

Г. Правка прямых валов по патенту сша
Обрабатываемый вал 1 (рис. 12.5) установлен в центрах токарного станка, на суппорте которого установлены два диаметрально противоположных гидроцилиндра 2 (с поршнями одного диаметра) с накатным роликом 3 и опорным роликом 4. Предусмотрены насосы низкого 5 и высокого 6 давлений. Переключение на подачу масла в гидроцилиндры 2 тем или иным насосом осуществляется клапаном 7, который управляется переключателем 8, закрепленным на станине. На валу 1 закреплен кулачок-эксцентрик 9, воздействующий на переключатель 8.
По длине вала устанавливают несколько индикаторов и, последовательно поворачивая вал 1 на 900, фиксируют величину и направление биения вала в различных сечениях. Вычерчивают график биений вала, определяют плоскость его изгиба. Устанавливают эксцентрик 9 на валу 1 таким образом, чтобы при вращении последнего эксцентрик 9 через переключатель 8 и клапан 7 периодически включал насосы низкого 5 или высокого 6 давлений. При этом насос высокого давления 6 должен включаться в тот период вращения вала 1, когда накатной ролик 3 находится со стороны вогнутости вала 1. Опорный ролик 4 вследствие большой площади контакта с валом 1 пластической деформации не осуществляет, а служит лишь для уравновешивания силы накатывания со стороны накатного ролика 3.
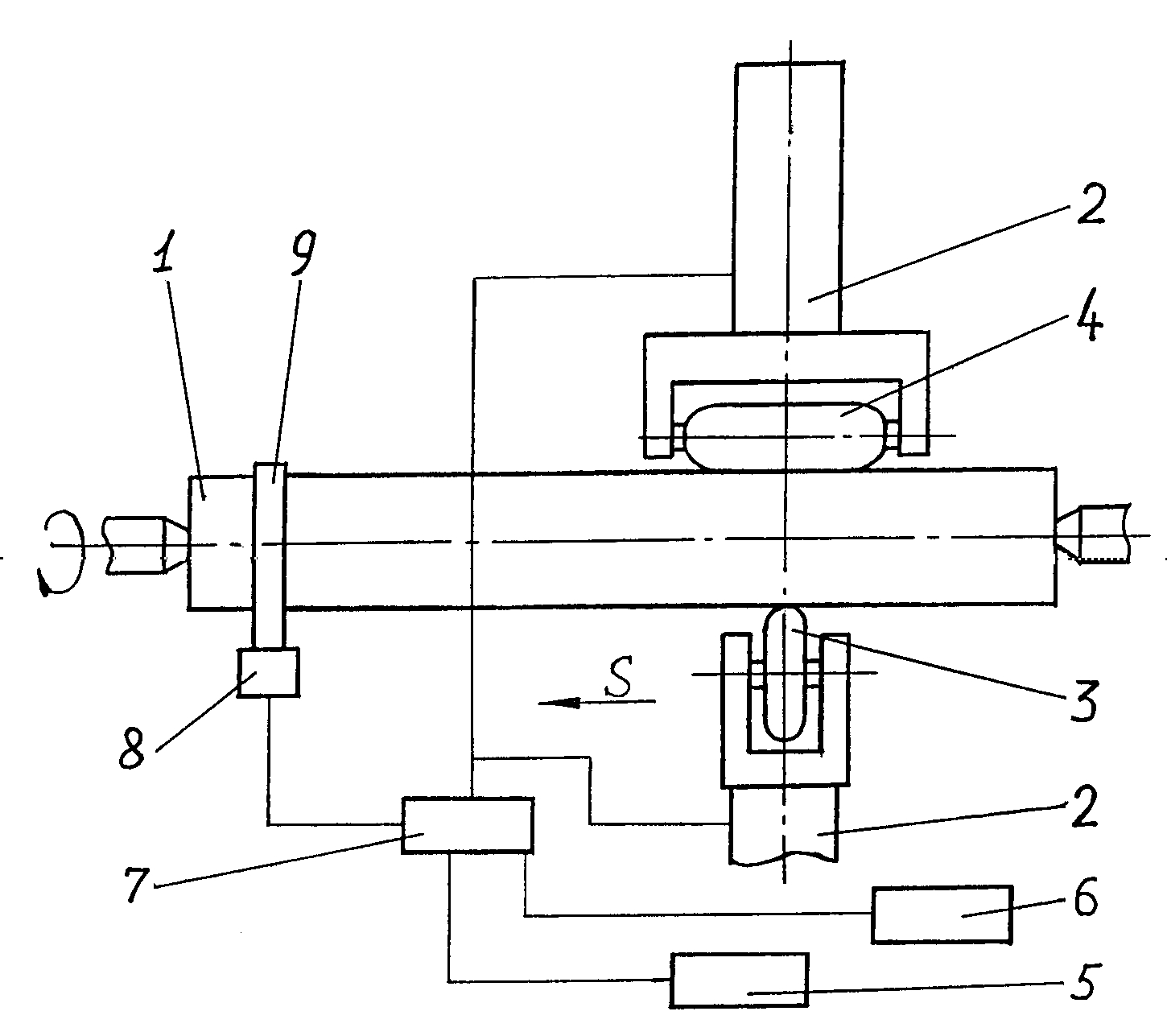
Рис. 12.5. Схема правки вала по патенту США
Суппорту станка с установленными на нем гидроцилиндрами 2 и роликами 3 и 4 сообщают движение осевой подачи.
Авторы изобретения осуществили обработку гребного вала диаметром 406 мм и длиной 11938 мм, который вращался с частотой 2 об/мин(величина высокого и низкого давления масла и соответствующие силы на ролике 3 в описании изобретения не указаны). До правки эксцентриситет вала составлял 0,44 мм, после правки - 0,076 мм (при допуске 0,2 мм).
Достоинство изобретения заключается в том, что при накатывании и выпуклой, и вогнутой поверхностей вала вместе с эффектом правки достигается повышение предела его выносливости.
