

2.2. Сопротивление коррозионной усталости
Если деталь работает при циклических нагрузках в коррозионной среде, то ее усталостное разрушение происходит значительно быстрее, чем на воздухе. На рис. 2.2 приведены усталостные кривые для шлифованных образцов, испытанных на воздухе (кривая 1) и в воде (кривая 2). Обратим внимание, что у кривой 2 нет горизонтального участка. Это означает, что истинный предел выносливости деталей при коррозионной усталости равен нулю.
Рис. 2.2. Кривые коррозионной усталости:
1, 2 – шлифованных образцов, испытанных
на воздухе (1) и в воде (2);
3, 4 – после обработки ППД – в воде.
Наиболее распространенные виды коррозии: атмосферная (особенно в приморских районах), коррозия в пресной и морской воде, электролитах и т.д.
В отличие от усталостного разрушения на воздухе трещина коррозионной усталости развивается не из одного, а из многих очагов одновременно. Длительность развития усталостной трещины при работе образца на воздухе составляет 10–30% от общего времени его работы, а при работе в коррозионной среде – до 90%.
Обработка ППД поверхностей деталей, работающих в коррозионных средах, приводит к значительному снижению влияния активных сред на предел выносливости (кривая 3 на рис. 2.2), а иногда даже к полному его устранению (кривая 4).
Главной причиной повышения предела выносливости деталей, работающих в коррозионных средах, считают наличие в поверхностных слоях остаточных напряжений сжатия после ППД. Кроме того, феррит, являющийся мягкой структурной составляющей, завальцовывает («залечивает») дефекты поверхности.
2.3. Износостойкость
При взаимном перемещении деталей их соприкасающиеся поверхности изнашиваются.
Износ представляет собой сложный процесс. Фактически под этим названием объединено несколько разнородных процессов, механизм протекания которых различен. Во время износа протекают процессы упругого и пластического деформирования, упрочнения поверхностных слоев металла, адсорбции, диффузии, образования химических соединений, процессы смятия и резания и т.д.
Наиболее распространено механическое изнашивание. Его разновидности: абразивное, гидроабразивное, эрозионное, усталостное и кавитационное изнашивание.
Для конкретных условий изнашивания существует оптимальная величина параметров шероховатости Ra и Rz , при которой износостойкость наибольшая. На рис. 2.3 показаны типовые зависимости износа Q от параметра Rа шероховатости поверхности.
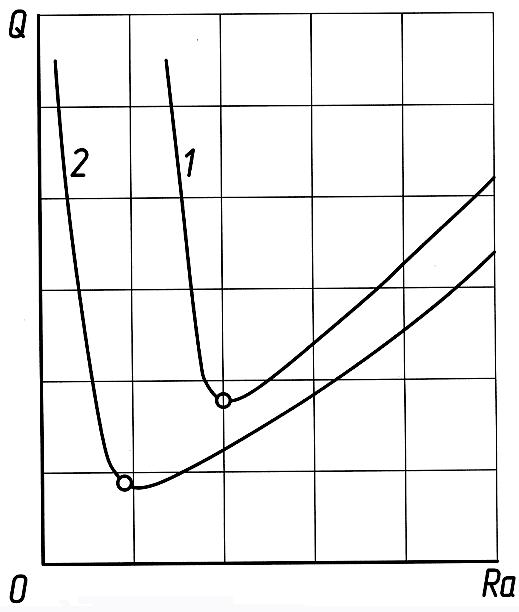
Рис. 2.3. Типовые зависимости износа Q от параметра Ra.
Ввиду большого разнообразия видов износа деталей машин и условий их работы дать однозначный ответ о влиянии ППД на износостойкость не представляется возможным. Тем не менее экспериментально доказано, что в подавляющем большинстве случаев с помощью ППД удается существенно повысить износостойкость трущихся поверхностей различных деталей при правильном подборе способа и режима ППД. Так, накатывание роликами деталей из среднеуглеродистой стали, раскатывание деталей из стали 45, алмазное выглаживание обеспечивают (при одинаковом параметре Rz) повышение износостойкости по сравнению со шлифованием в 1,5–2,5 раза, а по сравнению с полированием в 1,3–1,6 раза. Аналогичные результаты достигаются и при использовании других способов ППД, кроме некоторых ударных, когда параметр Rz увеличивается (обработка дробью, чеканка).В частности, с целью повышения износостойкости с помощью ППД обрабатывают отверстия шатунов, шейки коленчатых валов, отверстия гильз блока цилиндров, рабочие поверхности проходных калибров и т.д.
Основные причины повышения износостойкости поверхностей, обработанных ППД:
Уменьшение в результате ППД параметра шероховатости Rz в 5–10 раз и создание благоприятной обтекаемой формы микронеровностей.
Повышение твердости поверхности.
Создание в поверхностных слоях остаточных напряжений сжатия.
Отсутствие шаржирования поверхности при ППД.
Сохранение целостности волокон металла.
Установлено также следующее:
Износ поверхностей, сопряженных с поверхностями, обработанными ППД, существенно уменьшается. В частности, это относится к неметаллическим деталям. Например, износостойкость резиновых колец и манжет, работающих в паре с накатанными поверхностями, возрастает в несколько раз.
Ускоряется процесс приработки поверхностей, обработанных ППД.
______________________
Как показали многочисленные исследования, обработка ППД также благоприятно влияет на некоторые другие эксплуатационные свойства деталей:
Увеличивается плавность хода – точность перемещения одной детали относительно другой.
Увеличивается сопротивление схватыванию сопряженных поверхностей.
Повышается контактная жесткость.
Увеличивается сопротивление контактной усталости.
Улучшается герметичность уплотнительных пар при ППД рабочих поверхностей металлических деталей.
Повышается прочность неподвижных соединений (увеличивается усилие распрессовки).
Улучшаются вакуумные свойства поверхностей, обработанных ППД, и т.д.