

11.3. Конструкторские способы повышения сопротивления усталости валов
Общий принцип конструирования деталей машин, работающих с переменными напряжениями, заключается в следующем: форма деталей должна обеспечивать возможно более равномерное распределение в них напряжений. В применении к прямым и коленчатым валам это предполагает следующие мероприятия [см. таблицу 11.1]:
1) Увеличение угла наклона щек КВ (рис. 11.2,а). При этом выравнивается направление силового потока и увеличивается сопротивление усталости вала. Однако увеличиваются и габариты двигателя.
2) Увеличение перекрытия шеек (рис. 11.2,б):
 , (11.1)
, (11.1)
где перекрытие шеек, мм;
d1 диаметр коренной шейки, мм;
d2 диаметр шатунной шейки, мм;
r радиус кривошипа, мм.
В этом случае предел выносливости возрастает на 30–50% и более.
3) Шероховатость поверхности галтелей валов должна быть не более
Ra = 0,16–0,63 мкм. В противном случае валы могут разрушаться в эксплуатации.
4)Увеличение радиуса галтели rг до рекомендуемого:
rг ( 0,070,09) di , ( 11.2 )
где rг – радиус галтели, мм.
Увеличение радиуса галтелей у коленчатых валов ДТ-54 в сочетании с уменьшением шероховатости их поверхностей сократило число разрушений в 2,7 раза. Дальнейшее увеличение соотношения (11.2) нецелесообразно, так как уменьшается длина цилиндрической части шейки.
5) Применение галтелей сложной формы:
a) эллиптическая галтель (рис. 11.2, в) дает прирост предела выносливости вала на 10–20%;
б) эллиптическую галтель можно заменить галтелью, профиль которой очерчен 2–3 радиусами;
в) концентрация напряжений в галтели, описанной по параболе, значительно меньше, чем в радиусной галтели;
г) применение галтелей с поднутрением в шейку (рис. 11.2,г), в щеку (рис. 11.2,д) или с комбинированным (одновременно в шейку и щеку) поднутрением (рис. 11.2, е) приводит к увеличению предела выносливости на 20-50%.
Оптимизация профилей галтелей валов уменьшает уровень концентрации напряжений в галтелях на 20–25%.
Например, увеличение радиуса галтели с 8 до 12 мм с одновременным поднутрением в щеку у коленчатого вала тепловозного двигателя 2Д100 способствовало повышению предела выносливости на 27% .
Получение правильной геометрической формы описанных галтелей по принятой в настоящее время технологии механической обработки весьма затруднительно, так как шлифовальный круг при поперечном врезании начинает работать по корке и изнашивается неравномерно. В результате получаются галтели неупорядоченной формы.
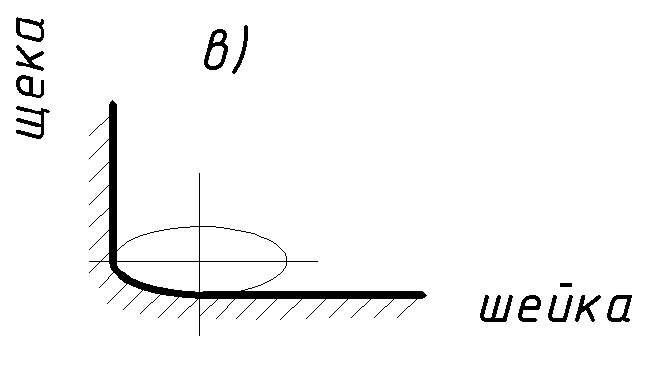
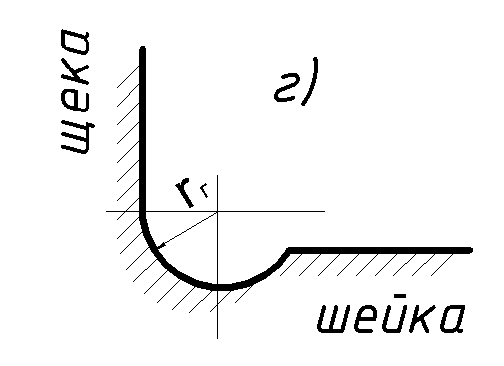
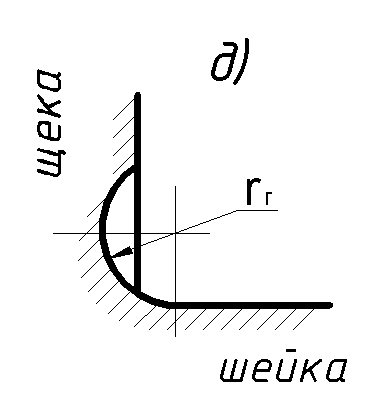
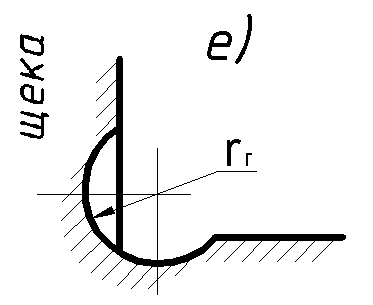
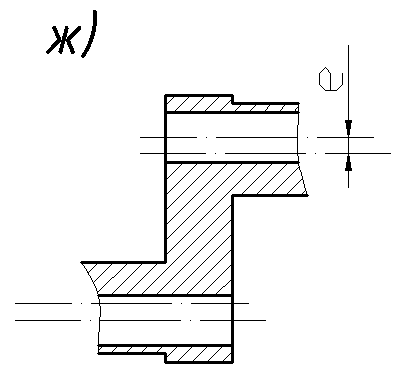
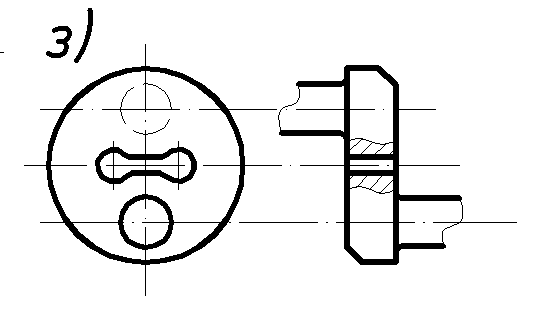
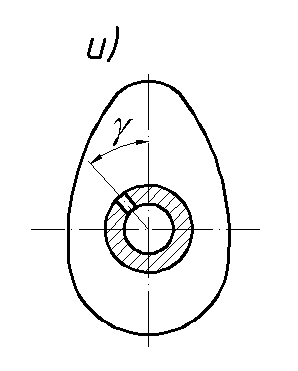
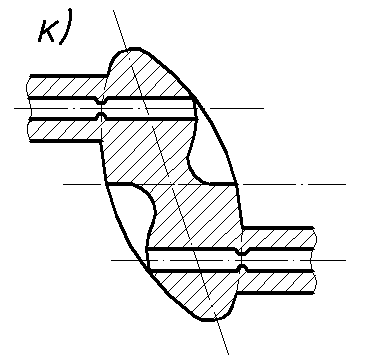
Рис. 11.2. Конструкторские способы повышения сопротивления усталости КВ
