

4. Раскатывание отверстий
Поверхностное раскатывание – накатывание по вогнутой поверхности деформируемого материала (ГОСТ 18296-72).
4.1. Схема процесса, инструмент, оборудование
Схема
раскатывания приведена на рис. 4.1.
Инструмент
–
раскатка
состоит
из оправки 1, по периферии которой
равномерно расположены рабочие
тела 2 (ролики или шарики). Последние
удерживаются от рассыпания
сепаратором 3. Заготовка 4 закреплена в
приспособлении 5. Диаметр
раскатки по роликам
Dр
больше
диаметра отверстия в заготовке D0
на
величину натяга
![]() :
:
![]() (4.1)
(4.1)
Для осуществления процесса раскатывания раскатке (или заготовке) сообщают движения вращения и осевой подачи.
Применяют «жесткую» и «упругую» схему раскатывания. На рис. 4.1 ролики 2 опираются на цельную оправку 1, имеющую весьма высокую жесткость в радиальном направлении. В этом случае реализуется «жесткая» схема раскатывания.
Для реализации «упругой» схемы в раскатке предусматривают упругий элемент пониженной жесткости. Например, на рис. 4.2 показана раскатка, в которой деформирующие шарики 1 опираются на неподвижный 2 и подвижный 3 конусы. Последний поджат тарированной пружиной 4 через упорный подшипник 5. Силу пружины 4 регулируют с помощью гаек 6. Сепаратор 7 удерживает шарики от рассыпания. Вместо пружин часто используют пневмогидравлические устройства.
Классификация раскаток:
