

12.1.6. Фрагменты теории правки валов с помощью чеканки
Рассмотрим стержень, в верхнюю плоскость которого внедрен сферический индентор (рис. 12.9). При внедрении сферического индентора в упруго-пластическое тело вокруг индентора формируется зона интенсивной пластической деформации. При этом металл вытесняется из-под индентора и происходит его «выпучивание» над исходной плоскостью, образуется наплыв.
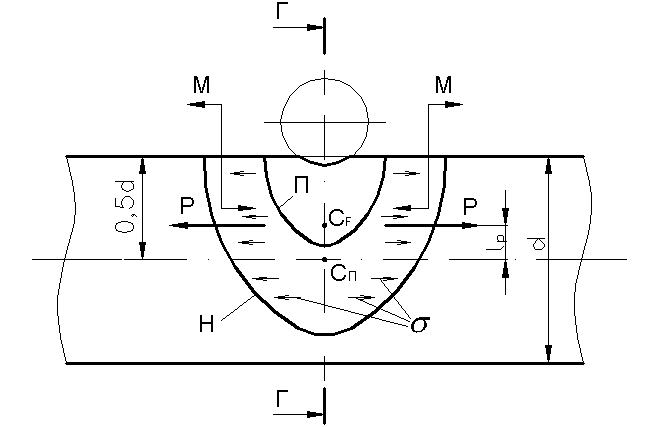
Рис. 12.9. Схема формирования изгибающего момента в зоне внедрения
сферического индентора.
Как было показано выше, пластическая деформация сопровождается уменьшением плотности и увеличением объема пластически деформированного металла. В связи с изложенным металл в зоне П стремится увеличить свои линейные размеры и изгибает стержень выпуклостью вверх. При этом нижележащие слои металла, которые не подверглись пластическому деформированию, испытывают упругую деформацию изгиба и поэтому стремятся вернуть стержень к исходной геометрической форме.
В результате в зоне П и в непосредственной близости от нее (в зоне Н) формируются остаточные напряжения сжатия. При этом чем глубже внедрен индентор в верхнюю плоскость стержня, тем больше зона П интенсивной пластической деформации, больше величина упругого изгиба стержня, больше зона распространения Н и величина остаточных напряжений сжатия.
Остаточные напряжения сжатия σ, суммируясь в зоне Н, в совокупности создают силы Р, приложенные в центре тяжести СF зоны Н.
Если центр тяжести зоны Н лежит выше центра тяжести поперечного сечения стержня Сn, то возникает так называемое внецентренное растяжение стержня. При этом стержень испытывает продольное растяжение силами Р и чистый изгиб моментом М, который и изгибает стержень выпуклостью вверх (рис. 12.9).
Таким образом, механизм правки ППД сводится к следующему. Объем пластически деформированного в зоне П металла увеличивается, поэтому стержень упруго изгибается выпуклостью вверх. Его упруго деформированные слои стремятся вернуть стержень в исходное положение, поэтому в зоне П и Н формируются остаточные напряжения сжатия. Последние в сумме создают силы Р, приложенные в центре тяжести зоны Н. При этом стержень испытывает растяжение силами Р и чистый изгиб моментом М.
Следовательно, упругий изгиб стержня является следствием пластической деформации в зоне П, а остаточные напряжения сжатия в зоне Н, в свою очередь, являются следствием упругого изгиба стержня. Можно считать, что остаточные напряжения сжатия в зоне Н удерживают стержень в изогнутом состоянии. Поэтому, с другой стороны, их можно рассматривать как внешнюю нагрузку, вызывающую упругий изгиб стержня.
Такой подход дает возможность рассчитать изгибающий момент М, возникающий в зоне Н, и величину вызываемого им прогиба (величину правки) стержня.
Величину изгибающего момента М, возникающего при нанесении одного пластического отпечатка на верхнюю плоскость стержня, можно рассчитать по формуле:
![]() , (12.2)
, (12.2)
где lP – плечо действия силы Р (расстояние от центра тяжести зоны Н до
центра тяжести поперечного сечения стержня);
Р – сила, созданная совокупным действием остаточных
напряжений сжатия в зоне Н; она равна:
![]() , (12.3)
, (12.3)
где – средняя величина остаточных напряжений сжатия в зоне Н;
F – площадь зоны Н в вертикальном сечении, проходящем через центр
сферы индентора перпендикулярно плоскости эскиза (рис. 12.9).