Недостатки: сложная и дорогая конструкция установки, низкая производительность.
Д. Правка прямых валов фасонным роликом
В ЦНИИТМАШе разработан способ холодной правки деталей типа вала. Изюминкой изобретения является накатной ролик 1 (рис. 12.6). Его диаметр D2 должен быть строго равен диаметру D3 вала 2. Профиль ролика - переменный. Примерно на половине окружности он очерчен по радиусу R1, остальная часть окружности - по R1’= (прямолинейной образующей). Радиус ролика R1 выбирают по зависимости:
R1=(0,01–0,1) D2 (12.1)
Авторы установили, что накатывание роликом с R10,01 D2 приведет к повреждению поверхности вала. При R10,1 D2 не достигается эффект упрочнения.
Ролик 1 устанавливают таким образом, чтобы середина его сектора с радиусом профиля R1 соприкасалась с вогнутой поверхностью вала 2 в плоскости его изгиба. Затем ролик прижимают к валу постоянной силой Р, валу 2 сообщают вращение, а ролику 1 - движение осевой подачи.
Так как диаметры ролика и детали равны между собой, вогнутый участок вала 2 будет периодически контактировать с профильным радиусом R1 ролика 1, а выпуклый участок - с его прямолинейной образующей. Пластическая деформация про1исходит только на вогнутой поверхности вала.
Этим способом правили вал диаметром 65 мм, длиной 1500 мм, со стрелой прогиба 0,15 мм. Использовали ролик шириной 12мм, диаметром D2=65 мм и радиусом R1=1 мм. Сила накатывания Р=8000Н. Длина обработанного участка составляла 1200 мм, глубина наклепа - около 2,5 мм. Прогиб вала полностью устранен.
У данного способа имеется несколько недостатков:
1. При реализации способа упрочняется только вогнутая поверхность вала. С выпуклой поверхностью вала контактирует прямолинейный участок ролика, который в силу низкого давления не дает эффекта упрочнения.
2. Сложная технология осуществления способа:
a) Перед началом обкатывания необходимо тщательно установить ролик таким образом, чтобы минимальный радиус радиусного участка ролика контактировал с вогнутой поверхностью вала в плоскости прогиба вала.
