

Ж. Способ правки кв путем секториальной чеканки галтелей
В НовГУ разработан способ правки валов путем ППД их галтелей с переменным режимом обработки. Рассмотрим способ на примере вала с прямолинейной осью.
Валу 1 (рис. 12.8) сообщают вращение, подводят к обрабатываемой галтели 2 инструмент 3 (ролик, шарик, боек-чекан и т.п). Процесс ППД осуществляют с переменной силой (или энергией удара бойка-чекана).
Р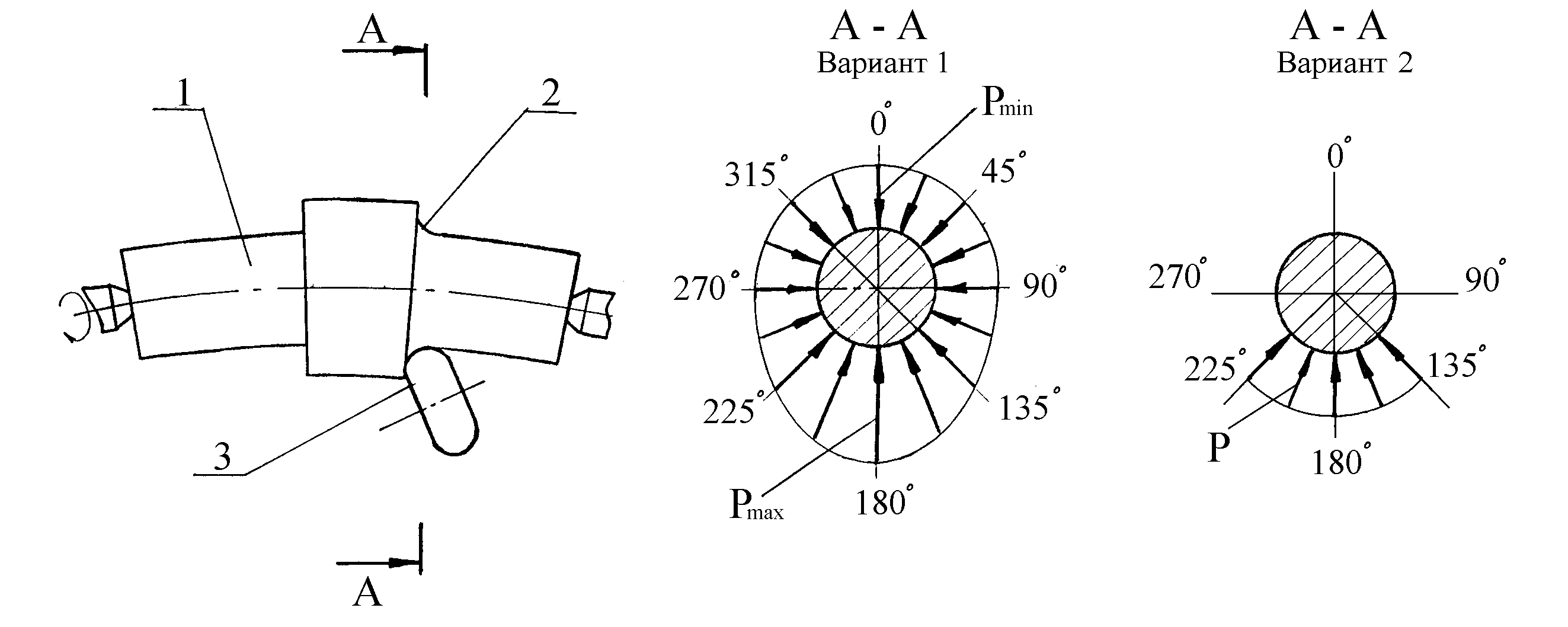 ис.
12.8. Схема правки валов путем неравномерного
ис.
12.8. Схема правки валов путем неравномерного
(секториального) упрочнения галтелей ППД
Когда инструмент 3 находится со стороны вогнутости вала 1 (сектор 1350–1800–2250) силу накатывания увеличивают до максимума, в секторе 3150–00–450 ее минимизируют.
Таким образом, в секторе галтели, расположенной на вогнутой стороне вала, протекает более интенсивная пластическая деформация, создаются остаточные напряжения сжатия большей величины, с большей глубиной их залегания. В связи с этим одновременно с ППД протекает процесс правки вала в плоскости его первоначального прогиба. Вектор правки расположен в плоскости 00-1800 и направлен в сторону 1800.
Разницу в режимах ППД с вогнутой и выпуклой сторон вала подбирают таким образом, чтобы соответствующая разница в степени пластической деформации обеспечивала необходимую величину правки вала.
В частном случае можно обработать галтель не по всей окружности, а частично - тот сектор галтели, который расположен со стороны вогнутости вала 1 (сектор 900–1800–2700 или 1350–1800–2250). В этом случае обработку ведут с постоянным режимом (силой накатывания или энергией удара бойка). Часть галтели остается необработанной ППД. Однако это не имеет значения, так как галтель является свободной поверхностью, не соприкасающейся с поверхностью сопряженной детали.
Этот способ обладает теми же достоинствами, что и предыдущий метод, но является более универсальным. С его помощью можно осуществлять прецизионную правку как валов с прямолинейной осью, так и коленчатых валов с точностью 0,01–0,03 мм. При этом предел выносливости в сечении обработанных галтелей возрастает минимум на 10–20%. Для реализации способа используются простые по конструкции и недорогие устройства.
Поэтому способ правки валов путем секториальной чеканки галтелей нашел широкое применение при изготовлении и ремонте прямых и коленчатых валов на предприятиях РФ и ближнего зарубежья, в частности: ОАО “Алтайдизель”, ОАО “АлСЭН” (Алтайский край), Тутаевском опытно-экспериментальном заводе по ремонту двигателей (Ярославская обл.), Старорусском авторемонтном заводе, АООТ “Авторемонтный завод” (Великий Новгород), Атбасарском РМЗ (Акмолинская обл., Казахстан), Витебском ремонтном заводе (Белоруссия), Волгоградском ОРЗ, Алтайском моторостроительном производственном объединении, Ивановском авторемонтном заводе, ремонтной фирме “Механика” (г. Москва), ОАО “Волжские моторы” и др.
Помимо описанных в НовГУ разработаны способы и устройства для правки прямых и коленчатых валов ППД, на которые получены около 20 авторских свидетельств и патентов РФ. Они подробно описаны в работе [ ].