

6. Вибронакатывание и вибровыглаживание
Вибронакатывание (вибровыглаживание) – накатывание (выглажива-ние) при вибрации инструмента в направлении, касательном к поверхности деформируемого материала (ГОСТ 18296-72).
6.1. Схема процесса, инструмент, оборудование
На рис. 6.1. приведена схема вибронакатывания наружной цилиндри- ческой поверхности на станке токарного типа. Как видно из рисунка, при вращении заготовки с частотой n на осевую подачу S инструмента накладывается его осциллирующее возвратно-поступательное движение с частотой N и амплитудой 2l. Поэтому, под действием силы P инструмент выдавливает на обрабатываемой поверхности синусоидальные канавки (шириной b и глубиной h) (рис. 6.2). В зависимости от соотношения параметров n, S, N, 2l, b, h соседние канавки могут располагаться друг относительно друга по-разному (рис. 6.3):
а) канавки не касаются друг друга;
б) канавки касаются;
в) канавки пересекаются;
г) канавки накладываются;
д) пересекающиеся канавки образуют правильную сетку;
е) непересекающиеся канавки эквидистанты.
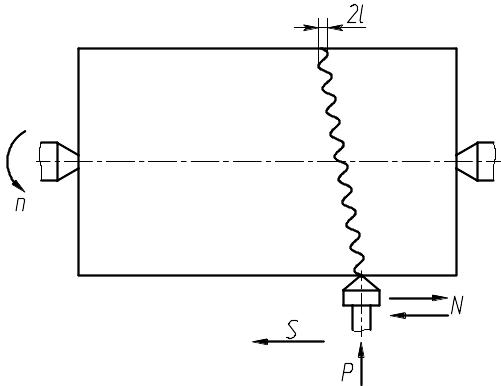
Рис. 6.1.Схема вибронакатывания
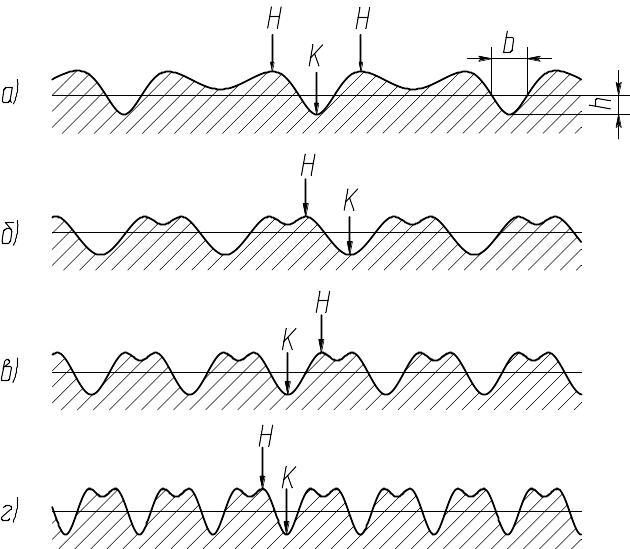
Рис. 6.2. Форма канавок в поперечном сечении
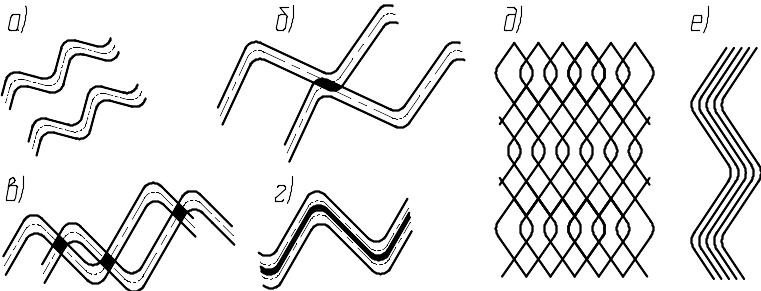
Рис. 6.3. Варианты взаимного расположения канавок
В поперечном сечении форма канавок и образующихся по ее бокам наплывов приведена на рис. 6.2. При небольших силах P и большой шероховатости исходной поверхности наплывы по высоте могут не выходить за линию выступов исходного микрорельефа (рис. 6.2,а). В противном случае высота наплывов может существенно превышать высоту исходных микронеровностей. Если это недопустимо, их следует удалить. При определенном сочетании параметров обработки наплывы не образуются, а происходит общее поднятие металла меж канавками на некоторую высоту (рис. 6.2,г).
Металл в канавках и наплывах упрочняется, микротвердость увеличивается на 10-25%. Если же вся поверхность перекрывается канавками (рис. 6.3,д), то весь поверхностный слой получает наклеп. Кроме того, после окончания приработки на виброобработанных поверхностях образуется система микролунок, которые располагаются в шахматном порядке и перемежаются с ровными площадками с малой шероховатостью. Совокупность микролунок формирует высокую маслоемкость поверхности. В результате значительно повышается ее износостойкость, уменьшается (или полностью устраняется) схватывание.
Дополнительное осциллирующее движение инструмента способствует уменьшению микронеровностей обрабатываемой поверхности по сравнению с обычным накатыванием или выглаживанием. Это дает возможность увеличивать осевую подачу инструмента, а, следовательно, производительность обработки.
При вибронакатывании уровень остаточных напряжений сжатия в 1,3–1,7 раза больше, чем обычном накатывании с теми же режимами.
