

Специфика изготовления очковых линз разных типов
Астигматические линзы предназначены для коррекции астигматизма. Как было сказано выше, они имеют одну поверх- ность торической формы, другую - сферической. Торические по- верхности представляют собой поверхности, у которых кривизна в главных сечениях различна и постоянна в пределах главного сече- ния, т.е. в меридианальном сечении радиус кривизны одного зна-
чения, а в противоположном ему (сагиттальном) - другого, и может быть даже отличным по знаку. Такие поверхности, подобно сфери- ческим, обрабатываются посредством алмазного фрезерования, шлифования и полирования при взаимном притирании сегментного торического инструмента и обрабатываемой поверхности на специ- альных станках.
Так как размер обрабатываемой поверхности вдоль обра- зующей не равен поперечному размеру, то в процессе изготовле- ния должна быть обеспечена возможность раздельной регулировки величин возвратно-поступательного перемещения инструмента и вращения блока с закрепленными на нем линзами.
Для изготовления торических поверхностей астигматических очковых линз наиболее широко применяется трубчатый инстру- мент. Оси заготовки 1 и инструмента 2 (рис. 18) не должны лежать в одной плоскости (/*0), так как при / =0 получится сферическая поверхность.
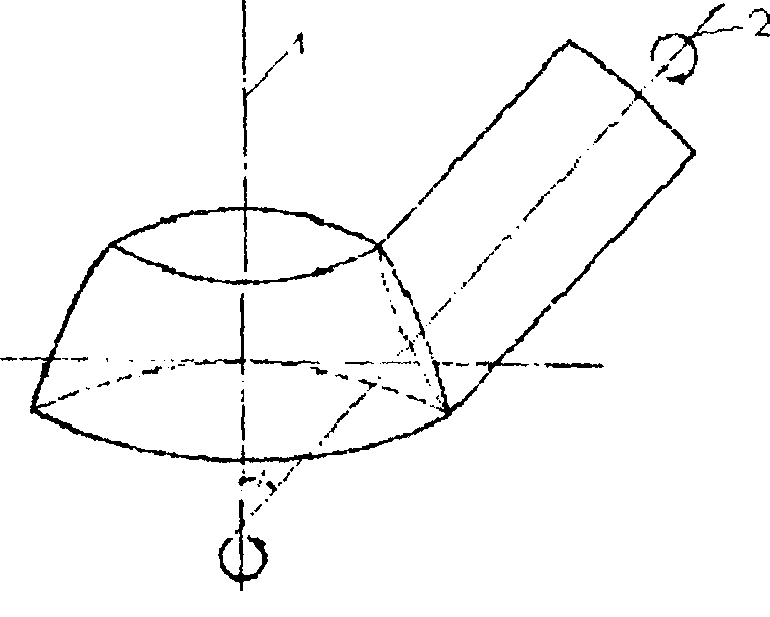
Рис. 18. Расположение линзы и инструмента при обработке торической поверхности
Трубчатый инструмент (алмазное кольцо) вращается вокруг своей оси, и его рабочая кромка во время обработки непрерывно правится.
В положительных астигматических линзах выпуклая сторона является торической. С формирования этой стороны заготовки на- чинается процесс изготовления линзы. Последовательность опера-
ций в принципе такая же, как и при изготовлении стигматических очковых линз. Кривизну поверхности контролируют в двух взаимно перпендикулярных направлениях при помощи шаблонов. Готовые астигматические линзы контролируются с помощью диоптриметра и других приборов, как это предусмотрено при контроле стигмати- ческих линз.
Призматические линзы предназначены для коррекции ко- соглазия или слабости глазодвигательных мышц.
Призматическое действие очковой линзы достигается за счет разнотолщинности ее взаимопротивоположных краев.