Таким образом, для расчета изгибающего момента М необходимо прежде всего рассчитать площадь F фигуры, внутри которой сформированы остаточные напряжения сжатия, и координату ее центра тяжести yF
(рис. 12.10).
Фигура с остаточными напряжениями сжатия состоит из совокупности четырех простых фигур (рис. 12.10):
![]() , (12.4)
, (12.4)
где F1 – площадь фигуры ЕМАВС;
F2 – площадь полукруга диаметром D;
F3 – площадь криволинейной трапеции;
F4 – площадь наплыва.
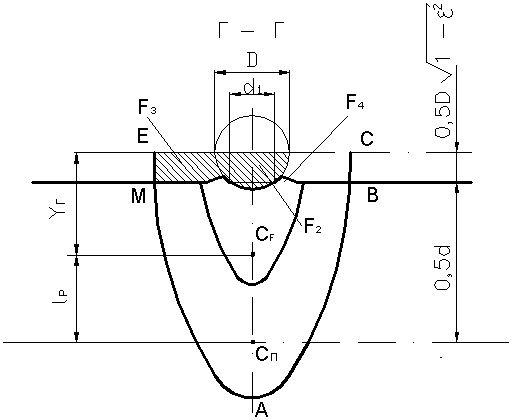
Рис. 12.10. Зоны, сформированные при внедрении сферического
индентора (сечение Г-Г по рис. 12.9)
Так как экспериментально установлено, что кривую EMABC можно интерпретировать как, параболу, площадь F1 можно рассчитывать по формуле:
 , (12.5)
, (12.5)
где
![]() ;
;
D – диаметр индентора, мм;
Кн – коэффициент, характеризующий глубину залегания остаточных
напряжений сжатия, Кн = (1,3–2);
q – коэффициент, характеризующий зону распространения пластической деформации в исходной плоскости детали, q = 1,8–2,2;
– степень пластической деформации,
![]() , где
, где
d1 – диаметр отпечатка, мм.
Для расчета координаты центра тяжести y1 кривой ЕМАВС получена формула:
![]() (12.6)
(12.6)
Координата центра тяжести полукруга y2 подсчитывается по формуле:
![]() (12.7)
(12.7)
Площадь криволинейной трапеции F3 равна:
![]() . (12.8)
. (12.8)
В результате вычисления двойного интеграла формула принимает вид:
 (12.9)
(12.9)
Координата центра тяжести криволинейной трапеции равна:
![]() (12.10)
(12.10)
Экспериментально установлено, что при значительных пластической деформации (ε=0,9–1) геометрическая форма наплыва соответствует треугольнику c основанием, лежащим в исходной плоскости детали.
Координата центра тяжести наплыва в формуле треугольника равна:
![]() , (12.11)
, (12.11)
где
![]() - высота треугольника, мм.
- высота треугольника, мм.
Таким образом, получены формулы для расчета всех слагаемых формулы (12.4). Координата центра тяжести yF фигуры с остаточными напряжениями сжатия рассчитывается по формуле:
(12.12)
Плечо lP действия силы P рассчитывается из размерной цепи (рис. 12.10):
![]() .
(12.13)
.
(12.13)
Формулы для расчета величины прогиба f (величины правки) валов при правке чеканкой для различных случаев взаимного расположения опор вала, мест нанесения пластических отпечатков и сечений, где производится измерение величины правки, имеют вид:
![]() ,
(12.14)
,
(12.14)
где l5 – длина, на которой происходит изгиб вала, мм;
I – осевой момент инерции поперечного сечения вала, мм4;
i – передаточное отношение, которое показывает, в каком отношении
прогиб вала в обработанном чеканкой сечении передается в то
сечение, где осуществляется измерение величины правки вала, мм.
Зависимость
между величиной правки
![]() коленчатого вала
по рис. 11.9
коленчатого вала
по рис. 11.9
и режимом чеканки локального участка щеки выражается формулой:
![]() ,
(12.15)
,
(12.15)
где ЭУ – энергия удара бойка, Дж;
D1 – диаметр сферической головки бойка, мм;
K6 – коэффициент, определяемый экспериментально.