

12.2. Правка ппд других деталей
12.2.1. Правка рессор
Автомобильные рессоры работают в весьма тяжелых условиях эксплуатации при циклических нагрузках. Для повышения их сопротивления усталости на некоторых заводах производится их дробеструйная обработка. При односторонней обработке рессор наблюдается их значительная деформация. Например, уменьшение начальной стрелы прогиба при обработке вогнутой поверхности рессорных листов толщиной 6–6,5 мм при обработке дробью диаметром 0,8 мм составляет 18–20%, достигая иногда 30%. Это необходимо учитывать, увеличивая начальную стрелу их прогиба.
В процессе эксплуатации в связи с усталостью металла рессоры частично теряют свои упругие свойства и первоначальную стрелу прогиба. Для их восстановления на многих авторемонтных предприятиях обрабатывают рессорные листы с помощью приспособления указанного на рис. 12.11. Рессору 1 укладывают на ведущие ролики 2 и 3 и воздействуют на нее нажимным роликом 4 силой Р, которая и обеспечивает нужную стрелу прогиба рессоры и восстановления первоначальной стрелы прогиба. Однако, как показывает практика, рессоры, восстановленные описанным способом, быстро теряют полученный при правке радиус кривизны.

Рис. 12.11. Схема правки рессоры на роликовом стенде
Первоначальную стрелу прогиба рессоры можно восстановить следующим образом. Рессору 1 (рис. 12.12) укладывают вогнутой стороной на цилиндрическую опору 2 диаметром 100–120мм, а по ее выпуклой стороне наносят удары кувалдой 3, к которой приварен цилиндрический боек 4 малого диаметра. Удары наносят с шагом 5–6 мм так, чтобы на выпуклой поверхности рессоры оставались заметные вмятины. Как утверждает автор описанного способа, рессоры сохраняют восстановленную таким образом стрелу прогиба в течение длительного времени при езде с большой нагрузкой по плохим дорогам.
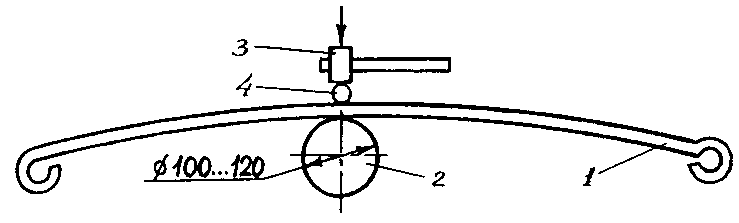
Рис. 12.12. Схема правки рессоры чеканкой выпуклой поверхности.
12.2.2. Правка листов
По патенту США положенный плашмя лист обдувают струей воздуха давлением 0,5 МПа частичками песка, водя форсунку вдоль намеченной линии сгиба. Лист изгибается выпуклостью в сторону обработанной поверхности. Изобретатели таким способом гнули алюминиевые пластинки толщиной в один мм за тридцать секунд.
Очевидно, что этот способ можно использовать и для обратной цели - выпрямления случайно изогнутых листов. Вместо песка можно использовать стальную дробь, стеклянные шарики и т.п.
12.2.3. Правка деталей типа “кольцо”
Овальность деталей типа “кольцо” исправляется путем выглаживания алмазным индентором поверхности вдоль образующей, расположенной перпендикулярно большой оси вала, а также дополнительных участков, расположенных под углом ± 450 от нее.
На рис. 12.13. приведены круглограммы колец подшипников до и после такой обработки: 1 - базовая окружность; 2 - после локального ППД; 3 - исходный профиль кольца. Кольца подшипников из стали ШХ15 имели следующие размеры: D=52мм, d=47мм, в=12мм; режимы выглаживания: Р=300Н, Rсферы=3мм.
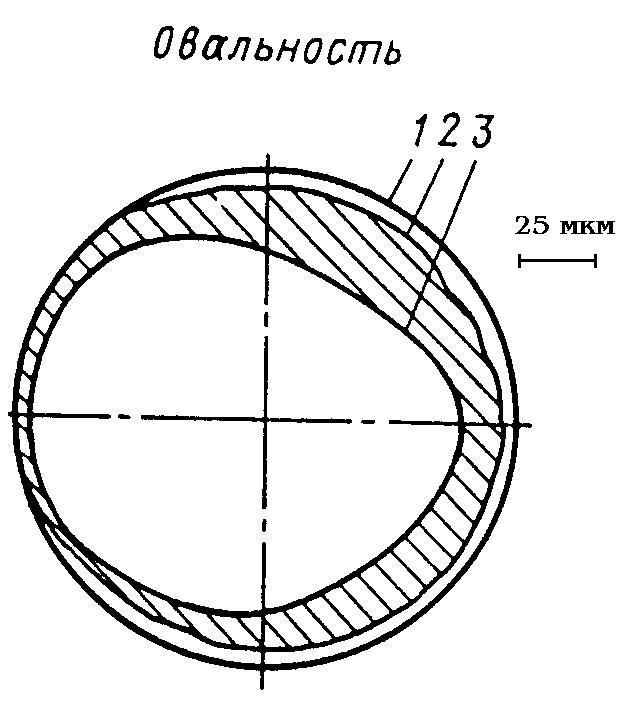
Рис. 12.13. Круглограмма кольца подшипника с исходной овальностью
Отмечается, что, если сила Р превосходит оптимальную, то отклонение кольца от круглости увеличивается, при этом большая ось овала профиля поворачивается на 900. Направление вектора правки зависит от того, где проводится канавка - на наружной или внутренней поверхности кольца.
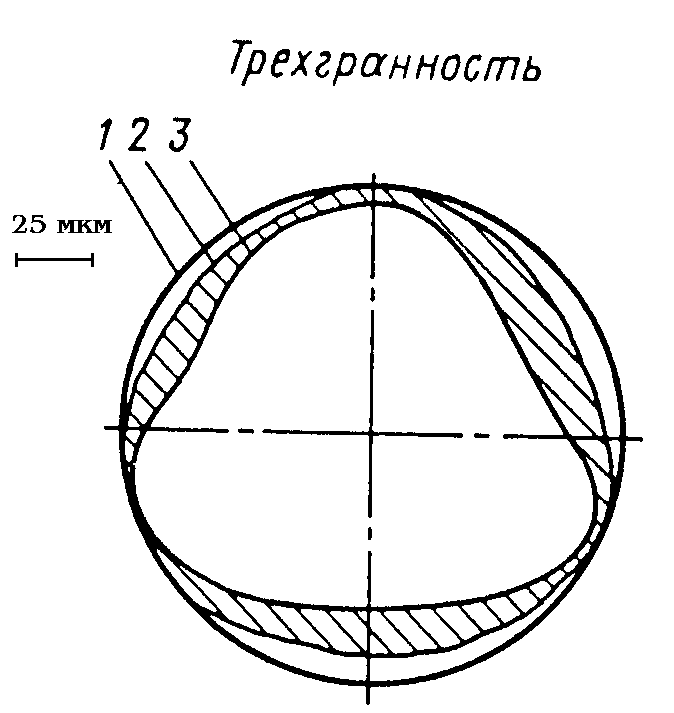
Рис. 12.14. Круглограмма кольца подшипника с исходной
трехгранностью.
Этим способом можно исправить и трехгранность кольца. Соответствующие круглограммы показаны на рис. 12.14 (обозначения- как на рис. 12.13).