По принятой схеме раскатывания: жесткие, упругие (копирующие).
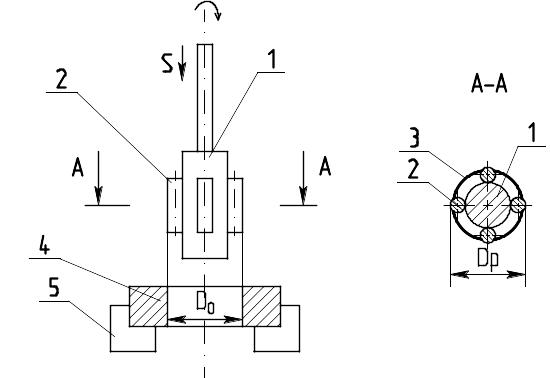
Рис. 4.1. Схема раскатывания
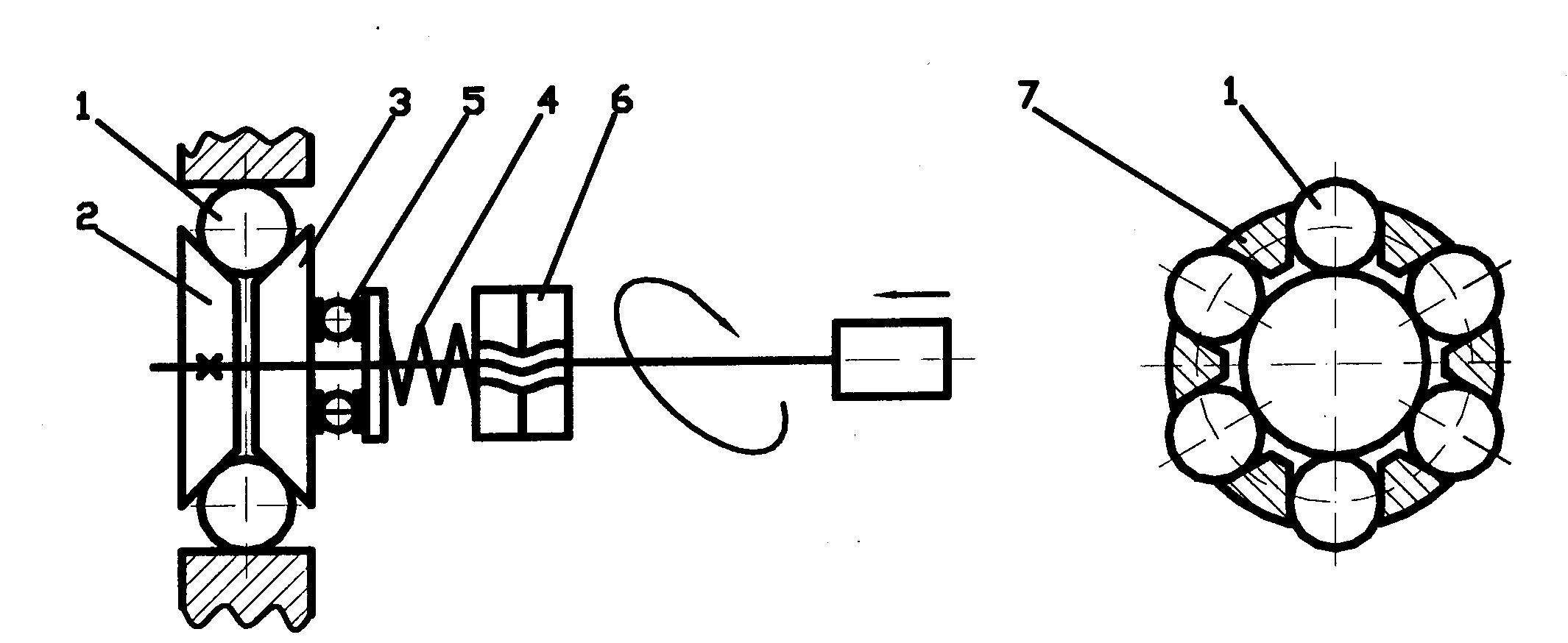
Рис. 4.2. Схема шариковой раскатки
По рабочим телам: роликовые, шариковые.
По количеству рабочих тел: одно-, двухроликовые (шариковые) и многороликовые без материальной оси вращения роликов (сепараторные, дифференциальные).
По количеству рядов рабочих тел: одно-, двух- и трехрядные.
По скорости вспомогательного хода: с рабочей подачей, с ускоренной подачей.
По характеру воздействия на обрабатываемую поверхность: непрерывного действия, импульсные.
По виду осевой подачи: с принудительной подачей, с самозатягиванием.
В раскатках по рис. 4.1 и 4.2 диаметр раскатки Dр по роликам (или шарикам) при рабочем и вспомогательном (обратном) ходе раскатки не изменяется. Поэтому вспомогательный ход раскатки приходится делать с рабочей подачей, так как при ускоренном отводе раскатки на обработанной поверхности отверстия останутся следы от роликов.
На рис. 4.3 приведена конструкция раскатки, которая позволяет производить вспомогательный ход с ускоренной подачей. На центральной оправке 1 закреплен опорный конус 2. В сепараторе 3 размещены рабочие ролики 4, которые опираются на опорный конус 2. Пружина 5 прижимает сепаратор 3 через упорный подшипник 6 к регулировочной гайке 7. Положение последней фиксируется контргайкой 8.
