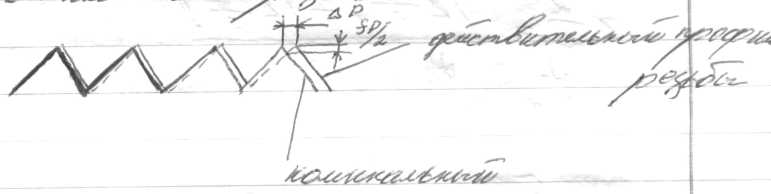
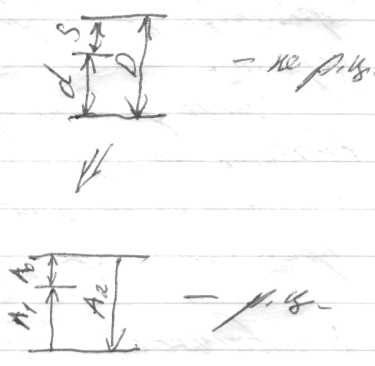
ΔР – погрешность шага резьбы.
fр – диаметральная компенсация погрешности шага.
Отклонение шага резьбы складывается из прогрессивной погрешности, пропорциональной длине нарезаемой части и местных погрешностей, не зависящих от длины. Для компенсации погрешностей в шаге нужно увеличить средний диаметр гайки или уменьшить средний диаметр болта на величину fp=1,732* ΔР.
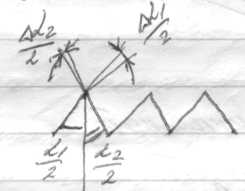
2. Отклонение половины угла профиля резьбы Δα/2.
Погрешностью половины угла профиля резьбы наз. разность между действительным и номинальным значением α/2. Отклонение α/2 м.б. вызвано погрешностью полного угла профиля и погрешностью в положении угла, относительно оси резьбы.
Δα/2= (\Δα1/2\ + \Δα2/2\) /2
fα=0,36*Р* (Δα/2) [мкм]. Р=[мм]. Δα/2=[мин.]
Р- шаг резьбы.
Т.о. для компенсации ошибок в шаге и в угле средний диаметр должен иметь допуск равный:
Td2(D2)=T’d2(D2)+fα+fp.
Где T’ – собственный допуск на изготовление диаметра.
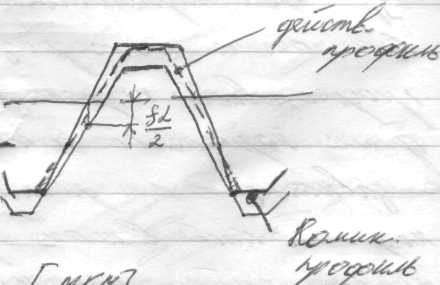
Приведенный средний диаметр.
Значение среднего измеренного диаметра резьбы увеличенного у болта и уменьшенного у гайки на величину диаметральных компенсаций носит название приведенного среднего диаметра.
d2пр.=d2изм.+fα+fp
D2пр.=D2изм.-fα-fp
Окончательное условие свинчивания:
они свинтятся если приведенный средний диаметр болта не превысит приведенного среднего диаметра гайки.
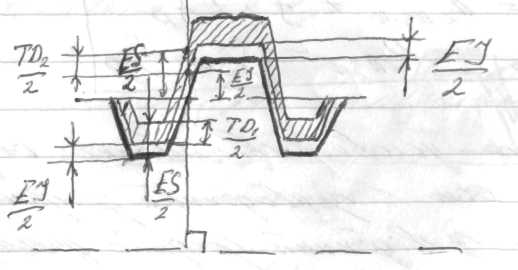
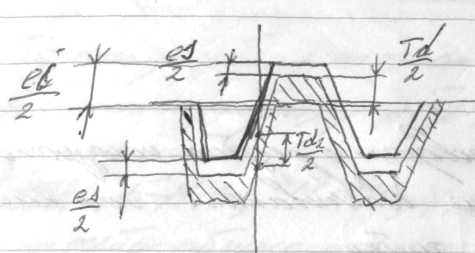
Расположение полей допусков метрической резьбы.
ГОСТ 16093-81.
В зависимости от хар-ра расположения полей допусков по среднему диаметру различают посадки с зазором, натягом и переходные. Отклонения элементов резьбы отсчитываются от номинального профиля (утолщенная линия), в направлении перпендикулярном оси резьбы. Для образования посадок с зазором используются след. основные отклонения: h, g, f, e, d; а для гаек: H, G, F, E.
Внутренняя резьба:
Наружная резьба:
Точность регламентируется степенями. Самая точная – 3 степень, самая грубая -9 (10 для пластмасс).
Обозначение поля допуска диаметра резьбы состоит из цифры (степени точности) помещенной на первом месте и буквы (основного отклонения) – 6h, 7e, 6H, 7G.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра и обозначения поля допуска наружного диаметра для болтов и внутреннего для гаек:
7h6h, 4H5H, 4H (4H4H).
M12 LH-6G-R
LH – левая резьба. R – закругление по радиусу.
M30x4,5(P1,5)LH-6H/6g
4,5 – ход 4,5 (т.е. 3 захода 4,5/1,5=3).
Р1,5 – шаг 1,5.
А еще, когда говорят о резьбах пользуются термином длина свинчивания – это, как правило, высота гайки. Также условно введены классы точности:
- Точный класс – калибры, тяжело нагруженные – 3,4,5 степени точности.
- Средний класс – общего назначения – 5,6,7.