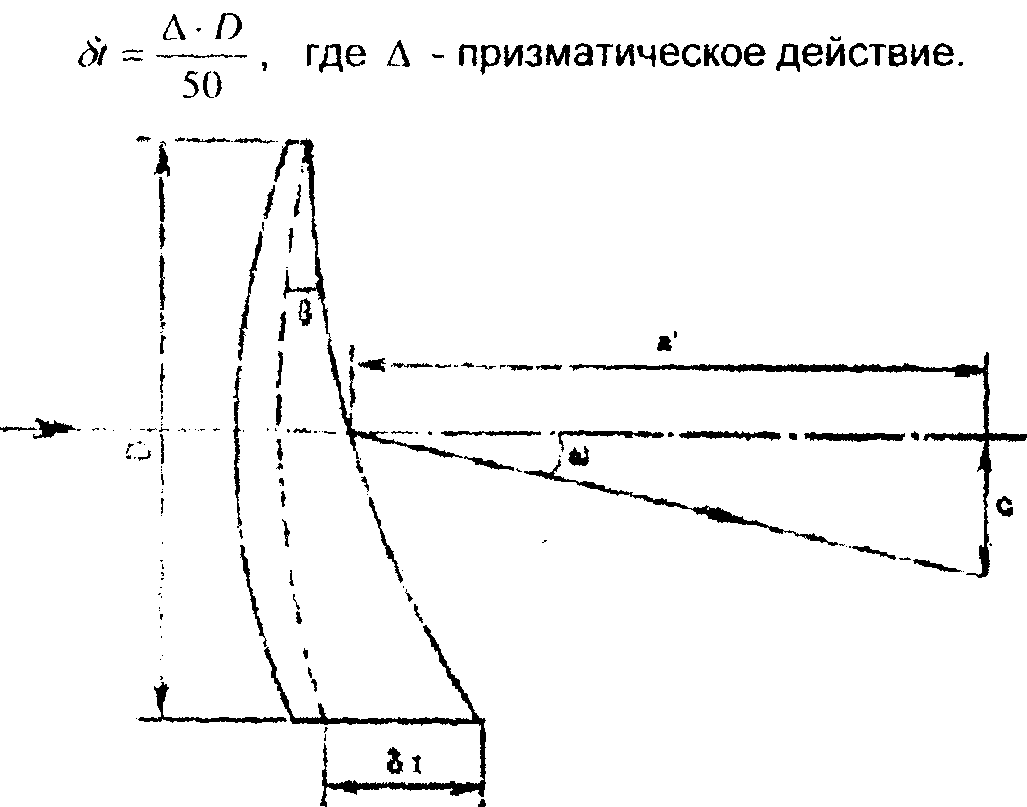
Рис. 19. Призматическая очковая линза
St - разность толщин; D - диаметр линзы; О - угол при вершине; ы - угол отклонения луча.
Призматическое действие измеряется в сантирадианах или призменных диоптриях.
По определению 1 срад. - это призматическое действие тако- го клина, который отклоняет луч на 1 см на расстоянии 1 м от зад- ней поверхности клина.
Призматическое действие очковой линзы определяется в геометрическом центре называемом номинальным.
В заводских условиях, призматические линзы изготавливают с применением призматического вкладыша. Изготовление таких линз начинается с вогнутой поверхности. Она фрезеруется, шли- фуется и полируется как у обычной ОС линзы. Затем покрывается защитным лаком и крепиться на одиночном наклеенном приспо- соблении с использованием призматического кольцевого вклады- ша, разнотолщинность которого равна требуемой разнотолщинно- сти. При дальнейшей обработке выполняется разнотолщинность взаимопротивоположных краев линзы.
В тех случаях, когда рефракция большая, а требуемое приз- матическое действие невелико, линзу можно изготовить непосред- ственно в оптической мастерской, создав из имеющейся ОС линзы ОСП линзу методом децентрации.
Бифокальные очковые линзы служат для коррекции зре- ния при недостаточном объеме аккомодации.
Линзы БС имеют четко выраженную линию раздела двух оп- тических зон. Их называют бифокальными линзами с видимой ли- нией раздела.
Разная рефракция в двух оптических зонах в цельной бифо- кальной цельной линзе обеспечивается за счет разных радиусов кривизны вогнутой поверхности линзы.
![]()
р'ул, f'vc, - задняя вершинная рефракция зон дали и близи; п - показатель преломления стекла,
Ri. R2. R3- радиусы кривизны преломляющих поверхностей.
При изготовлении линзы БС сначала по рецепту зоны для дали изготавливается обычная стигматическая линза. Затем про- водится контроль линзы по всем параметрам и помечается оптиче- ский центр зоны для дали. С вогнутой стороны наносится линия раздела.
Для обработки зоны для близи линзы блокируются по три
штуки жёстким методом так, чтобы в центре располагались зоны для близи. Предварительно каждую линзу необходимо выставить под определенным углом (чтобы обеспечить правильное положе- ние оптической оси зоны для близи).
Затем шлифуется и полируется зона для близи, обеспечива- ется определенный радиус, высота уступа и качество линии раздела.
При полировании используются полировальники со смоляной подложкой для обеспечения лучшего качества линии раздела.