Интенсификация пластической деформации и малые усилия обработки позволяют эффективно использовать вибронакатывание и вибровыглаживание при обработке маложестких и неравножестких деталей.
При обычном накатывании имеет место неоднородность твердости на выступах и впадинах исходной поверхности. При вибронакатывании эта неоднородность уменьшается на 40–60%.
Вибронакатывание повышает сопротивление усталости деталей. Оно может также использоваться для декоративной обработки поверхностей.
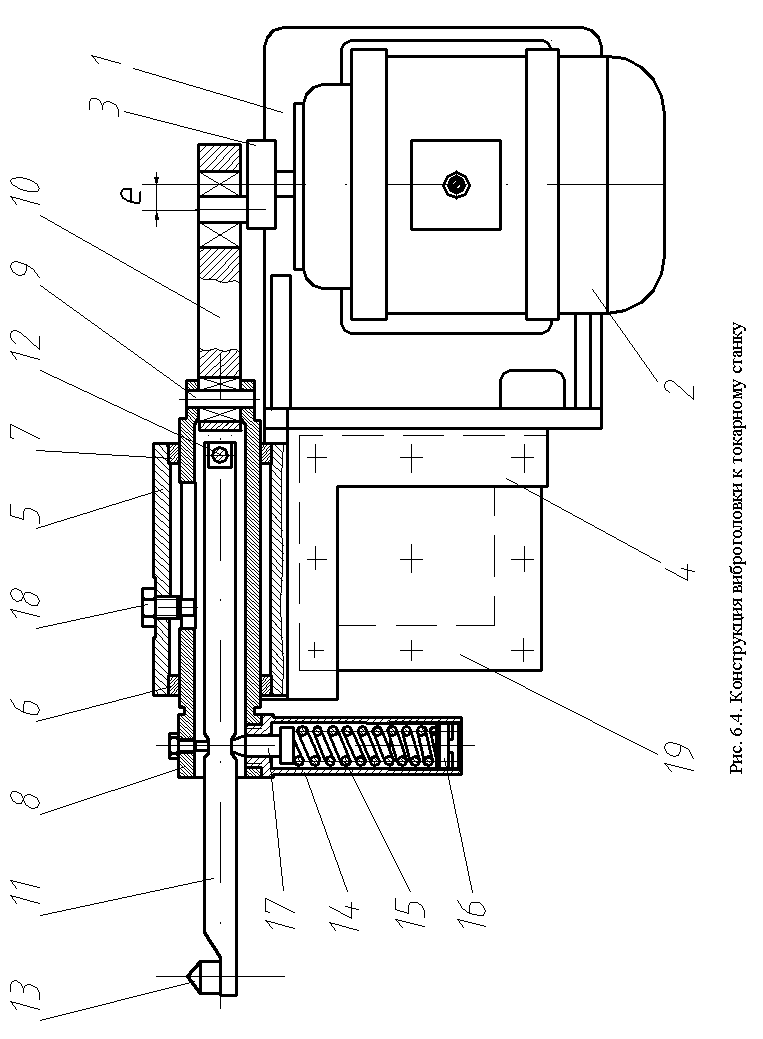
Разработано большое количество различных конструкций инструмента для вибронакатывания и вибровыглаживания различных поверхностей и деталей. На рис. 6.4 показана конструкция виброголовки к токарному станку. На основании 1 установлен электродвигатель 2, на выходном валу которого закреплен сменный эксцентрик 3. К угольнику 4 приварена втулка 5 с вкладышами 6 и 7. Во вкладышах с возможностью осевого перемещения установлен ползун 8, который с помощью оси 9 соединен с шатуном 10. В отверстие шатуна (через подшипник) входит эксцентричный палец эксцентрика 3.
В отверстии ползуна 8 размещен шток 11, который может покачиваться вокруг оси 12. На левом конце штока смонтирована шариковая головка 13. В радиальное отверстие ползуна 8 ввернута втулка 14, в отверстие которой установлена тарированная пружина 15. Величина предварительного сжатия пружины регулируется с помощью резьбовой пробки 16.
Усилие пружины 15 передается через наконечник 17 на шток 11 и шариковую головку 13. Винт 18 служит для предотвращения поворота ползуна 8 вокруг его оси.
Виброголовка закрепляется в резцедержавке 19 станка с помощью угольника 4.
При вращении выходного вала электродвигателя движение передается от эксцетрика 3 через шатун 10 на ползун 8, который совершает возвратно-поступательное движение. Частота этого движения равна числу оборотов выходного вала электродвигателя, амплитуда равна двойному эксцентриситету е эксцентрика 3.
Описанная виброголовка используется для вибронакатывания наружных поверхностей вращения и отверстий.
Для вибронакатывания и вибровыглаживания чаще всего используются токарные, фрезерные, координатно-расточные, строгальные, шлифовальные станки, для которых создаются виброголовки различных конструкций. При больших масштабах производства используются специальные станки. Так, на Ярославском моторном заводе применяются специальные четырехшпиндельные полуавтоматы для вибронакатывания систем канавок в отверстиях гильз дизелей. На Вологодском подшипниковом заводе, на специализированном
станке производят вибронакатывание наружной сферической поверхности беговых дорожек колец шарикоподшипников.