В начале вспомогательного хода шпинделя станка ролики 4, будучи в контакте с обрабатываемым отверстием с натягом, вместе с сепаратором 3 стоят на месте, а центральная оправка 1 вместе с опорным конусом 2 увлекается шпинделем станка вправо (по рис. 4.3). При этом пружина 5 сжимается, а ролики 4 теряют опору 2 и «проваливаются». Поэтому размер Dр раскатки уменьшается. Раскатка извлекается из отверстия заготовки на ускоренной подаче, не портя поверхности отверстия. В конце вспомогательного хода пружина 5 возвращает сепаратор с роликами в первоначальное положе-
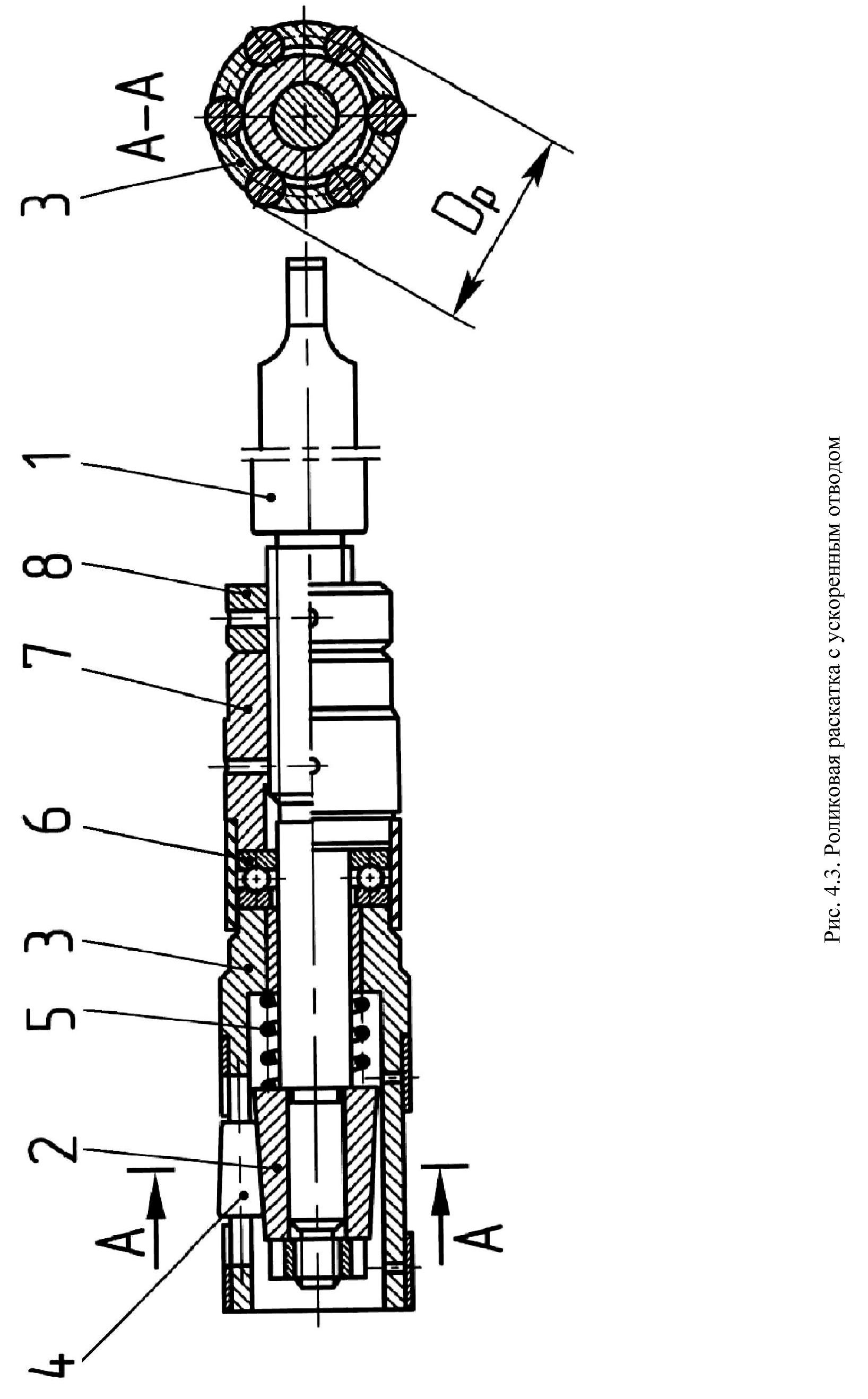
ние (до упора в подшипник 6), и размер раскатки по роликам Dр восстанавливается. Размер раскатки Dр можно изменять в пределах 1–2 мм с помощью регулировочной гайки 7.
В раскатках, приведенных на рис. 4.1–4.3, деформирующие элементы находятся в непрерывном контакте с обрабатываемой поверхностью. Натяг в процессе раскатывания остается постоянным. Поэтому раскатки такого типа относят к раскаткам непрерывного действия.
