

10. Упрочняющая чеканка
Чеканка – ППД при возвратно-поступательном относительном перемещении инструмента и деформируемого материала (ГОСТ 18296-72). В ГОСТ приводится следующая классификация различных видов чеканки: упрочняющая, рельефная, уплотняющая и калибрующая.
Упрочняющая чеканка – чеканка при которой происходит упрочнение поверхностным наклепом. Этот способ обработки применяют для упрочнения различных поверхностей крупных деталей машин. Особенно эффективна обработка в местах концентрации напряжений. Обрабатывают галтели прямых и коленчатых валов, резьбы, основания зубьев шестерен, канавки, углы шпоночных пазов и дна шлиц, сварные швы и т.п.
В качестве рабочих тел используются бойки и ролики, профиль рабочей части которых выполняют в соответствии с профилем обрабатываемой поверхности, а также пучок проволочек (игл).
Для создания необходимой энергии удара бойка применяют различные устройства с механическим, пневматическим или гидравлическим приводом, которые устанавливают на токарные, фрезерные или специальные станки. Чаще всего применяют пневмомолотки с энергией удара 6–20дж и частотой ударов в минуту 1500–3500.
10.1. Чеканка сферическим бойком
Чеканка осуществляется с помощью ударных приспособлений. На рис. 10.1 показана схема чеканочного приспособления конструкции ЦНИИТМАШ. К опорной плите 1 привернуты две стойки 2, в отверстия которых входит своими шейками шток 3 с ввернутым в него бойком 4. В пазу штока 3 на оси установлен подшипник 5. Пружина 6 стремится сдвинуть шток 3 с бойком 4 вправо. Этому препятствует выступ кулачка 7, закрепленного на оси 8, которая установлена на подшипниках в отдельном корпусе и может вращаться от какого-либо привода.
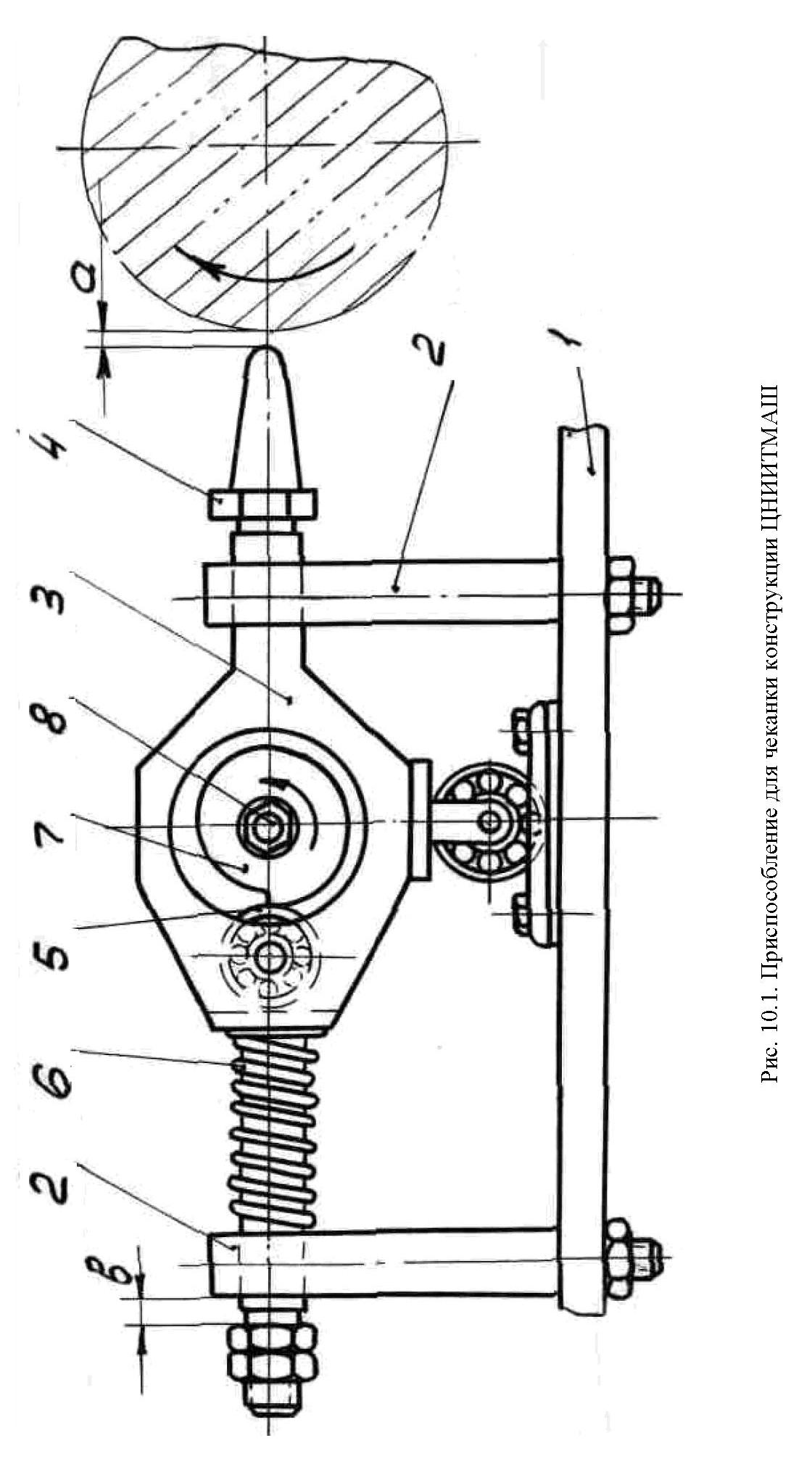
Боек 4 подводится к обрабатываемой поверхности так, чтобы фактический ход штока 3 ”a” был несколько меньше максимально возможного хода ”в”. Включается медленное вращение обрабатываемого вала (1–10 об/мин) и быстрое вращение кулачка 7 (1000–3000 об/мин). Когда выступ кулачка 7 уходит из-под подшипника 5, высвобождается энергия сжатой пружины 6, и боек 4 с силой бьет по обрабатываемой поверхности. Кулачек 7 снова взводит пружину 6 и т.д. Необходимая энергия удара устанавливается предварительным натяжением пружины 6. В результате ударов бойка на обрабатываемой поверхности образуются вмятины шаровой формы, сливающиеся в одну канавку.