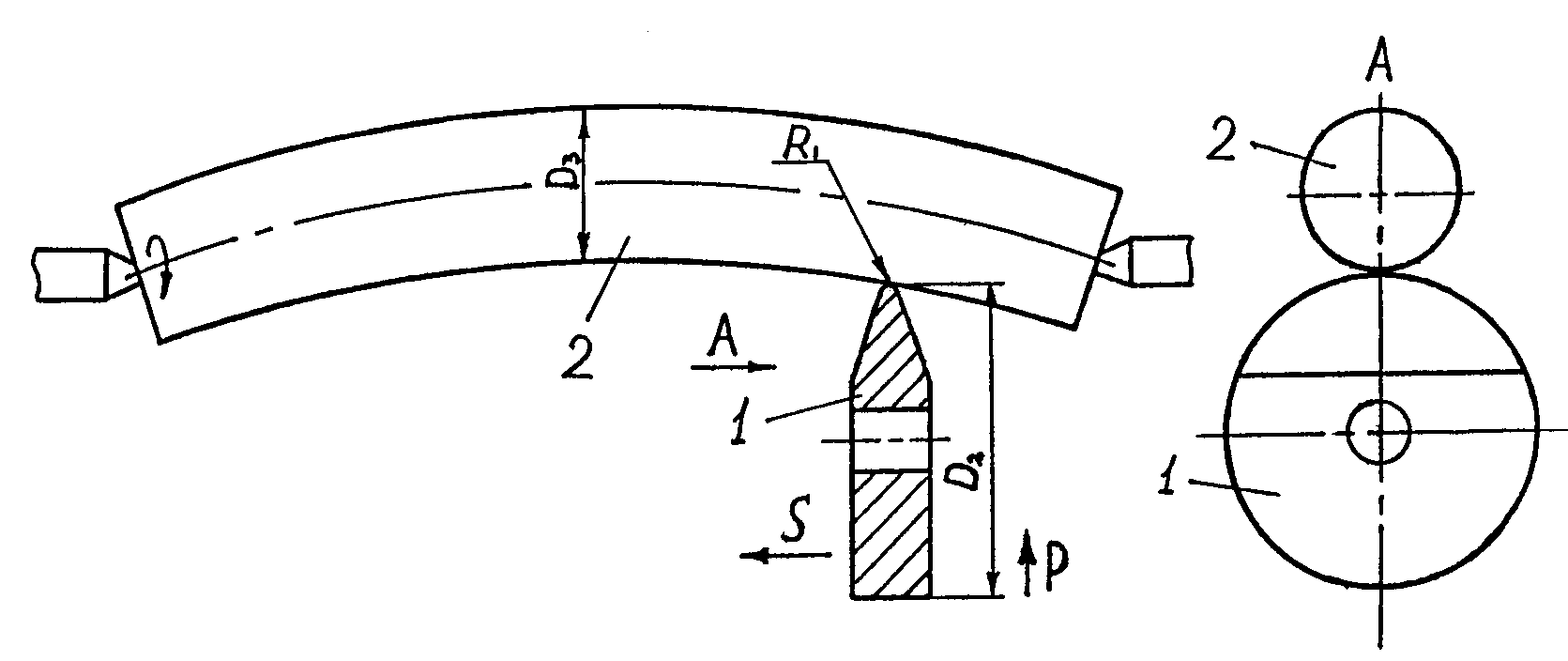
Рис. 12.6. Схема правки вала фасонным роликом
б) Практически невозможно осуществить условие равенства диаметра вала и диаметра ролика. Поэтому отношение D2/D31, и пятно контакта обрабатываемой поверхности с минимальным радиусом радиусного участка ролика будет все время смещаться из плоскости прогиба вала, а направление вектора правки будет постепенно отклоняться от этой плоскости. Чтобы этого не произошло, необходимо следить за процессом и вмешиваться в него по мере необходимости.
в) В процессе обработки необходимо все время следить за изменяющимся прогибом вала, так как если при устранении исходного прогиба не прекратить вовремя обработку, то вал начнет выгибаться в другую сторону. Если же взять вал с прямолинейной осью, то после обработки таким роликом он изогнется.
3. Обязательным условием способа является равенство диаметров ролика и вала. Поэтому для каждого вала иного диаметра необходимо изготавливать новый ролик.
4. Нетехнологичная конструкция ролика.
Достоинство способа в том, что он несравнимо проще и дешевле способа по патенту США.