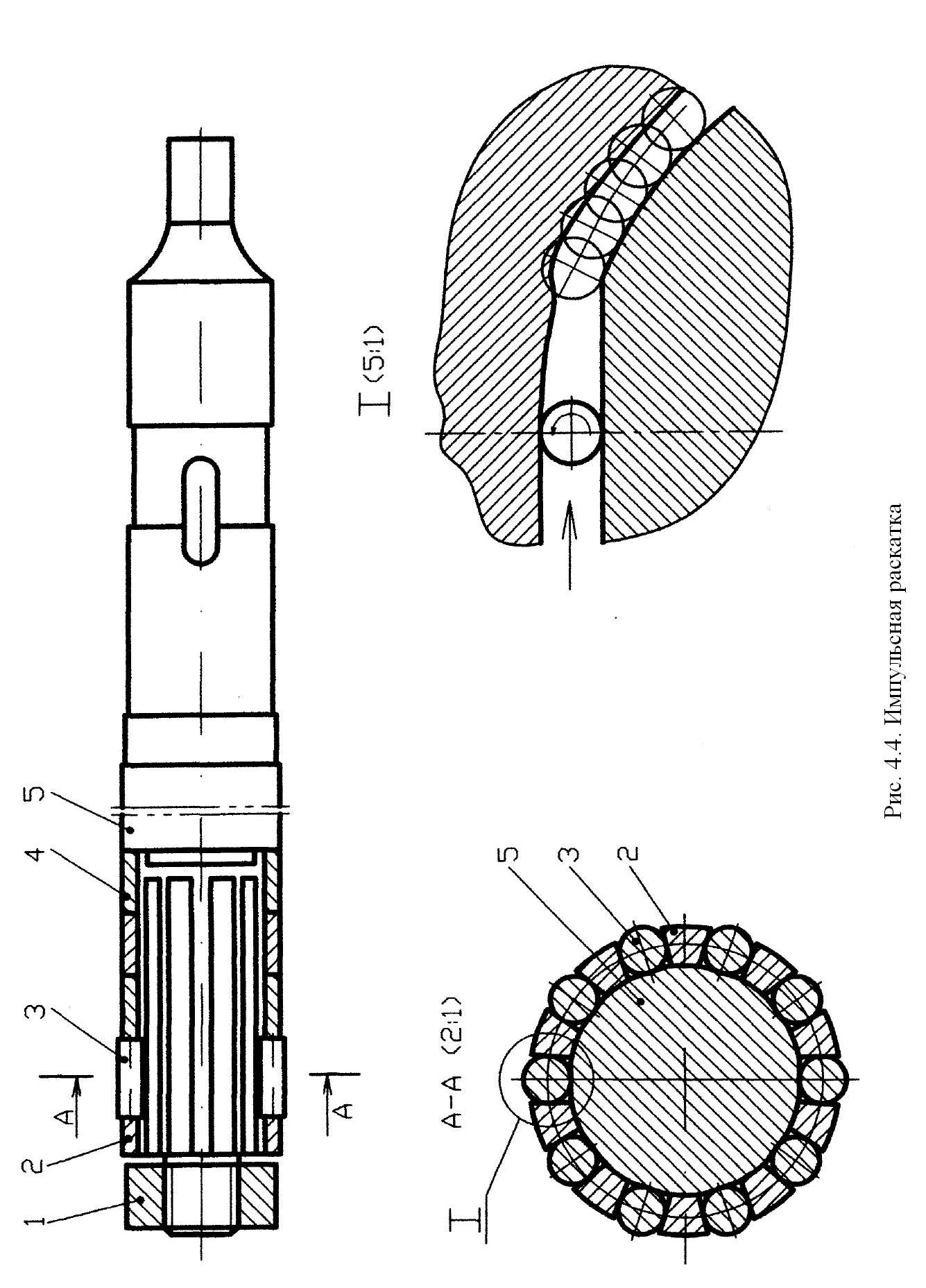
На рис. 4.4 приведена конструкция импульсной раскатки. В ней на рабочей поверхности центральной оправки 5 установлены три втулки 4 и сепаратор 2 с роликами 3. На резьбовой конец оправки 5 навернута гайка 1. В поперечном сечении рабочая поверхность оправки 5 представляет собой круг с равномерно расположенными лысками, число которых равно числу роликов 3. При качении роликов 3 по рабочей поверхности оправки 5 они попадают то на цилиндрические участки, то на лыски. При этом натяг изменяется от максимума до минимума (иногда до нуля). Радиальная сила при этом также изменяется от максимума до минимума в течение примерно 10-3–10-4 сек, т.е. приобретает ударный (импульсный) характер. Благодаря кратковременному характеру приложения нагрузки пластическая деформация не успевает распространиться на значительную глубину и сосредотачивается в тонком поверхностном слое. Это позволяет достигать высокую точность геометрической формы отверстий при обработке маложестких и неравножестких заготовок.