Готовые линзы разблокировывают, промывают, контролируют.
Бифокальные спеченные линзы изготавливаются методом спекания основной и дополнительной линз. Эти линзы имеют прак- тически невидимую линию раздела двух оптических зон. Обеспече- ние различных рефракций в 2-х оптических зонах осуществляется за счет разных показателей преломления стекла основной и до- полнительной линз.
Технологический процесс изготовления линзы можно разде- лить на четыре этапа.
1. Обработка основной линзы.
Обработка основной линзы заключается в подготовке поса- дочного места для дополнительной линзы. На выпуклой поверхности наносится лунка круглой формы. Эту лунку шлифуют и полируют.
2. Обработка дополнительной линзы.
Дополнительная линза состоит из двух частей, верхняя имеет тот же показатель преломления, что и основная линза, вторая часть имеет показатель преломления, который и определяет реф- ракцию зоны для близи. На этом этапе производится спекание двух частей дополнительной линзы и обработка выпуклой поверхности (фрезерование, шлифование и полирование).
3. Соединение основной и дополнительной линз. Спекание - это соединение стеклянных деталей друг с другом
путем нагрева до температуры свыше 800°, при которой происхо- дит диффузия (соединение на молекулярном уровне).
Перед спеканием соединяемые поверхности очищают, обез- жиривают и устанавливают в специальное приспособление, после чего линза помещается в печь и нагревается. Для снятия остаточных
напряжений линзе дают остыть в печи, а затем опять нагревают до менее высокой температуры. Эта операция называется отжиг.
4. Окончательная обработка полученной БСС.
Окончательная обработка спеченной линзы состоит в обра- ботке выпуклой и вогнутой поверхностей и этот этап должен обес- печивать получение прозрачной полированной линзы.
ПОКРЫТИЯ НАНОСИМЫЕ НА ОЧКОВЫЕ ЛИНЗЫ
Упрочняющие покрытия
В процессе эксплуатации очковых линз одной из основных причин ухудшения их свойств является абразивный износ, который проявляется как возникновение царапин на поверхности линз в ре- зультате контакта этой поверхности с различными предметами. Абразивному износу подвержены очковые линзы из всех видов ма- териалов, но в большей степени органические линзы. Для поверх- ностного упрочнения линз на них наносят упрочняющие покрытия.
Упрочняющие покрытия наносят следующими способами: ме- тодом центрифугирования, методом окунания, методом полимери- зация в плазме, методом вакуумного испарения. Существуют уп- рочняющие покрытия на основе различных материалов
Как правило, на линзы наносят кварцевые покрытия, полиси- локсановые покрытия или нанокомпозиты. Недостатком кварцевых покрытий является низкая адгезия к материалу линз, а так же неус- тойчивость к перепадам температур (при резких перепадах покры- тие может отслаиваться и разрушаться). Нанесение таких покрытий происходит методом вакуумного испарения.
Применение полисилоксановых покрытий по сравнению с кварцевыми покрытиями позволило значительно повысить поверх- ностную прочность линз. Полисилоксаны - это твердые органиче- ские материалы, способные без разрушения выдерживать значи- тельные деформации. Несомненным достоинством полисилокса- нов является хорошая адгезия к полимерным материалам. Нанесе- ние таких покрытий производится методом окунания и центрифуги- рования.
Современная оптика активно использует линзы с антиреф- лексным покрытием. Для упрочнения линз с антирефлексным покры- тием потребовалось использование принципиально новых материа- лов. Для лучшего эффекта покрытие должно быть еще более твер- дым, с характеристиками, промежуточными между органическим по- лимером и неорганическим просветляющим покрытием. Некоторые производители очковых линз пошли по пути модернизации процесса нанесения кварцевых слоев и изменили их структуру, но эти покры- тия не были застрахованы от разрушения под воздействием значи- тельных нагрузок. Другие разработчики покрытий пошли по пути по- иска новых прозрачных композиционных материалов, получивших в дальнейшем название нанокомпозитов. Нанокомпозитный материал наносят на линзы методами центрифугирования или окунания с по- следующей полимеризацией при температуре 100°С. Нанокомпози- ты отличаются устойчивостью к образованию глубоких царапин, что предупреждает хрупкое разрушение неорганических просветляющих покрытий; относительно высокой гибкостью, что позволяет упрочне- нию претерпевать значительные деформации вместе с полимерной линзой; низким коэффициентом трения, что способствует увеличе- нию устойчивости к абразивному износу, так как инородные частицы скользят по поверхности покрытия.