

7.4. Особенности разработки технологических процессов автоматизированной и роботизированной сборки.
Важным условием разработки рационального ТП автоматизированной сборки является унификация и нормализация соединений, т.е. приведение их к определенной номенклатуре видов и точностей. На основе унификации и нормализации соединений в сборочных единицах и изделиях разрабатывают типовые сборочные процессы (операции и переходы), выполняемые на типовом сборочном оборудовании с использованием типовых инструментов и приспособлений
В условиях крупносерийного и массового производства автоматизированная сборка изделий выполняется на сборочных автоматах и АЛ. В зависимости от сложности изделий используют одно- и многопозиционные сборочные автоматы. Последние применяют, например, при сборке подшипников качения. В линиях сборочные автоматы размещают линейно или по замкнутому контуру. Перемещение изделий осуществляется с помощью шаговых транспортеров или на приспособлениях-спутниках.
Основные этапы автоматизированной сборки:
- автоматическая ориентация деталей и основных частей изделия для использования автоматизированных транспортно-захватных устройств, контроль и очистка деталей;
- автоматическое выполнение соединений;
- транспортирование деталей и узлов;
- межоперационный контроль;
- окончательный контроль;
- упаковка.
Выполнение операций сборки должно проходить от простого к сложному: деталей — в подузлы, подузлы — в узлы, узлы — в агрегаты, узлы и агрегаты — в изделие, что учитывается при составлении схем сборки. В зависимости от сложности и габаритов изделий выбирают форму организации сборки: стационарную или конвейерную. Стационарная сборка возможна без перемещения изделия, с подводом сборочных узлов и деталей к базовой сборочной единице (детали, узлу и т. д.). Конвейерная сборка возможна, когда роботы обслуживают рабочие места с различной ориентировкой и погрешностью позиционирования деталей и узлов.
Главным отличием роботизированного производства является замена сборщиков сборочными роботами и выполнение контроля контрольными роботами или автоматическими контрольными устройствами.
Если в условиях АП сборку изделий можно выполнять методом полной или частичной взаимозаменяемости, с применением методов селективной сборки и использованием контрольно-сортировочных автоматов, а также с ограниченным применением методов пригонки и регулировки, то роботизированная сборка должна выполняться по принципу полной групповой взаимозаменяемости. При этом исключается возможность подгонки, регулировки. Строго должны быть соблюдены принципы выбора и постоянства баз, которые определяют качество собираемых изделий и надежность работы сборочных робототехнических комплексов (РТК).
В структуру роботизированного комплекса должны входить сборочное оборудование и приспособления, объединенные с транспортно-загрузочной системой и системами управления различных уровней и расположенные в технологической последовательности, поэтому для определения структуры и состава РТК необходимы разработка и оптимизация общей и узловой сборки. В состав РТК входят сборочное оборудование и приспособления, транспортная система, операционные сборочные роботы, контрольные роботы, система управления.
При разработке ТП сборки в РТК предпочтительна высокая концентрация операций, определяющая модели роботов, их функции, точность, оперативность, быстродействие. Особенно важно уточнить временные связи элементов РТК, так как и они могут определить операционные возможности, модели и количество сборочных промышленных роботов (ПР). С этой целью возможно и целесообразно построение циклограммы как отдельных роботизированных рабочих мест и ПР, так и РТК в целом.
На основе операционной технологии и циклограмм РТК может быть проведена подготовка управляющих программ для сборочных роботов с ЧПУ и для всего РТК.
Перспективным направлением роботизации сборки является использование ПР, построенных по блочно-модульному принципу, а также обучаемых ПР. В системы модулей ПР, как правило, включают модули линейных и угловых перемещений, комплекты переходных элементов для соединения модулей, сменные захватные устройства.
На рис. 7.3. приведены схемы системы модулей и компоновок роботов типа ПР 5-2 с различными степенями свободы. Унификация модулей позволяет (существенно увеличить число их модификаций, снизить затраты на автоматизацию сборочного производства.
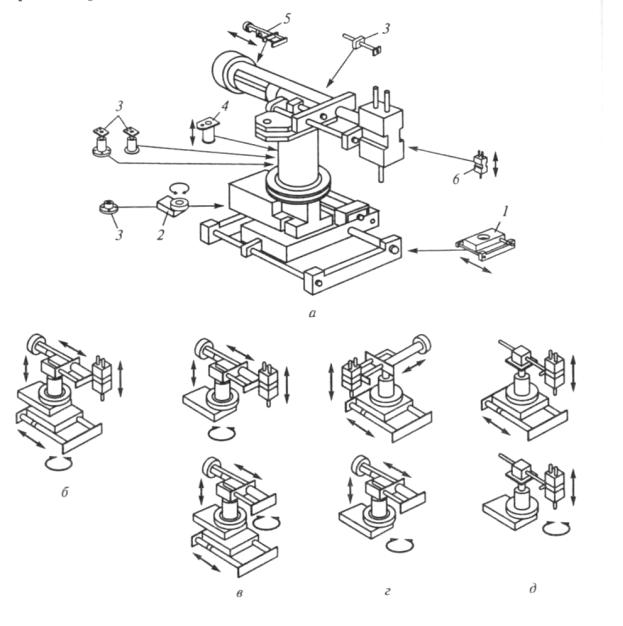
Рис. 7.4. Схемы системы модулей (а) и компоновок с пятью (б), четырьмя (в), тремя (г) и двумя (д) степенями подвижности роботов типа ПР5-2:
Обучаемые роботы — это роботы, которые могут приспосабливаются к различным случайным факторам, сопровождающим запрограммированную работу. Эта приспособляемость выражается в корректировке своей же программы на основе полученного «опыта» — результатов анализа и классификации возникающих отклонений и методов их устранения.