

3.2. Влияние условий накатывания на шероховатость поверхности а. Конфигурация рабочего тела
На основании чисто геометрических соображений получены следующие формулы связи параметра шероховатости Rz после накатывания с осевой подачей S и геометрическими параметрами ролика.
Для роликов по рис. 3.6,а:
при
![]()
![]() , (3.1)
, (3.1)
при
![]()
![]() , (3.2)
, (3.2)
Для роликов по рис. 3.6,б:
![]() (3.3)
(3.3)
Для роликов по рис. 3.2,а и шариков:
![]() (3.4)
(3.4)
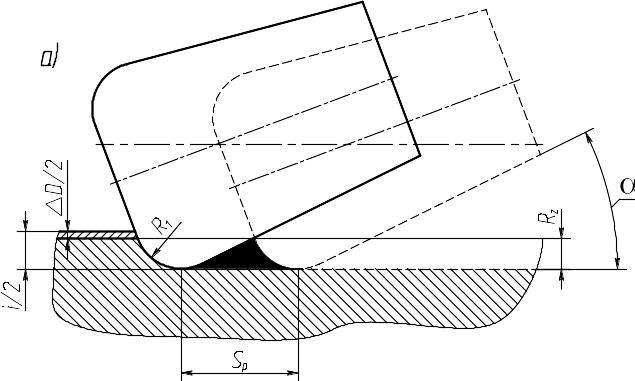
Рис. 3.6.(а) Схема образования микрорельефа на поверхности
детали для роликов: с закругленной деформирующей
частью и бочкообразных ;

Рис. 3.6.(б) Схема образования микрорельефа на поверхности
детали для роликов: с конической деформирующей
частью
Однако эти формулы не учитывают пластическое течение металла, а также его упругое восстановление после прохода ролика. Поэтому для достижения Rz=6,3мкм расчетную величину подачи следует уменьшить на 20% ,а для достижения Rz=0,8–3,2 – на 40%.
Б. Сила накатывания
Сила накатывания P является важнейшим технологическим параметром, который оказывает сильнейшее влияние на все технико-экономические показатели процесса. Зависимость параметра Ra от силы P показана на рис. 3.7, она носит параболический характер. Слишком малая величина Р не обеспечивает полного смятия гребешков исходного микропрофиля поверхности. Чрезмерно высокие значения силы Р могут привести к перенаклепу поверхности и увеличению Rz. Для каждой стали существует диапазон оптимальных сил Р, которые обеспечивают минимальную величину Ra.
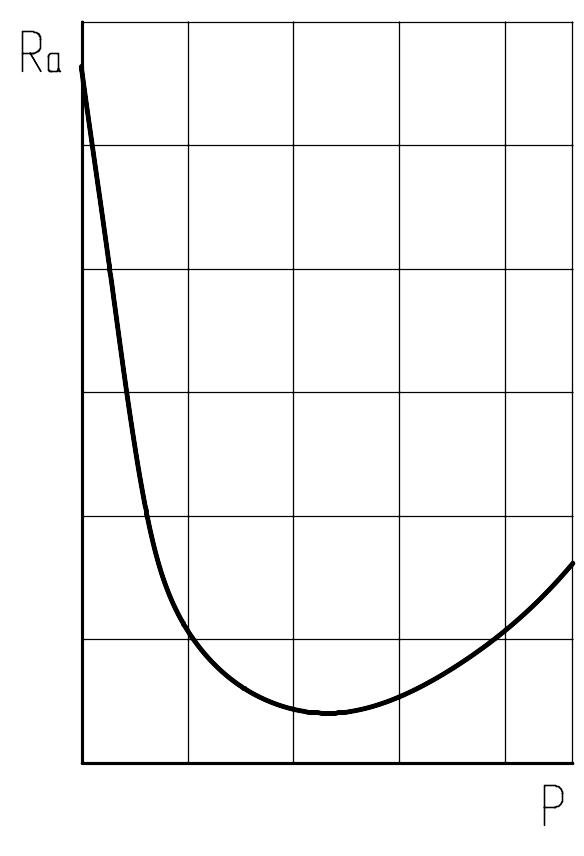
Рис. 3.7. Зависимость параметра Ra от силы P
В. Продольная подача
Зависимость параметра Ra от продольной подачи S показана на рис. 3.8. Правая ветвь кривой показывает, что с уменьшением подачи уменьшается и параметр Ra. Это вполне согласуется с геометрическими зависимостями (3.1) – (3.4). Однако при достижении некоторой критической величины подачи параметр Ra начинает увеличиваться. Очевидно, это связано с тем, что каждая точка поверхностного слоя (например, точка К на рис. 3.1) даже при одном рабочем ходе ролика или шарика подвергается пластическому воздействию несколько раз. Это объясняется тем, что зона пластической деформации П, которая образуется в зоне контакта ролика и детали и очерчена параболой, перемещается вдоль оси детали в соответствии с продольной подачей S и многократно “накрывает” каждую точку поверхностного слоя, в частности, точку К.
Известно, что каждый металл имеет некоторую критическую величину кратности приложения нагрузки (числа нагружений), при превышении которой происходит разрушение поверхностного слоя. Допустимое число нагружений зависит, главным образом, от марки металла, силы накатывания и геометрии в зоне контакта. Особенно чувствительны к превышению числа нагружений чугуны и алюминиевые сплавы. Например, при накатывании незакаленной стали критическое число нагружений составляет – 2000, а при обработке чугуна – всего 60.
Г. Число рабочих ходов инструмента
Зависимость параметра Ra от числа рабочих ходов инструмента z имеет вид по рис 3.8. Следует назначать такие силу накатывания Р и продольную подачу S, чтобы минимальная величина параметра Ra была достигнута после первого рабочего хода ролика. Увеличение числа рабочих ходов допускается как вынужденная мера, например, при накатывании нежестких деталей (тонкостенных втулок и т. п.).
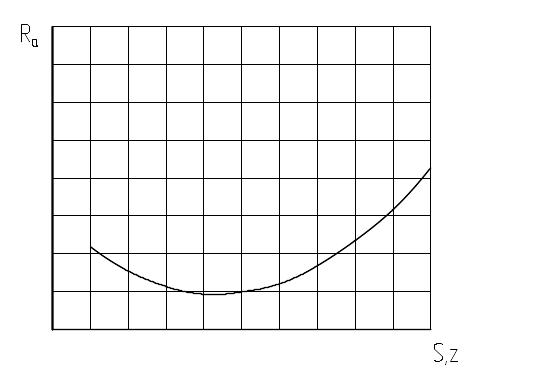
Рис. 3.8. Зависимость параметра Ra от продольной подачи S и числа рабочих ходов инструмента z