3.5. Влияние условий накатывания на остаточные напряжения
Наибольшее влияние на величину остаточных напряжений оказывает сила накатывания. С ее увеличением осевые и тангенциальные напряжения вначале увеличиваются, а затем уменьшаются.
При сравнительно небольших силах накатывания ролики с меньшими профильными радиусами обеспечивают бóльшие значения остаточных напряжений. При больших силах накатывания – наоборот, чем больше радиус профиля ролика, тем больше величина остаточных напряжений.
Диаметр ролика влияет на остаточные напряжения аналогично радиусу профиля ролика, но это влияние выражено слабее.
Высокий уровень остаточных напряжений достигается уже при первом рабочем ходе ролика. При последующих втором и третьем рабочем ходе их уровень возрастает незначительно.
С увеличением подачи ролика остаточные напряжения уменьшаются.
Скорость накатывания практически не влияет на величину остаточных напряжений.
Более высокие остаточные напряжения возникают при накатывании заготовок из сталей с повышенной твердостью.
Толщина поверхностного слоя металла, в котором формируются остаточные напряжения сжатия, по разным источникам в 1,3–2 раза и более превышает глубину наклепа.
С увеличением остаточных напряжений сжатия в поверхностном слое глубина их распространения по сечению уменьшается до определенных значений, затем – стабилизируется. Более высоким значениям остаточных напряжений соответствует более резкий градиент их изменения по сечению заготовки.
Последовательное снятие поверхностного слоя после накатывания приводит к последовательному уменьшению величины остаточных напряжений сжатия и, в конце концов, к их полному исчезновению.
Поэтому после накатывания поверхности производить ее обработку резанием нецелесообразно. В случае, если обработка резанием необходима, накатывание рекомендуется повторить.
3.6. Выбор режимов накатывания
Как видно из предшествующего изложения, режимы и другие условия накатывания по-разному влияют на шероховатость, глубину и степень наклепа, на величину и глубину залегания остаточных напряжений. Поэтому выбирать режимы накатывания и геометрию накатного ролика следует, исходя из конкретных задач операции накатывания.
Различают упрочняющее и сглаживающее накатывание.
Упрочняющее накатывание применяют для максимального повышения сопротивления усталости деталей и прироста поверхностной твердости. При этом степень наклепа должна составлять 25–40%, а глубина наклепанного слоя δ должна находиться в пределах:
![]() (3.10)
(3.10)
Силу накатывания, которая обеспечивает заданную величину δ, определяют по формуле:
![]() , (3.11)
, (3.11)
где m- коэффициент, учитывающий кривизну контактирующих поверхностей (см. п. 3.4,Б).
Силу накатывания, соответствующую максимальному приросту предела выносливости, рассчитывают по эмпирической формуле:
![]() (3.12)
(3.12)
Обычно величину Р выбирают из условия:
![]() , (3.13)
, (3.13)
где P0.05 - сила, обеспечивающая величину δ=0.05R3.
Практически для упрочняющего накатывания валов средних размеров характерны силы накатывания в диапазоне от 4000–5000Н до 10000–20000Н.
Профильный радиус ролика R1 принимают от 2–3 до 10–12мм.
Осевую подачу обычно назначают не более 0.2–0.6мм/об. Для роликов с цилиндрическим пояском по рис. 3.2.б принимают:
S=(0,5–0,9)B (3.14)
Скорость накатывания выбирают в пределах 30–15Ом/мин.
Сглаживающее накатывание применяют для достижения минимальной величины параметров шероховатости Ra и Rz. При этом глубина наклепа обычно не превышает 0,02 R3.
Силу накатывания Р можно ориентировочно рассчитать по следующим формулам:
а) при работе роликом с цилиндрическим пояском (рис. 3.2.б):
 (3.15)
(3.15)
б) при накатывании шариком:
![]() , (3.16)
, (3.16)
где q - наибольшее давление в зоне накатывания, ориентировочно можно принять q=(1,8–2,1)σт;
d - диаметр шарика, d=2R1;
Е - модуль упругости 1-го рода.
