

10.2. Чеканка вибрирующим роликом
На рис. 10.3 показан инструмент для такой обработки. В отверстие стакана 1 с зазором входит корпус пневмомолотка 2, на левом конце которого закреплена втулка 3. Тарированная пружина 4 упирается в буртик втулки 3 и дно стакана 1. В отверстии корпуса пневмомолотка 2 установлен стержень 5 с вилкой, в которой смонтирован накаткой ролик 6. Для крепления инструмента в резцедержателе токарного станка к стакану 1 приварен призматический стержень 7.
Таким образом, на ролик 6 воздействует статическая сила тарированной пружины 4, достигающая 2000–7500Н, и динамическое воздействие ударов бойка пневмомолотка.
На Старо-Краматорском машиностроительном заводе такое приспособление используется для упрочнения посадочных мест и галтелей валов механизма движения грейферной тележки портального рудно-угольного перегружателя.
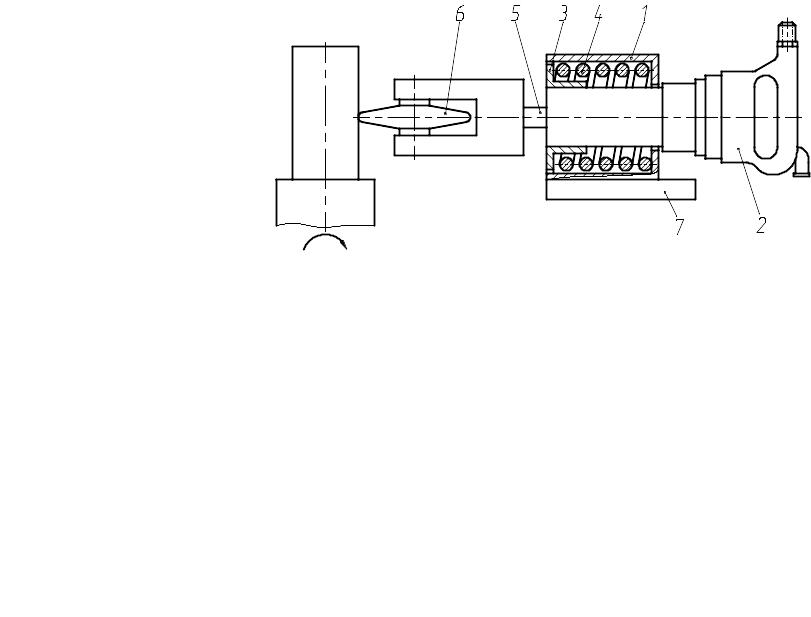
Рис. 10.3. Приспособление для чеканки вибрирующим роликом
Длина валов – 4410мм, диаметр – до 280мм. Режим обработки: диаметр накатного ролика – 90мм, радиус его профиля – 7мм, Р=7500Н, =25–35дж, S=1,53мм/об, n=0,5об/мин. Затем производится чистовая токарная обработка. Срок службы валов значительно повысился, стало возможным заменить дорогостоящую сталь 40ХН на сталь 40Х.
10.3.Чеканка пучком игл
Для обработки неровных поверхностей сварных швов применяют пневмомолоток, в отверстие которого вложен пучок из 25–30 проволочек (игл) диаметром 2–3мм и длиной 150–180мм. Иглы изготавливают из стали 65Г с закалкой до HRC 45–50. Под действием сжатого воздуха боек пневмомолотка сообщает поступательное движение пучку игл, который находится внутри спиральной пружины. Последняя возвращает пучок игл в исходное положение. Благодаря упругости игл достигается равномерная обработка всей поверхности шва.
Глубина наклепанного слоя достигает 3мм. Неблагоприятное влияние сварки на сопротивление усталости полностью нейтрализуется.
Описанный инструмент был применен для упрочнения сварных швов стабилизаторов ракетоносителя “Сатурн” при подготовке к совместному полету “Союз-Аполлон”.
10.4.Ультрaзвуковая обработка
В этом случае к рабочему телу (шарику, ролику, выглаживателю) наряду со статической силой прижима к обрабатываемой поверхности сообщают ультразвуковые колебания, создаваемые специальным генератором.
Основные технологические параметры ультразвуковой обработки (УЗО) принимают следующими:
статическая сила Р=30–300Н;
амплитуда колебаний инструмента А=3–30мкм;
частота колебаний f=18–24кГц.
Применение УЗО не нашло широкого применения вследствие сложности ультразвуковых генераторов, большого расхода энергии и т.д. Тем не менее она может быть эффективна при обработке сталей после закалки и химико-термической обработки, обработки твердых сплавов и деталей малой и неравномерной жесткости.
Рекомендуемые режимы УЗО плоских поверхностей при S=0,08 мм/об, радиусе сферы инструмента 5мм, f=20кГц и одном рабочем ходе приведены в табл. 10.1.
Таблица 10.1. Режимы ультразвуковой обработки.
Обрабатываемый материал |
Режимы |
Микротвёр- дость, МПа |
Шероховатость Rа,мкм |
||||
Р, Н |
2А, мкм |
V, м/мин |
Исход- ная |
После УЗО |
Исход- ная |
После УЗО |
|
Железо Армко |
100 |
27 |
7 |
1100 |
2800 |
4,30 |
0,13 |
Сталь 45 |
140 |
27 |
15 |
2180 |
5000 |
2,60 |
0,20 |
СЧ20 |
200 |
20 |
17 |
2100 |
4100 |
1,90 |
0,52 |
Сталь У10А, закалённая |
240 |
25 |
6 |
8600 |
11800 |
0,30 |
0,18 |
Сталь ШХ15, закалённая |
250 |
30 |
7 |
8400 |
10300 |
0,35 |
0,14 |