В связи с ударным характером нагрузки ролики 3 и рабочая поверхность оправки 5 подвергается интенсивному износу. Для увеличения долговечности раскатки длину рабочей поверхности оправки 5 делают в 3–4 раза длиннее роликов 3. Это дает возможность переставлять сепаратор 2 с роликами 3 на неизношенные участки оправки 5, меняя местами сепаратор 2 с одной из втулок 4.
На рис. 4.5 приведены типы конфигурации роликов, которые получили наиболее широкое распространение. Ролики I и II типов изготавливаются из
Тип |
Форма ролика
|
I |
|
II |
|
III |
|
IV |
|

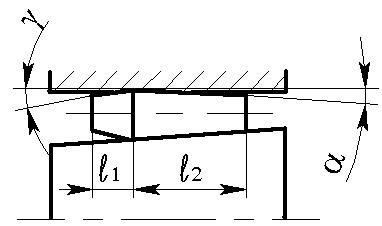

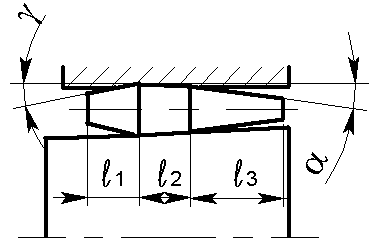
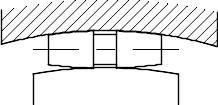
Рис. 4.5. Конфигурация деформирующих роликов сепараторных раскаток
стандартных подшипниковых роликов и требуют небольшой доработки (шлифование торцов и закругление головки), поэтому они получили наибольшее распространение.
Ролики
III
типа имеют деформирующий
![]() 1,
калибрующий
2
и сглаживающий
3
участки.
Угол опорного конуса центральной оправки
равен углу
калибрующего участка
2
ролика. Поэтому образующая участка
2
совпадает
с образующей обрабатываемого отверстия.
Это дает возможность существенно
увеличить осевую подачу.
1,
калибрующий
2
и сглаживающий
3
участки.
Угол опорного конуса центральной оправки
равен углу
калибрующего участка
2
ролика. Поэтому образующая участка
2
совпадает
с образующей обрабатываемого отверстия.
Это дает возможность существенно
увеличить осевую подачу.
Ролики IV типа имеют форму эллипса. Они применяются в раскатках с самозатягиванием (самоподачей). В этих раскатках ролики устанавливаются под углом 0°30′–2° к оси центральной оправки. Эллипсная форма ролика обеспечивает полный контакт образующей ролика с поверхностью обрабатываемого отверстия.
Находят применение ролики иных, более сложных конфигураций.
Для раскатывания используют чаще всего сверлильные и расточные станки различных типов. Применяют также станки токарных типов, агрегатные станки и специальные станки. Например, в автомобильной промышленности используют специальный станок ОС – 1 для бесцентрового раскатывания деталей типа «втулки» и «цилиндры» диаметром 60 – 120 мм и длиной до 400 мм.