- Грубый класс – сам получится при нарезании в глубоких глухих отверстиях или при нарезании на горячее-катанных заготовках – 7,8,9.
Основное используемое – 7H/6g.
Методы и средства для контроля резьбы.
Точные резьбы (микрометрические винты, резьбовые калибры, резьборезный инструмент и т.д.) измеряются по элементам на БМИ, ММИ, УИМ. А резьбы общего назначения, как правило, не измеряют, а контролируют калибрами.
В комплект калибров для контроля наружной резьбы входят:
1. ПР и НЕ резьбовые кольца.
2. ПР и НЕ гладкие скобы.
Вторые для контроля наружного диаметра по наибольшему размеру. Первые контролируют:
-ПР: приведенный средний диаметр и внутренний по наим. пределу.
-НЕ: средний диаметр и внутренний по наиб. пределу.
Комплект калибров для внутренней резьбы:
1. ПР и НЕ резьбовые пробки.
2. ПР и НЕ гладкие скобы.
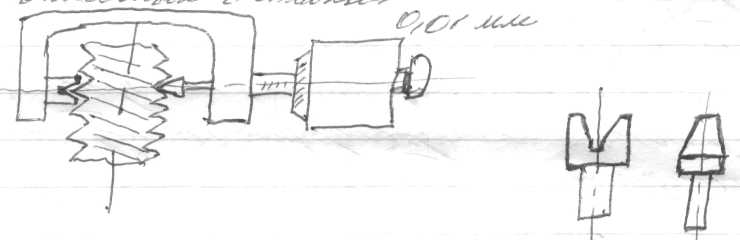
А вот средний диаметр болта можно измерить след. образом:
1) Резьбовым микрометром. Он отличается от гладкого тем, что в пятку вставлена призматическая вставка, а в шпиндель коническая вставка.
2) Способ трех проволочек.
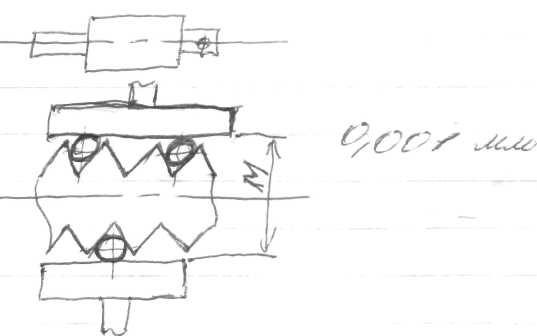
d2=M-3d*0,866*P.
Размерные цепи.
При проектировании конструктор прежде всего начинает с кинематических расчетов. Далее конструктор производит прочностные расчеты. Возможны динамические расчеты и обязательно точностные расчеты, базирующиеся на теории размерных цепей.
Размерной цепью наз. совокупность размеров образующих замкнутый контур и участвующих в решении поставленной задачи. Использование размерных цепей позволяет выявить методы получения необходимой точности, не прибегая при этом к применению деталей с очень жесткими допусками.
В зависимости от поставленной задачи р.ц. бывают:
-конструкторские, когда решается задача обеспечения точности при проектировании.
-технологические, -//- при изготовлении.
-измерительные, -//- при измерении. Бывают линейные и угловые.
Звеньями линейной р.ц. явл. линейные размеры. Угловых – угловые. Бывают плоские и пространственные. Плоские такие в которых звенья расположены в одной или нескольких параллельных плоскостях, пространственные – в не параллельных плоскостях.
В качестве простейшей рассмотрим р.ц. для посадки с зазором:
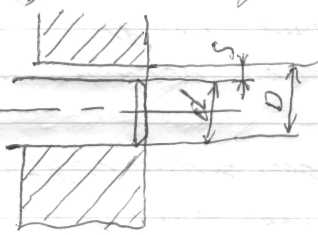
Размеры образующие р.ц. наз. звеньями. Они разные:
-исходное звено – это звено ради которого строится р.ц. (в нашем случае зазор).
-замыкающее звено – при построении р.ц. получается последним.
В конструкторских р.ц. исходное превращается в замыкающее.
Остальные звенья наз. составляющими (увеличивающие и уменьшающие).
Увеличивающим наз. такое звено, кот. при своем увеличении увел. замыкающее звено.
Уменьшающее – при своем увел. умен. замыкающее звено.
Основное уравнение р.ц. имеет след. вид:
Ao=Σ(i=1;m)Aiув. - Σ(j=1;p)Ajум. [1]
Где Ао,Ai, Aj – соответственно номинальные размеры (замык., увел., умен.).
m – кол-во увел. звеньев.
p – кол-во умен.
Методы расчета р.ц.
1. Метод полной взаимозаменяемости.
1.1. Решение на max и min р.ц. с малым допуском замыкающего звена (единичное и мелкосерийное производство).
2. Метод не полной взаимозаменяемости.
2.1. Теоретико-вероятностный метод. Расчет длины р.ц. с малым допуском замыкающего звена (крупно-серийное и массовое производство).
2.2. Метод групповой взаимозаменяемости, короткие р.ц. (массовое производство).
2.3. Метод пригонки – р.ц. с малым допуском замыкающего звена (единичное и мелко-серийное производство).
2.4. Метод регулирования - -//- (цепи, звенья кот. изменяются).
При анализе р.ц. решается прямая или обратная задачи. Прямая – по допуску исходного звена определяются допуски составляющих звеньев.
Обратная – по допуску составляющих, находят допуск замыкающего.