На рис. 10.2 приведена схема чеканки галтели большого радиуса бойком 1 со сферической рабочей частью, который установлен в отверстии корпуса пневмомолотка 2. При сравнительно небольших радиусах галтели до 6–8мм принимают радиус сферы бойка, равным радиусу галтели. Боек устанавливают посреди галтели под углом 45 и обработку производят за один оборот вала.
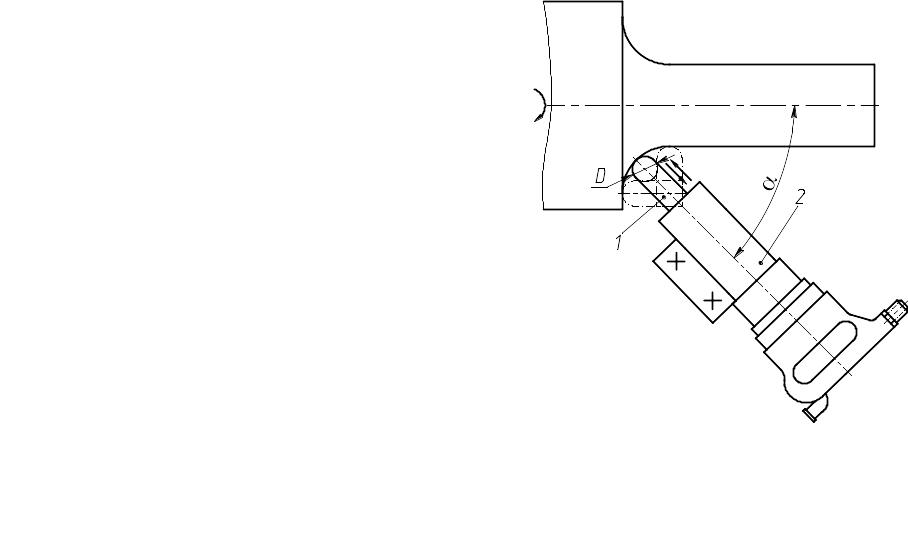
Рис. 10.2. Схема чеканки галтелей
При радиусах галтели, превышающих 6–8мм, радиус сферы бойка берут меньшим, чем радиус галтели на несколько мм. Обработку ведут за 2–3 оборота детали, последовательно устанавливая различные углы . Например, при обработке за три оборота при первом обороте детали принимают 30, при втором – =45, при третьем – =60.
При чеканке цилиндрических и плоских поверхностей диаметр рабочей части D сферического пуансона выбирают по зависимости:
![]() , (10.1)
, (10.1)
где – глубина наклепа, мм.
Условная степень пластической деформации характеризуется отношением:
![]() , (10.2)
, (10.2)
где d – диаметр отпечатка, мм.
Рекомендуется использовать диапазон 0,30,6.
Для умеренных степеней наклепа (0,5) с достаточной для практики точностью можно принять
![]() (10.3)
(10.3)
Для ориентировочных расчетов энергии удара бойка при чеканке конструкционных сталей средней твердости (НВ=110–210) следует использовать формулу:
![]() , (10.4)
, (10.4)
где
![]() – энергия единичного удара бойка, Дж;
– энергия единичного удара бойка, Дж;
НВ – твердость по Бринеллю.
Глубину наклепа при упрочняющей чеканке по принятой энергии удара можно рассчитать по следующей приближенной формуле:
![]() (10.5)
(10.5)
Для равномерного упрочнения поверхности шаг чеканки не должен превышать (0,1–0,12)d.
Глубина
наклепанного слоя после чеканки может
достигать 15–30мм, степень наклепа – до
30% и более. В поверхностном слое формируются
остаточные напряжения сжатия до 1000МПа
и выше. Параметр шероховатости
![]() после чеканки сферическим бойком
составляет
=
40–160мкм, т.е. поверхность получается
довольно грубой.(Поэтому после чеканки
поверхность обычно шлифуют). Тем не
менее предел выносливости в галтелях
крупных валов возрастает в 2–2,5 раза и
более.
после чеканки сферическим бойком
составляет
=
40–160мкм, т.е. поверхность получается
довольно грубой.(Поэтому после чеканки
поверхность обычно шлифуют). Тем не
менее предел выносливости в галтелях
крупных валов возрастает в 2–2,5 раза и
более.