6) Выполнение шеек КВ полыми, рассверливание шеек и щек со смещением оси отверстия наружу от оси коренной шейки (рис. 11.2,ж). Предел выносливости при этом возрастает на 10–15%.
Сочетание эксцентричного рассверливания шеек с уширением щеки увеличивает предел выносливости (при бочкообразном отверстии) в 2–3 раза.
7)
Увеличение ширины и толщины щеки,
удаление металла из наиболее нагруженной
части щеки (рис. 11.2,з), комбинация этих
способов. Последнее повышает сопротивление
усталости при переменном кручении в
2–2,5 раза.![]()
8) Рациональное расположение отверстия для смазки (см. рис. 11.2,и) может повысить предел выносливости КВ на 10–50%. Так, при расположении этого отверстия под углом =90 и 270 предел выносливости вала при кручении повышается на 10–15% по сравнению с =0 или =180.
Положительное влияние на выносливость коленчатых валов оказывает также уменьшение шероховатости поверхности масляных отверстий и закругление их краев.
9) Применение материала с бóльшим пределом прочности. Установлено, что с увеличением предела прочности до 1000–1100 МПа предел выносливости также растет. Дальнейшее повышение предела прочности нерационально, так как повышается чувствительность материала к концентрации напряжений.
10) В последнее время все большее применение для коленчатых валов находят высокопрочные чугуны. В этом случае помимо экономии металла снижается себестоимость механической обработки. Сопротивление усталости чугунных валов обычно не ниже, чем стальных, потому что в литье гораздо проще получить оптимальную с точки зрения выносливости конфигурацию щек (рис. 11.2,к). Кроме того чугунные коленчатые валы восприимчивее к упрочнению ППД. Так, например, после чеканки галтелей предел выносливости таких валов выше, чем стальных кованых валов.
Чугунные коленчатые валы гораздо менее чувствительны к несоосности опор и шеек и к концентрации напряжений, вызываемой малым радиусом галтелей, надрезами или дефектами поверхности. Они обладают большей демпфирующей способностью.
11) Шпоночная канавка не должна доходить до галтели и создавать дополнительную концентрацию напряжений.
12) Не следует стремиться к чрезмерному ужесточению опор, так как в этом случае при несовпадении осей опор резко возрастает напряженность валов, что может привести к их поломкам. (Аналогичная картина наблюдается при неравномерной выработке опор).
Вышеизложенное наглядно показывает, как сильно влияет на сопротивление усталости валов малейшее изменение их конструктивных форм и как тщательно конструктор должен отрабатывать все элементы вала. Нередко даже такие металлургические дефекты, как волосовины, раковины и шлаковые включения, оказывают на выносливость валов меньшее влияние, чем конструктивные концентраторы напряжений.
Конструкторские способы не исчерпывают всех возможностей повышения сопротивления усталости валов. Для этой же цели применяется ряд технологических способов.