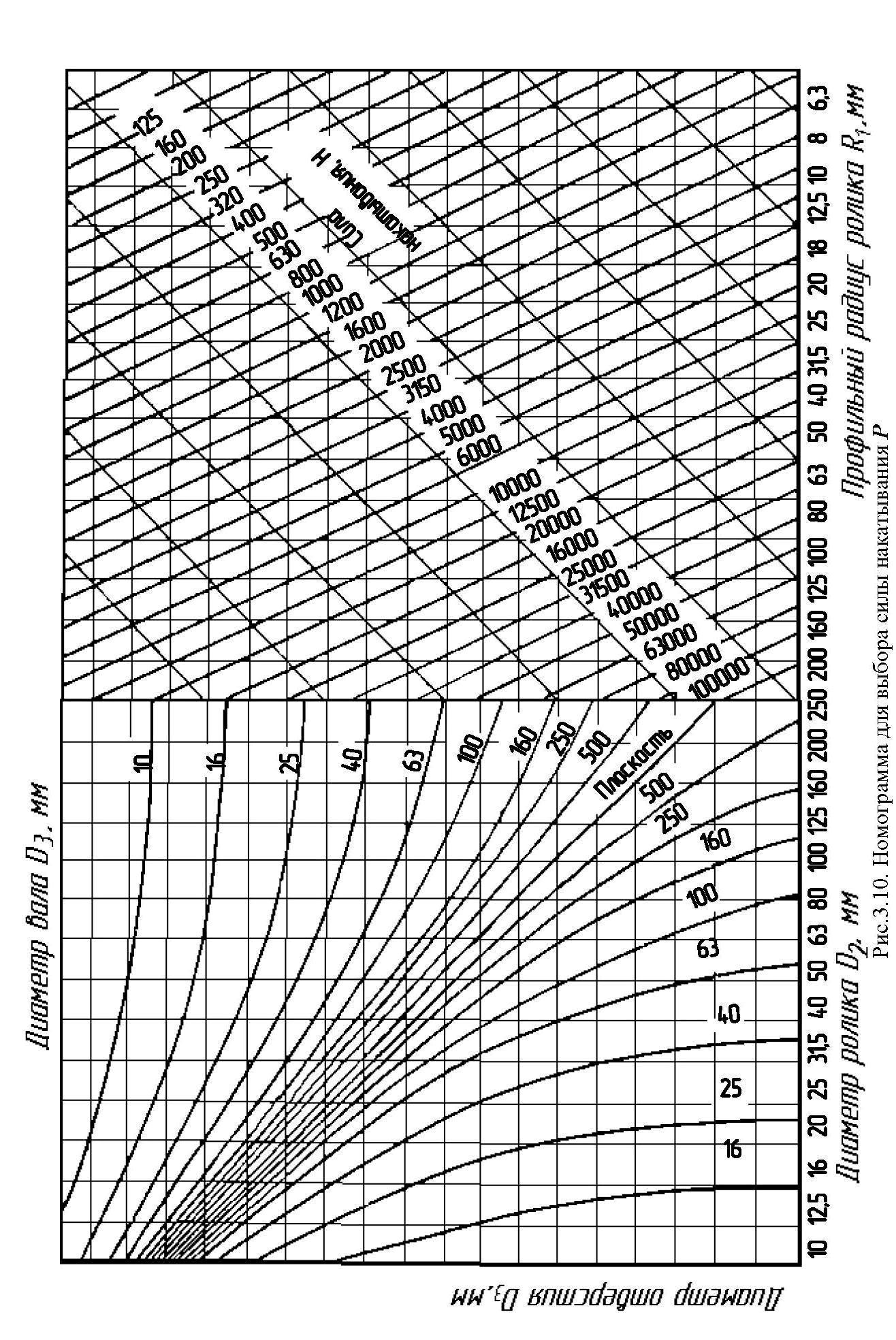
Силу накатывания удобно выбирать с помощью номограммы на рис. 3.10.
Эта номограмма составлена для стали 20. Для сталей с другой твердостью силы, найденные по диаграмме, умножаются на коэффициент Кр (табл.3.2):
Таблица 3.2. Значения поправочного коэффициента Кр _ в зависимости от твердости стали.
Кр |
120 |
140 |
160 |
180 |
200 |
220 |
240 |
260 |
НВ |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,2 |
Кр |
280 |
300 |
320 |
340 |
360 |
НВ |
2,4 |
2,6 |
2,8 |
3,0 |
3.2 |
Сила накатывания при сглаживающем накатывании значительно меньше, чем при упрочняющем.
Величина оптимальной осевой подачи S в мм/об приводится в табл. 3.3 в зависимости от профильного радиуса R1 ролика, параметра исходной шероховатости Rа исх и параметра Ra требуемой шероховатости.
Таблица 3.3. Значения оптимальной осевой подачи в зависимости _ от параметров накатывания.
Профильный или приведен-ный радиус ролика, мм |
Требуемый параметр шероховатости Ra, мкм |
||||||
0,63 |
0,32 |
0,16 |
|||||
Исходный параметр шероховатости Ra исх, мкм |
|||||||
5,0 |
2,5 |
1,25 |
2,5 |
1,25 |
1,25 |
0,63 |
|
5 6,3 8 10 12,5 16 20 25 32 40 50 63 80 100 |
0,07 0,09 0,12 0,15 0,18 0,23 0,29 0,37 0,47 0,58 0,74 0,92 1,17 1,45 |
0,15 0,18 0,23 0,29 0,37 0,47 0,58 0,83 0,94 1,12 1,24 1,40 1,60 1,80 |
0,3 0,36 0,46 0,56 0,64 0,72 0,80 0,88 1,0 1,12 1,24 1,40 1,60 1,80 |
0,07 0,09 0,12 0.15 0,18 0,23 0,29 0,37 0,47 0,58 0,66 0,72 0,84 0,96 |
0,15 0,18 0,23 0,29 0,34 0,39 0,42 0,48 0,54 0,60 0,66 0,72 0,84 0,96 |
0,07 0,09 0,12 0,15 0,18 0,23 0,29 0,35 0,39 0,43 0,48 0,54 0,60 0,66 |
0,15 0,17 0,19 0,21 0,24 0,27 0,30 0,35 0,39 0,43 0,48 0,54 0,60 0,66 |
Скорость накатывания обычно составляет 20–200 м/мин.
Накатывание осуществляют всухую или с использованием смазочно-охлаждающих жидкостей (СОЖ), главной задачей которых является смывание с обрабатываемой поверхности и с ролика отслоившихся частиц металла. СОЖ должна быть чистой, маловязкой, не должна содержать металлических и абразивных примесей. СОЖ подается в зону накатывания непрерывной струей из масляной системы станка или с помощью обычной масленки. Применяют веретенные, индустриальные, машинные масла, сульфофрезол, различные эмульсии. Иногда для уменьшения параметра Rz используют поверхностно- и химически активные присадки.