

11.5.2. Фрагменты теории коробления кв при упрочнении галтелей ппд
Рассмотрим КВ с одной шатунной шейкой (рис. 11.11). При упрочнении галтели 2 шатунной шейки любым способом ППД пластическая деформация (зона с повышенной твердостью П) распространяется и на шатунную шейку, и на щеку.
Известно, что пластическая деформация сопровождается лавинообразным образованием дислокаций и точечных дефектов. Так, в недеформированных отожженных углеродистых сталях средняя плотность дислокаций составляет примерно 106–108 см-2. После ППД число дислокаций в наиболее деформированном слое увеличивается на несколько порядков. Для стали 45, например, число дислокаций достигает 5,52·1011–11,58·1011 см-2.После пластической деформации всего на 10 концентрация точечных дефектов возрастает до 1019–1020 см-3. Увеличение плотности дислокаций, рост концентрации точечных дефектов и особенно вакансий приводит к увеличению объема пластически деформированного металла по разным источникам до нескольких десятых долей процента.
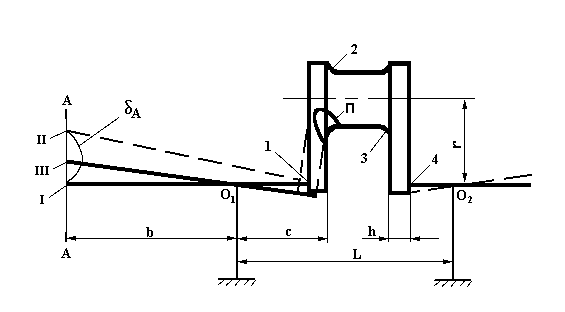
Рис. 11.11. КВ с упрочненной ППД галтелью 2,
расположенной между опорами О1 и О2
Таким образом, при пластической деформации плотность металла в зоне П уменьшается, а объем увеличивается. Поэтому щека КВ будет изгибаться выпуклостью в сторону обработанной ППД галтели 2. Нижний конец щеки вместе с левой коренной шейкой займет новое положение II, и геометрическая форма КВ нарушится.
При упрочнении галтели 1 щека изогнется выпуклостью влево, a коренная шейка переместится в положение III. Величина суммарного коробления КВ от одновременного упрочнения галтелей 1 и 2 будет равна алгебраической сумме от упрочнения этих галтелей по отдельности.
При одновременном упрочнении всех (или нескольких) галтелей коленчатого вала можно зафиксировать лишь величину суммарного коробления вала. Механизм коробления в этом случае остается нераскрытым. Чтобы раскрыть его, необходимо рассматривать процесс коробления в его развитии, для чего дифференцировать процесс упрочнения галтелей коленчатого вала: упрочнять галтели последовательно, каждый раз измеряя величину и направление коробления. В этом случае становится возможным проследить сам процесс коробления коленчатого вала и установить влияние упрочнения каждой галтели в отдельности на величину коробления КВ. Величина же суммарного коробления, очевидно, останется той же, что и при одновременном упрочнении галтелей.
Для упрощения дальнейших выкладок считаем, что вся поверхность щеки со стороны галтели 2 упрочнена равномерно, а щеку рассматриваем, как тонкую пластину.
В теории упругости тонкой пластиной называется тело призматической или цилиндрической формы с отношением его толщины к наименьшему размеру основания меньше чем 1:10. Теория применима, если это отношение доходит до 1:5 и даже 1:3.Конфигурация щек КВ различна, но у подавляющего большинства КВ они имеют сравнительно небольшую толщину при достаточно больших размерах в плане и удовлетворяют приведенным соотношениям.
Сказанное позволяет рассматривать щеку КВ с упрочненной ППД галтелью, как упругую изотропную тонкую пластину, деформируемую внешним равномерно и всесторонне распределенным моментом. В этом случае в общем виде величина коробления коленчатого вала А при упрочнении одиночной галтели равна (рис. 11.11):
![]() , (11.3)
, (11.3)
где – коэффициент Пуассона;
E – модуль упругости 1-го рода, МПа;
r – радиус кривошипа КВ, мм;
h – толщина щеки, мм;
b – расстояние от левой опоры до сечения, в котором определяют
величину коробления, мм;
c – расстояние от левой опоры до упрочняемой галтели, мм;
L – расстояние между опорами вала, мм;
– средняя величина остаточных напряжений сжатия в
упрочненном слое щеки, МПа;
– глубина залегания остаточных напряжений сжатия, мм;
– коэффициент, характеризующий полноту обработки щеки ППД,
1.
В формуле сомножитель
![]() характеризует материал вала, отношение
характеризует материал вала, отношение
![]() характеризует жесткость щеки. Передаточное
отношение
характеризует жесткость щеки. Передаточное
отношение
![]() показывает, в какой мере прогиб щеки с
упрочненной галтелью передается в
сечение, где измеряется
величина коробления. (Для иных вариантов
взаимного расположения опор КВ,
упрочняемых ППД галтелей и сечений, где
производится измерение коробления КВ
передаточное отношение подсчитывают
по другим соотношениям). Величины ,
и
зависят от способа ППД и его режима.
показывает, в какой мере прогиб щеки с
упрочненной галтелью передается в
сечение, где измеряется
величина коробления. (Для иных вариантов
взаимного расположения опор КВ,
упрочняемых ППД галтелей и сечений, где
производится измерение коробления КВ
передаточное отношение подсчитывают
по другим соотношениям). Величины ,
и
зависят от способа ППД и его режима.
Для расчета величины коробления при накатывании галтелей КВ с диаметром шеек до 30 мм с силой до 11 кН выведена формула:
![]() , (11.4)
, (11.4)
где НВ – твердость по Бринеллю, МПа;
T – предел текучести материала КВ, МПа;
P – сила накатывания, Н;
m – коэффициент, учитывающий кривизну контактирующих поверх-
ностей накатного ролика и галтели (см. п. 3.4);
K7 – коэффициент, определяемый экспериментально.
При накатывании галтелей КВ с диаметром шеек 50–250 мм с силой более 11 кН формула для расчета величины коробления принимает вид:
![]() ,
(11.5)
,
(11.5)
где А – коэффициент, учитывающий кривизну контактирующих поверхностей накатного ролика и галтели (см. п. 3.4);
К8 – коэффициент, определяемый экспериментально.
Величину коробления КВ при чеканке одиночной галтели можно рассчитать по формуле:
![]() ,
(11.6)
,
(11.6)
где ЭУ – энергия удара бойка, Дж;
D1 – диаметр сферической головки бойка, мм;
K6 – коэффициент, определяемый экспериментально.