

12.1.4. Возможности использования ппд для правки деталей
Известно, что при обработке деталей резанием, термообработке, химико-термической обработке, ППД, покрытиях и т.п. в поверхностных слоях детали (а следовательно, и в сердцевине) формируются остаточные (технологические) напряжения. Их величина, знак, глубина залегания и эпюра распределения зависят от способов и режимов обработки. Если обрабатываемая деталь симметрична, а ее поверхность (или поверхности) обработана равномерно, то остаточные напряжения взаимно уравновешиваются, и макрогеометрия детали (геометрическая форма детали в целом) остается неизменной.
В противном случае неуравновешенная часть остаточных напряжений будет выполнять роль внешней нагрузки и вызывать коробление детали. Причем величина коробления будет пропорциональна величине и глубине залегания неуравновешенной части остаточных напряжений, а также площади обработанной поверхности.
Это обстоятельство можно использовать для изменения макрогеометрии деталей в желаемом направлении, т.е. для правки деталей. Для этого необходимо управлять процессом выбранного способа обработки таким образом, чтобы создать на соответствующих участках обрабатываемой детали неуравновешенные напряжения такой величины и знака, которые должны вызвать необходимую деформацию детали в нужном направлении.
Из известных способов обработки для этой цели более всего подходит ППД по следующим причинам:
Обработка ППД реализуется на обычных металлорежущих станках.
2. Приспособления и инструмент для ППД обычно достаточно просты по конструкции и надежны в работе.
3. Внедрение ППД в технологические процессы обычно дает значительный технико-экономический эффект.
4. Процессы ППД стабильны. В широком диапазоне режимов в поверхностных слоях формируются остаточные напряжения сжатия, которые увеличивают износостойкость и сопротивление усталости.
5. Величина и глубина залегания остаточных напряжений сжатия достаточно хорошо регулируется изменением режимов ППД.
6. Как показали специальные исследования, геометрическая форма деталей, полученная после правки ППД, стабильна и не меняется в течение длительного времени.
7. Весьма важным является также то обстоятельство, что, высота микронеровностей поверхности после ППД уменьшается, формируется новый микрорельеф с округленными вершинами, повышается твердость поверхностного слоя, в нем формируются остаточные напряжения сжатия. Это позволяет одновременно с осуществлением правки решать задачи по увеличению износостойкости обрабатываемой поверхности (или поверхности сопряженной детали, в особенности, неметаллической), повышению предела выносливости детали и т.п.
В связи с изложенным можно сформулировать основные направления разработки способов и устройств для правки симметричных деталей (например, валов) ППД:
1. Обработка части какой-либо поверхности со стороны вогнутости вала в плоскости его исходного прогиба (возможно и в рядом лежащих плоскостях), например, части А цилиндрической поверхности (рис. 12.1).
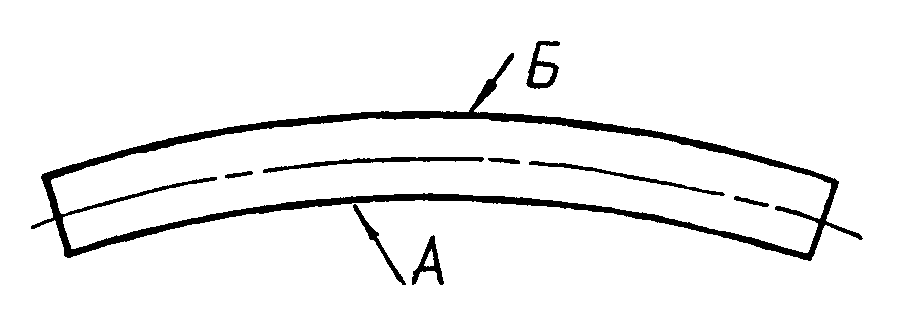
Рис. 12.1.Схема обработки ППД изогнутого вала с целью правки
2. Обработка всей поверхности, но с различными режимами таким образом, чтобы на вогнутой поверхности А (рис. 12.1) величина остаточных напряжений сжатия и глубина их залегания была больше, чем на выпуклой поверхности Б.
Различия режимов обработки можно обеспечить следующими путями:
2.1. Обеспечение большей величины силового фактора (силы накатывания, натяга и т.п.) на вогнутой стороне вала А.
2.2. Накатывание (при Р = const) вогнутой поверхности А роликом (шариком) с меньшим радиусом профиля R1, а выпуклой поверхности - роликом с бóльшим радиусом профиля.
2.3. Накатывание (при Р=const) вогнутой поверхности А роликом меньшего диаметра D2 (а следовательно, и радиуса R2), а выпуклой поверхности - роликом большего диаметра.
2.4. Комбинация вышеперечисленных путей 2.1. – 2.3.
При правке ППД несимметричных деталей можно использовать те же принципы с учетом особенностей конструкции обрабатываемой детали.